2015年度難削材加工実践
|
|
|
- ありさ よどぎみ
- 5 years ago
- Views:
Transcription
1 1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美
2 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート 難削材加工技術情報及び異なる金属特性に応じた加工マニュアルを作成し地域企業 工業高等専門学校に公開する
3 2-2 難削材加工実践の目的 3/ 今後成長が期待される航空 化学 医療等に活用される複合材料 高硬度鋼 高融点材料等 難削材と呼ばれる金属について 1 切削加工技術者を育成する 2 新たな市場 ニッチ商品進出への支援 3 受注増及び販路拡大につなげる 加工分野への進出をサポートする 4 金属加工により製作した試作品を展示会等で PR することで技術力を発信する

4 3 難削材のピラミッドとは 4/ 1 被削性 ステンレス鋼 2 加工条件の巾 3 工具寿命 ステンレス鋼の加工技術 = 超耐熱合金等への進出のパスポート!

5 4 難削材加工実践に当り 5/ < 新市場 ニッチ分野進出への足掛かり > ステンレスメタルクラスター 航空 医療 新市場 ニッチ分野 加工技術 データ共有マニュアル化 成長が見込まれる分野へ進出のサポート ステンレス加工 固有技術 難削材エリア 雇用の拡大と地域のブランド化

6 5 産学官加工実践検討会実施 4/27 6/ 狙い : 1 実践に向けた情報共有化 2 日程及び加工分析内容と狙い
7 2017 年度 : 市内企業 3 社の紹介 7/ 企業名 材料仕様 加工予定月 各社の狙い 課題工法 本山合金製作所 アロイ C22 ( ハステロイ ) 8 月 正面フライス加工 生産性とソリ対策 久米精工 SKH51 ( ハイス焼入 ) 7 月細穴加工 焼入れ後の加工 ( 有 ) 小林製作所 SUS316L 6 月細穴加工 高圧クーラント効果
8 5 事前検討内容 5/9 8/ 日時 5/9( 火 )11:00~12:00 小林製作所内 参加者津山高専 : 萩野先生 ( 有 ) 小林製作所 : 西崎課長津山市地域雇用創造協議会柏内 内容 1 加工実験内容の確認 2 必要工具 部材の選定と手配 3 加工実践日程案について 6/2( 金 ) 10:00~12:00



9 5 高圧クーラントの狙い 9/ 冷却効果 : 刃先の長寿命化切りくずの分断力 : 詰り防止 0.7Mpa 7.0Mpa 高速 高送りで生産性 UP が可能? センタースルー例 SUS304 外径旋削例 1Mpa 7Mpa 14Mpa 20Mpa

10 6 実践設備外観 6/2 10/

11 6 実践風景 6/2 11/


12 7 工具について : 三菱日立ツール 12/ 第 1 マージン 1 2 第 2 マージン

13 7 工具について : 不二越 13/





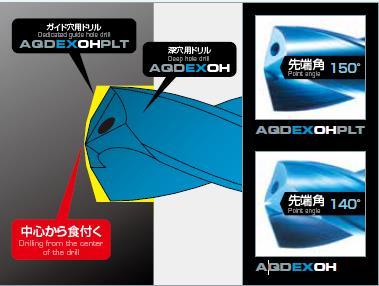
14 7 工具外観 仕様比較 14/ 日立 15D 1 不二越 15D 7 日立 15D 1 不二越 15D 7 外観 すくい面側 刃先 オイルホール : 大 オイルホール : 小 マージン側 マージン形状 ダブルマージン シングルマージン 特徴 刃先付近から W マージン 大きなオイルホール日立 > 不二越 切りくずの分断性 切りくずの排出性 先端角 140

15 8 オイルホール対応治具について 15/



16 8 クーラント圧の違い 圧力 :3.0Mpa 16/ 圧力 :0.7Mpa 圧力 :7.0Mpa 懸念事項 : 高圧力 7.0Mpa により ドリルの折損 振れ

17 8 実践設備と穴あけ 6/2 17/ Φ 本で実験 (15D 20D 30D)
18 8 条件表 : 推奨条件との比較 18/ 工具メーカー ドリル仕様 速度 (m/min) 送り量 (mm/rev) ステップフィード有無 クーラント圧 (Mpa) 加工本数 生産性 ( 予測 ) 日立 15WHMB0100-TH 1 推奨条件 Mpa 以下 :1D 1.5Mpa 以上 30WHMB0100-TH 実験条件 ~ 0.04 無 0.7~ 倍 2 推奨条件 Mpa 以下 :1D 1.5Mpa 以上 不二越 AQDEXOH15D0100 実験条件 ~ 0.03 無 0.7~ 倍 3 推奨条件 Mpa 以下 : 0.1~0.5D 1.5Mpa 以上 AQDEXOH20D0100 実験条件 無 0.7~ 倍 4 推奨条件 Mpa 以下 : 0.1~0.5D 1.5Mpa 以上 実験条件 無 0.7~ 倍 予測 : 生産性 2~3 倍 周速 :30m/min 16 本穴あけ評価 ( 切りくず 刃先写真比較 )
19 8 実験での条件表案 19/ 実験 工具メーカー ドリル仕様 速度 (m/min) 送り量 (mm/rev) 加工径加工長 (mm) クーラント圧 (Mpa) ステップフィード 止まり穴数 ( 本 ) 備考ドリル交換 スタブドリル Φ 日立 15WHMB0100-TH Φ 無 16 交換 交換 5 30WHMB0100-TH 0.03 Φ 交換 不二越 AQDEXOH15D 交換 AQDEXOH20D0100 Φ 交換 11 周速 :30m/min 各条件毎に 16 本穴あけ評価 ( 切りくず 刃先写真比較 )

20 8 実験の現場風景 20/
21 8 実験条件と結果 21/ 工具メーカー ドリル仕様 速度 (m/min) 送り量 (mm/rev) 加工径加工長 (mm) クーラント圧 (Mpa) ステップフィード 加工穴数 ( 本 ) 備考 スタブドリル Φ 日立 15WHMB0100-TH Φ 無 16 〇 2 ( 同一 ) ( 同一 ) ( 交換 ) WHMB0100-TH 0.03 Φ 折損 不二越 AQDEXOH15D ( 同一 ) ( 同一 ) AQDEXOH20D0100 Φ 折損 〇 速度 :30m/min クーラント圧と送り量で比較した

 0.")
 3.")
 7.")



22 8 クーラント圧比較 : 日立 ( 速度 30m/min 送り 0.02 mm /rev) 0.7Mpa( 深さ 10 mm ) 3.0Mpa( 深さ 10 mm ) 7.0Mpa 22/ 切りくず 連続 : 長い 細かく 切りくずが細かくなる クーラント圧効果 : 大 穴入口 全て良好 穴断面 深さ 10mm パイロット穴 2.0 mm ノンステップ加工 全て曲り無し

 0.")



23 8 クーラント圧比較 : 不二越 ( 速度 30m/min 送り 0.02/rev) 0.7Mpa 3.0Mpa 7.0Mpa 23/ 切りくず 穴入口 微細化 切りくずが細かくなる クーラント圧効果 : 大 全て良好 穴断面 深さ 10mm パイロット穴 2.0 mm ノンステップ加工 全て曲り無し
24 8 考察 1:SUS316L 24/ 1 クーラント圧を高圧にすることで 切りくずが微細化した 日立 15WHMB0100 不二越 AQDEXOH 15D 2 不二越は標準圧 0.7 Mpa でも微細化した 0.7 Mpa 7.0 Mpa < 要因として > オイルホールの違い 大きさ : 日立 > 不二越 クーラント効果として穴径が細い方が有利 クーラント圧 UP ブレーカー効果高い < マージン形状差 > W> シングルシングルマージンが良















25 8 考察 2: 穴の観察評価 ( クーラント圧 7.0Mpa 速度 30m/min) 25/ 送り mm/ min 穴入口 穴断面 日立 15D 16 穴 日立 30D 5 穴折損 < 観察結果 > クーラント圧の差異に関係なく 曲り無し 日立 30D 16 穴 0.02 不二越 20D 16 穴 0.02





26 8 クーラント圧 7.0Mpa 速度 30m/min: 刃先の評価 26/ メーカー 送り mm/ min 切りくず穴入口外観すくい面側マージン側刃先刃先 2 日立 15D 穴 日立 30D 5 穴折損 穴折損 切りくず詰まり 日立 30D 穴 不二越 20D 16 穴 0.02 未測定
27 8 考察 3: 刃先の観察評価 1 加工後の刃先 27/ 日立 15 30WHMB Mpa 16 穴 15D 送り 0.04 mm /min 16 穴 30D 送り 0.02 mm /min < 外観結果 > 大きな損傷なし
28 8 狙い : 高圧クーラントによる生産性向上 工具メーカー 日立 ドリル仕様 15WHMB0100-TH 周速 (m/rev) 送り量 (mm/rev) ステップフィード有無 クーラント圧 (Mpa) 1 推奨条件 有 (1.5Mpa 以下 ) WHMB0100-TH 加工本数 28/ 生産性 ( 予測 ) 実験条件 ~0.04 無 0.7~ 倍 2 推奨条件 有 (1.5Mpa 以下 ) 0.7 実験条件 ~0.03 無 0.7~ 倍 不二越 AQDEXOH15D 推奨条件 有 (1.5Mpa 以下 ) 0.7 実験条件 無 0.7~ 倍 AQDEXOH20D 推奨条件 有 (1.5Mpa 以下 ) 0.7 実験条件 無 0.7~ 倍 予測 : 生産性 2 倍 周速 :30m/min 16 本穴あけ評価 ( 切りくず 刃先写真比較 )
29 8 考察 4: 推奨条件との生産性比較実績 29/ 工具メーカー ドリル仕様 周速 (m/rev) 送り量 (mm/rev) ステップフィード有無 クーラント圧 (Mpa) ステップ時間 (sec) 加工時間 (sec/ 本 ) 1 日立 15WHMB0100-TH 有 0.7 1D 生産性予測 ( 倍 ) 推奨条件 無 A 実験 実験条件 無 7.0 無 (2.09) WHMB0100-TH 推奨条件 無 0.7 1D (34.59) 折損 /5 本 B 実験 C 実験 2 不二越 実験条件 無 (8.36) (4.1) 実験条件 無 7.0 無 (12.54) (2.75 倍 ) AQDEXOH15D0100 推奨条件 無 ~0.5D (10.3) AQDEXOH20D0100 実験条件 無 7.0 無 (3.75) (2.75) 推奨条件 無 ~0.5D 20.6 実績 実験条件 無 7.0 無 実績 : ステップフィード無 :11.53sec/ 有 4.18sec/ 無 10 mm当り 生産性 :2.75 倍
30 8 考察 4: 日立送り量 2~3 倍 A B 実験 116 穴加工 OK 2 切りくずも同等の大きさ 30/ 0.02mm /rev 0.03mm /rev 0.04mm /rev 3 切りくずの排出 評価 : 15D: 30D: 折損 1 切りくず詰りが確認出来た 2 更に穴あけすると折損の可能性有 3 穴入口にバリを確認 穴径拡大の懸念あり 15D: ドリル仕様 周速 (m/rev) 送り量 (mm/rev) ステップフィード クーラント圧 (Mpa) 日推奨条件 有 (1D) 1.5 以下 生産性 ( 予測 ) 立実験推奨条件 無 倍
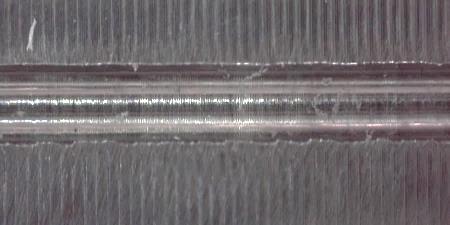
31 8 考察 4-1: 日立 30D 送り量 0.02 mm /rev 31/ 116 穴加工 OK 速度 :30m/min 2 切りくずは微細化する 送り 0.02 mm /rev 7.0Mpa ノンステップ加工 3 切りくずの排出は改善する 評価 : 1 刃先の損傷無し 長い工具寿命が見込める 2 穴の断面形状 曲り無し 3 ネジレ溝 高圧で切りくずが分断している

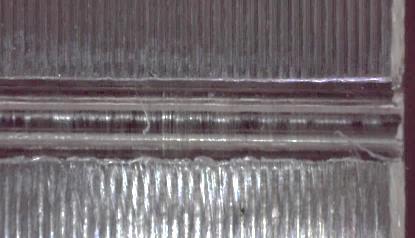
32 8 考察 4-2: 不二越 20D 送り量 0.02 mm /rev 穴加工 OK 速度 :30m/min 2 切りくずは微細化する 送り 0.02 mm /rev 7.0Mpa ノンステップ加工 3 穴加工 評価 : 1 刃先の損傷無し 長い工具寿命が見込める 2 穴の断面形状 曲り無し 3 安全性について 1/2 本が折損した信頼性がやや低い
33 9 成果 1: 生産性向上 推奨条件比 33/ 生産性評価周速 :30m/min 16 本穴あけ評価 ( 切りくず 刃先写真比較 ) 1 高圧クーラント効果 :7Mpa の圧力で切りくずの微細化 詰り防止が可能 2 ステップフィード無しで穴あけ可能 生産性効果 :2.75 倍実験により明らかになった メーカー ドリル仕様 周速 (m/rev) 送り量 (mm/rev) ステップフィード クーラント圧 (Mpa) 日立 :15 30D メーカー推奨条件 有 (1D) 1.5 以下 生産性 ( 予測 ) WHMB0100-TH 実験推奨条件 無 倍 メーカー ドリル仕様 周速 (m/rev) 送り量 (mm/rev) ステップフィード クーラント圧 (Mpa) 生産性 ( 予測 ) 不二越 :15 20D メーカー推奨条件 有 (0.1~0.5D) 1.5 以下 AQDEXOH20D0100 実験推奨条件 無 倍 工具メーカー比較 1 不二越 20D 30m/min 送り 0.02 mm /rev ノンステップ加工で 1 本目折損 2 本目は支障なく穴あけが出来た 1/2 本の折損を踏まえると 日立ツールに優位性があると考えられる ダブルマージン構造による工具剛性及び直進性が高いことが影響している

34 9 成果 2: 高圧クーラント効果と切りくず 34/ 1 日立ドリルの信頼性について オイルホール大 ダブルマージン 0.7 Mpa 日立 15WHMB0100 速度 :30m/min 送り 0.02 mm /rev ステップフィード無 より高圧クーラントにも対応可能? 工具の剛性直進安定性が高い 切りくずの状態 送り量 : mm /rev と 2 倍に UP した場合 クーラント圧 7.0Mpa で 0.7Mpa と同等の切りくず長さを実現 7.0 Mpa 送り 0.02 mm /rev ステップフィード無 0.03 mm /rev 30D: 折損 送り 0.04 mm /rev ステップフィード無 15D 条件 * 不二越 20D で折損を踏まえると 三菱日立ツールのドリルに優位性あり
35 9 標準化 : 高圧クーラントの導入に向けて 1 クーラント効果 : 切りくず 高圧クーラント 7.0Mpa 35/ 0.7Mpa-0.02 mm /rev 0.02mm /rev 0.03mm /rev 0.04mm /rev 評価 : 15D: 15D: 30D: 折損 15D: ~ 高圧クーラント化に向けて :< 生産性向上 > < 例 1> クーラント圧 :7.0Mpa 15Mpa 切りくずの状態予測 :3 2 に細かくなる? 周速 (m/rev) 送り量 (mm/rev) ステップフィード クーラント圧 (Mpa) 切りくず予測 日実績 無 立予測 無 生産性向上 求められる品質を踏まえ重要な設備仕様 選択項目の一つ!
36 10 受託契約 / 高専 大学連携について 36/ H27 年度 H28 年度 H29 年度 津山高専機械工学科萩野助教 H27/10 月 ~H28/2 月末 H28/6 月 ~H29/2 月末 H29/6 月 ~H29/8 月末 H29/8 月末中止 九州大学名誉教授鬼鞍先生 6/16~6/17 指導及び現場視察 ガンドリル工法 小径深穴加工のポイント 東京大学生産技術研究所千葉実験所臼杵研究室萩野特任助教 H29/9 月移籍 新規契約 H29/10 月 ~H30/2 月末 * 臼杵研究室 : 萩野博士 ( 工学 ) との受託契約により継続支援頂く!
37 11 設備仕様 37/ 使用機械マシニングセンタ 1 メーカ 名 Mazak 2 型式 INTEGREX j 主軸電動機 (kw) 主軸回転数 ( 最高 min-1) 主軸端 ( 呼び番号 ) 軸受内径 (mm) チャック径スピンドルスルークーラント (Mpa) 切削液の種類各軸移動量 (mm) 早送り速度 (mm/min) 主軸 Ac7.5kw ミル主軸 Ac5.5kw 主軸 5000rpm ミル主軸 12000rpm JIS Az-6 Φ110 mm 8 インチ油圧チャック 0.7~7.0Mpa 電解水希釈水溶性 X 軸 450 mm Y 軸 200 mm (±100 mm ) Z 軸 1066 mm B 軸 -30 ~190 C 軸 360 X Y Z 軸 mm /min W 軸 8000 mm /min C 軸 555rpm
 2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
標準在庫品 DIN 332 Form R (R タイプ ) Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN
 Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
TOOL NEWS B223J
 TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
製品カタログ コロミル745
 森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
切削条件表超硬 4 枚刃不等分割不等リードエンドミル 38 /41 刃長 1.5D 型式 外径 一般構造用鋼炭素鋼 (S45C/SS/FC/FCD) (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/
 (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/") 形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ
 Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A
 SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A") 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A
 SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A") 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
Tungsten Carbide End Mills UNIMAX Series
 2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
複合加工機プログラム2012.xls
 機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
1011複合加工機.indd
 複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
UNIMAX SERIES VOL18
 長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
AFC_Produktkatalog_2018_JPN_2_1_DS_grau-weiße Linien.indd
 PRODUCT CATALOGUE 超硬合金製造における豊富な経験と知識に基づく細部への追及 理想 イノベーション 技術 パートナーシップ 2 3 超硬合金材種一覧 AF K10 UF AF K20 CF AF K34 EF AF K40 UF AF K44 EF AF K45 EF ISO-JIS 規格 K10 化学構成コバルト (%) 6 炭化タングステン及びその他 (%) 94 ISO-JIS
PRODUCT CATALOGUE 超硬合金製造における豊富な経験と知識に基づく細部への追及 理想 イノベーション 技術 パートナーシップ 2 3 超硬合金材種一覧 AF K10 UF AF K20 CF AF K34 EF AF K40 UF AF K44 EF AF K45 EF ISO-JIS 規格 K10 化学構成コバルト (%) 6 炭化タングステン及びその他 (%) 94 ISO-JIS
GC1040.表 [更新済み]
![GC1040.表 [更新済み]](/thumbs/91/104641950.jpg "GC1040.表 [更新済み]") 0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工
0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工
突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭
 効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
1 ピッチタイプ ネジ加工用 P 2 - 山数 標準 ヘリサート用 外径山数ピッチシャンク径全長 価格 /1 本 P φy 3~4 本 5~6 本 7~8 本 9~10 本 M2.5 φ1.9 10~ ,710 5,590 4,920 4,470 M3 φ2.3 10~
 高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した
 交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
シリンダーヘッド自動車産業向け特注工具
 シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
タップ総合
 1 2 3 4 N NEW タップシリーズ N Tap series ねじ加工に適した高バナジウムハイスの使用により 汎用タップながらも長寿命 高剛性設計で安定ねじ加工を実現 Nスパイラルタップ NSP By using high vanadium HSS, which is suitable for cutting screw threads, even flexibility screw threads
1 2 3 4 N NEW タップシリーズ N Tap series ねじ加工に適した高バナジウムハイスの使用により 汎用タップながらも長寿命 高剛性設計で安定ねじ加工を実現 Nスパイラルタップ NSP By using high vanadium HSS, which is suitable for cutting screw threads, even flexibility screw threads
MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min, f=0.25mm/rev 14, 45mm, Wet S50C Vc=120m/min, f=0.3mm/rev 14, 55mm, Wet S50
 高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 動画が見れる スペシャル web サイト DRA MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min,
高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 動画が見れる スペシャル web サイト DRA MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min,
技術研究会報告集の書き方
 マスター CAM による自動加工技術の習得 山本浩治, 中木村雅史, 後藤伸太郎, 磯谷俊史, 白木尚康 工学系技術支援室装置開発技術系 1 はじめに 平成 26 年度技術研鑽プログラムにおいて マスター CAM による自動加工技術の習得 の採択を受け, 年間を通して, プログラムを行った. 本発表では, このプログラム一連の内容を報告する. 現在, 工作機械の分野では,NC データを用いて単純なものから複雑なものまでを自動的かつ迅速に加工を行う
マスター CAM による自動加工技術の習得 山本浩治, 中木村雅史, 後藤伸太郎, 磯谷俊史, 白木尚康 工学系技術支援室装置開発技術系 1 はじめに 平成 26 年度技術研鑽プログラムにおいて マスター CAM による自動加工技術の習得 の採択を受け, 年間を通して, プログラムを行った. 本発表では, このプログラム一連の内容を報告する. 現在, 工作機械の分野では,NC データを用いて単純なものから複雑なものまでを自動的かつ迅速に加工を行う
高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 NEW 1.5D タイプホルダ ラインナップ 追加 DRA
 高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 NEW 1.5D タイプホルダ ラインナップ 追加 DRA MagicDrillDRA 5 1 2 S A 20% UP 20% DRA DRA 他社品 A () 4,000 () DRA
高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 NEW 1.5D タイプホルダ ラインナップ 追加 DRA MagicDrillDRA 5 1 2 S A 20% UP 20% DRA DRA 他社品 A () 4,000 () DRA
1
 ISCAR JAPAN LTD. Member IMC Group 1 X X X X 2 ピコカット小径ソリッドバー用ホルダー MG PCO-...6 MG PCO-16-9 PICCO/MG PCO ホルダー φ12 12.7 14 15.9 16 19 20 22 25 25.4 PICCO...6-7 φd min 0.6 1.0 2.0 2.8 3.0 4.0 5.0mm用ホルダー φ12
ISCAR JAPAN LTD. Member IMC Group 1 X X X X 2 ピコカット小径ソリッドバー用ホルダー MG PCO-...6 MG PCO-16-9 PICCO/MG PCO ホルダー φ12 12.7 14 15.9 16 19 20 22 25 25.4 PICCO...6-7 φd min 0.6 1.0 2.0 2.8 3.0 4.0 5.0mm用ホルダー φ12
送りの観点から言うと 送りは ワーク中心の 2 mm 手前で最大 75% まで下げることを推奨します 送りが低いと切削抵抗が小さくなり工具寿命が飛躍的に向上します また破損を防止するために 決してワーク中心を超えて工具を送らないようにし 中心の 0.5 mm 手前で止めます ( 切断した部品はその自
 ホワイトペーパー 突切り 溝入れ加工におけるクーラントの有効活用 従来から 突切り 溝入れ加工は工場の機械オペレータにとって難しい加工の一つです チップとホルダ形状は薄くなり またワークが難削材の場合 非常に神経を使う加工にならざるを得ません チップが欠けることはないか? 切りくずが溝に詰まらないか? その結果 ワークが不良にならないか? などです これらの潜在的問題により 加工時の緊張度は高くなってしまいます
ホワイトペーパー 突切り 溝入れ加工におけるクーラントの有効活用 従来から 突切り 溝入れ加工は工場の機械オペレータにとって難しい加工の一つです チップとホルダ形状は薄くなり またワークが難削材の場合 非常に神経を使う加工にならざるを得ません チップが欠けることはないか? 切りくずが溝に詰まらないか? その結果 ワークが不良にならないか? などです これらの潜在的問題により 加工時の緊張度は高くなってしまいます
miniminichuck_1167_A4_8P[1-8].indd
![miniminichuck_1167_A4_8P[1-8].indd](/thumbs/103/157668358.jpg "miniminichuck_1167_A4_8P[1-8].indd") 信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
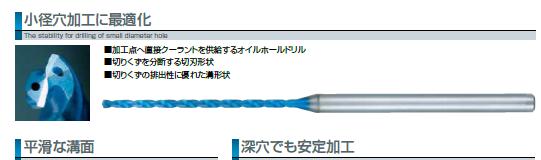
リーマレス加工にこだわった高精度 高能率 3 フルート High precision and high efficiency 3 Flutes is particular about no reaming AQUA Drills EX 3Flutes EX3 AQDEXOH3F AQDEX3FR レ
 リーマレス加工にこだわった高精度 高能率 3 フルート High precision and high efficiency 3 Flutes is particular about no reaming EX3 AQUA Drills EX 3Flutes AQDEXOH3F AQDEX3FR レギュラ 5D 用 AQDEX3FH ハード高硬度材用 3D 5D 10D オイルホール 3 タイプ リーマレス加工にこだわった高精度
リーマレス加工にこだわった高精度 高能率 3 フルート High precision and high efficiency 3 Flutes is particular about no reaming EX3 AQUA Drills EX 3Flutes AQDEXOH3F AQDEX3FR レギュラ 5D 用 AQDEX3FH ハード高硬度材用 3D 5D 10D オイルホール 3 タイプ リーマレス加工にこだわった高精度
穴あけの常識を変える「アクアドリルEXフラットシリーズ」
 NACHI TECHNICAL REPORT Machining Vol.25B1 October/2012 新商品 適用事例紹介 マシニング事業 穴あけの常識を変える アクアドリル EX フラットシリーズ Aqua Drill EX Flat Series --- Changing common sense in drilling キーワード ( アクアドリル EX フラット ) フラットドリル
NACHI TECHNICAL REPORT Machining Vol.25B1 October/2012 新商品 適用事例紹介 マシニング事業 穴あけの常識を変える アクアドリル EX フラットシリーズ Aqua Drill EX Flat Series --- Changing common sense in drilling キーワード ( アクアドリル EX フラット ) フラットドリル
Microsoft Word - 10 表紙.docx
 東海能開大 ( 岐阜県揖斐郡大野町 ) ポリテクセンター岐阜 ( 岐阜県土岐市 ) ポリテクセンター三重 ( 三重県四日市市 ) 三 東 中 岐 静 ポリテクセンター静岡 ( 静岡県静岡市 ) 南 浜 ポリテクセンター中部 ( 愛知県小牧市 ) 浜松短大校 ( 静岡県浜松市 ) ポリテクセンター南伊勢 ( 三重県伊勢市 ) 分野別コースフロー 機械設計 中ポリテクセンター中部岐ポリテクセンター岐阜静ポリテクセンター静岡三ポリテクセンター三重南ポリテクセンター南伊勢東東海能開大浜浜松短大
東海能開大 ( 岐阜県揖斐郡大野町 ) ポリテクセンター岐阜 ( 岐阜県土岐市 ) ポリテクセンター三重 ( 三重県四日市市 ) 三 東 中 岐 静 ポリテクセンター静岡 ( 静岡県静岡市 ) 南 浜 ポリテクセンター中部 ( 愛知県小牧市 ) 浜松短大校 ( 静岡県浜松市 ) ポリテクセンター南伊勢 ( 三重県伊勢市 ) 分野別コースフロー 機械設計 中ポリテクセンター中部岐ポリテクセンター岐阜静ポリテクセンター静岡三ポリテクセンター三重南ポリテクセンター南伊勢東東海能開大浜浜松短大
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル DLC VL DLC MILL VL series
 アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
1406月度商品 -.xls
 YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,
 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,") 1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
エアチャックカタログ.indd
 エアチャック 超精密エアチャック マイクロセントリックエアチャック 1.27μmの繰り返し精度を誇ります さらにより精度を追及した高精度仕様 ( オプション ) では0.5μmの繰り返し精度です また簡単爪交換 QCタイプ爪では 爪交換時の再現精度が同一チャック内で5μmを実現しています マスターワークでの値です 標準でチャック外径 3/4/6/8/10インチサイズを用意しています また12インチの大型サイズもオプションにて対応可能です
エアチャック 超精密エアチャック マイクロセントリックエアチャック 1.27μmの繰り返し精度を誇ります さらにより精度を追及した高精度仕様 ( オプション ) では0.5μmの繰り返し精度です また簡単爪交換 QCタイプ爪では 爪交換時の再現精度が同一チャック内で5μmを実現しています マスターワークでの値です 標準でチャック外径 3/4/6/8/10インチサイズを用意しています また12インチの大型サイズもオプションにて対応可能です
止まり穴ソリッド加工 (Type01000 Type01010) 貫通穴ソリッド加工 (Type01000 Type01010) OK OK OK 止まり穴カウンター加工 (Type01000 Type01010) NG 貫通穴カウンター加工 (Type01000 Type01010) クロスホール
 貫通穴ソリッド加工 (Type01000 Type01010) OK OK OK 止まり穴カウンター加工 (Type01000 Type01010) NG 貫通穴カウンター加工 (Type01000 Type01010) クロスホール") Type01 スローアウェイタイプ Type Type01001 2 12.0017.99 1 2 0.9mm Type01000 2 18.00.99 2 2 0.9mm Type01011 Type01010 12.0017.99 18.00.99 1 2 2 2 0.9mm 0.9mm * 2 12.0017.99 21 K10K0 SP1SP91SP BBXBB 1 1.017.99 11
Type01 スローアウェイタイプ Type Type01001 2 12.0017.99 1 2 0.9mm Type01000 2 18.00.99 2 2 0.9mm Type01011 Type01010 12.0017.99 18.00.99 1 2 2 2 0.9mm 0.9mm * 2 12.0017.99 21 K10K0 SP1SP91SP BBXBB 1 1.017.99 11
4 90 MEW 4 90 MEW 4 MEWH NEW DLC PDL025
 9 MEW 9 MEW MEWH NEW DLC PDL5 9 MEW DLC PDL5 1 ー () A.R. Max.+ (15 タイプ ), 1, 17% 1% 切削抵抗 (N) 1, 1, 1, 9% DOWN % 9% 1, 他社品 A ( ネガ ) 他社品 B ( ネガ ) MEW GM ブレーカ 他社品 C ( ポジ ) Vc = 15 m/min, fz =.15 mm/t, ap
9 MEW 9 MEW MEWH NEW DLC PDL5 9 MEW DLC PDL5 1 ー () A.R. Max.+ (15 タイプ ), 1, 17% 1% 切削抵抗 (N) 1, 1, 1, 9% DOWN % 9% 1, 他社品 A ( ネガ ) 他社品 B ( ネガ ) MEW GM ブレーカ 他社品 C ( ポジ ) Vc = 15 m/min, fz =.15 mm/t, ap
大阪産業大学産業研究所所報第 1 号 69 自動穴あけ機に関する研究 * Studiesonautomaticdrilling 足立勝重り KatsushigeADAcHI lndrillinghardtomachinemateria1s,deepdrillinginc1 aseddrill,sbr
 大阪産業大学産業研究所所報第 1 号 69 自動穴あけ機に関する研究 * Studiesonautomaticdrilling 足立勝重り KatsushigeADAcHI lndrillinghardtomachinemateria1s,deepdrillinginc1 aseddrill,sbreaking torquecouldquicklycauseworntoolstobreak,butthecontrolsystem
大阪産業大学産業研究所所報第 1 号 69 自動穴あけ機に関する研究 * Studiesonautomaticdrilling 足立勝重り KatsushigeADAcHI lndrillinghardtomachinemateria1s,deepdrillinginc1 aseddrill,sbreaking torquecouldquicklycauseworntoolstobreak,butthecontrolsystem
高圧クーラント対応ホルダ JCT シリーズ クーラント効 果で優れた切りくず 処 理と工 具 寿 命を向 上 旋削 外径溝 入れ 突 切り ねじ切りホルダをレパートリー JCT Jet Coolant Through 独自のクーラントホール設計 それぞれの加工内容に適した 独自のクーラント供給構造を
 高圧クーラント対応ホルダ JCT シリーズ 高圧クーラント対応ホルダ JCT シリーズ NEW クーラント効果で優れた切りくず処理と寿命向上を実現 旋削 外径溝入れ 突 切り ねじ切りホルダをレパートリー 高圧対応ホースと継手で簡単接続 外部給油に対して 通 常 圧でも工 具 寿 命と切りくず 処 理を向 上 旋 削 ダブルクランプ -JC T 外径溝 入れ 突 切り KGD-JC T ねじ切り KTN-JC
高圧クーラント対応ホルダ JCT シリーズ 高圧クーラント対応ホルダ JCT シリーズ NEW クーラント効果で優れた切りくず処理と寿命向上を実現 旋削 外径溝入れ 突 切り ねじ切りホルダをレパートリー 高圧対応ホースと継手で簡単接続 外部給油に対して 通 常 圧でも工 具 寿 命と切りくず 処 理を向 上 旋 削 ダブルクランプ -JC T 外径溝 入れ 突 切り KGD-JC T ねじ切り KTN-JC
TOOLS NEWS B137J
 TOOLS NEWS 2013.2 B137J WSTAR s l.dl?r WSTAR && 1 a y WSTAR s l.dl?r (Al,Ti)N TF15 (%) mm 1.22E+03 1.16E+03 1.10E+03 1.04E+03 9.76E+02 9.15E+02 8.54E+02 7.93E+02 7.32E+02 6.71E+02 6.10E+02 5.49E+02 4.88E+02
TOOLS NEWS 2013.2 B137J WSTAR s l.dl?r WSTAR && 1 a y WSTAR s l.dl?r (Al,Ti)N TF15 (%) mm 1.22E+03 1.16E+03 1.10E+03 1.04E+03 9.76E+02 9.15E+02 8.54E+02 7.93E+02 7.32E+02 6.71E+02 6.10E+02 5.49E+02 4.88E+02
1111スリム(日).indb
.indb") のホルダ コレットホルダ (TH/TS) スプリングコレット H 1 E32 ー TH ー E32 ー TS-0 超精密級 (P 級 ) ー ー P 20 ー ー P レンチ φ φ1 H ホルダ形式 2.6~ (0.2 mm間隔 ) 26 1.2 16 TH.2~.8 (0.2 mm間隔 ) 18 TS 6 ~ (0.2 mm間隔 ) 20 6 ~ 9.8 (0.2 mm間隔 ) 0 29. 29
のホルダ コレットホルダ (TH/TS) スプリングコレット H 1 E32 ー TH ー E32 ー TS-0 超精密級 (P 級 ) ー ー P 20 ー ー P レンチ φ φ1 H ホルダ形式 2.6~ (0.2 mm間隔 ) 26 1.2 16 TH.2~.8 (0.2 mm間隔 ) 18 TS 6 ~ (0.2 mm間隔 ) 20 6 ~ 9.8 (0.2 mm間隔 ) 0 29. 29
製品カタログ_CoroDrill880
 CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
電子回路基板のドリル・ルーター加工入門
 電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
メタル O リング 設計データ 1. チューブ材料 ( ハンドブック p.297 表 40.2 参照 ) SUS321 標準材料 500 以下の環境で使用できる SUS316L 耐食性材で腐食環境など かつ 500 以下で使用できる インコネル 以上 (700 以下 ) で使用できる
 SUS321 標準材料 500 以下の環境で使用できる SUS316L 耐食性材で腐食環境など かつ 500 以下で使用できる インコネル 以上 (700 以下 ) で使用できる") メタル O リング 構造 中空パイプを環状に溶接に構造である 材料 : 標準材 SUS321 SUS316L インコネル 600 である 表面被覆 : 銀めっき 金めっき インシ ウムめっき PTFE コーティンク 超研磨仕上げ (0.4S 以下 ) ------------------------ 航空 宇宙から半導体 原子力用途まで 最も使用実績がある金属シール 1. 真空 ~ 高圧まで安定したシール性能を維持する
メタル O リング 構造 中空パイプを環状に溶接に構造である 材料 : 標準材 SUS321 SUS316L インコネル 600 である 表面被覆 : 銀めっき 金めっき インシ ウムめっき PTFE コーティンク 超研磨仕上げ (0.4S 以下 ) ------------------------ 航空 宇宙から半導体 原子力用途まで 最も使用実績がある金属シール 1. 真空 ~ 高圧まで安定したシール性能を維持する
<4D F736F F D CB488C48DC58F4994C589EF88F5947A E646F63>
 コンクリートコアドリルのダイヤモンドコアビット 2002 年 3 月 31 日改正 ダイヤモンド工業協会技術委員会 規格部会コアビット分科会審議 ( ダイヤモンド工業協会発行 ) コンクリートコアドリルのダイヤモンドコアビット Concrete core drill Diamond core bits 1. 適用範囲この規格は コンクリート鉄筋コンクリート ( 二次製品を含む ) 若しくはアスファルトコンクリートなどに穴をあける
コンクリートコアドリルのダイヤモンドコアビット 2002 年 3 月 31 日改正 ダイヤモンド工業協会技術委員会 規格部会コアビット分科会審議 ( ダイヤモンド工業協会発行 ) コンクリートコアドリルのダイヤモンドコアビット Concrete core drill Diamond core bits 1. 適用範囲この規格は コンクリート鉄筋コンクリート ( 二次製品を含む ) 若しくはアスファルトコンクリートなどに穴をあける
★スラスト A3 HP編集用 indd
 目次 技術解説 軸受の構成 軸受の精度等級 軸受の材料高炭素クロム軸受鋼の化学成分 高温軸受用鋼の化学成分 ステンレス鋼の化学成分 保持器用鋼板および炭素鋼の化学成分 もみ抜き保持器用高力黄銅の化学成分 軸受寸法表 スラスト玉軸受 単式平面座形 単式調心座形調心座金付 複式平面座形 複式調心座形調心座金付 29 系列 39 系列 ミニアチュア ステンレススラスト玉軸受ステンレス単式平面座形 付表 スラストころ軸受スラスト自動調心ころ軸受
目次 技術解説 軸受の構成 軸受の精度等級 軸受の材料高炭素クロム軸受鋼の化学成分 高温軸受用鋼の化学成分 ステンレス鋼の化学成分 保持器用鋼板および炭素鋼の化学成分 もみ抜き保持器用高力黄銅の化学成分 軸受寸法表 スラスト玉軸受 単式平面座形 単式調心座形調心座金付 複式平面座形 複式調心座形調心座金付 29 系列 39 系列 ミニアチュア ステンレススラスト玉軸受ステンレス単式平面座形 付表 スラストころ軸受スラスト自動調心ころ軸受
(Microsoft Word - \220\371\224\325\203e\203L\203X\203g.doc)
") 1 年電子機械科後期実習旋盤テキスト番号氏名 棒文鎮 の製作 1 目的 (1) 旋盤 フライス盤の基本的な取り扱い及び操作方法を習得する (2) 基本的な工作測定の仕方を習得する 4 製作手順 4-1 材料の切り出し図 2のような直径 22[mm] の丸棒をカットグラインダーで長さ144 [mm] で切断する 2 使用機器 (a) 汎用旋盤 (b) フライス盤 (c) ボール盤 (d) カットグラインダー
1 年電子機械科後期実習旋盤テキスト番号氏名 棒文鎮 の製作 1 目的 (1) 旋盤 フライス盤の基本的な取り扱い及び操作方法を習得する (2) 基本的な工作測定の仕方を習得する 4 製作手順 4-1 材料の切り出し図 2のような直径 22[mm] の丸棒をカットグラインダーで長さ144 [mm] で切断する 2 使用機器 (a) 汎用旋盤 (b) フライス盤 (c) ボール盤 (d) カットグラインダー
EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使
 EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使") 新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
H5
 P K M H4 H5 Ra Ra P M K N S H H6 スモウカム再研方法 ヘッド交換時期の判断基準 ①摩耗量 ②切削力の増加 0.2-0.3 ③加工径の変化 1 2 P P 1.25 ④加工面の劣化 φ>d 新品 0.15 D 新品 φ
P K M H4 H5 Ra Ra P M K N S H H6 スモウカム再研方法 ヘッド交換時期の判断基準 ①摩耗量 ②切削力の増加 0.2-0.3 ③加工径の変化 1 2 P P 1.25 ④加工面の劣化 φ>d 新品 0.15 D 新品 φ
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MB フルアール MT-R フルアール R/L MS パイプ フルアール チップブレーカ付きフルアールチップ ~ mm フルアール ポジタイプ フラットなフルアールチップ ~ 8mm パイプ突切り専用 ~ 10mm R/L MZ パイ
 チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
切削抵抗の低減と 切りくず排出性を飛躍的に向上した切れ刃 溝形状を採用 切りくずが詰まりやすい旋盤加工や マシニングセンタでの超高送り加工で常識の壁をブチ破る高精度 長寿命を実現 常識の壁をブチ破れ!2018 Vol.4
 切削抵抗の低減と 切りくず排出性を飛躍的に向上した切れ刃 溝形状を採用 切りくずが詰まりやすい旋盤加工や マシニングセンタでの超高送り加工で常識の壁をブチ破る高精度 長寿命を実現 常識の壁をブチ破れ!201 Vo. 効率の改善 Improvement of efficiency 工具寿命の向上 Improvement of the too ife 切りくずの排出性 Chip remova 切りくずが詰まりやすい
切削抵抗の低減と 切りくず排出性を飛躍的に向上した切れ刃 溝形状を採用 切りくずが詰まりやすい旋盤加工や マシニングセンタでの超高送り加工で常識の壁をブチ破る高精度 長寿命を実現 常識の壁をブチ破れ!201 Vo. 効率の改善 Improvement of efficiency 工具寿命の向上 Improvement of the too ife 切りくずの排出性 Chip remova 切りくずが詰まりやすい
技術研究会報告集の書き方
 5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
2.2 小径スクエアエンドミルによる切削加工 加工条件市販のφ1mm スクエアエンドミルを用いて切削加工を行い CCM 合金の加工に適した大まかな条件の選定 と工具の選定 を行う 被削材の CCM 合金は 断面が 10 17mm の棒材である 各条件について 1
 構造用非鉄合金の切削加工 岩手県工業技術センター飯村崇 古川直樹 1. 緒言近年 小径エンドミルの開発が進み φ0.01mm のエンドミルが一般的に販売される様になった これに伴い 従来は放電加工などで加工していた機械部品の微細部分をマシニングセンタで同時加工し 段取り作業による時間のロスと加工精度低下を防ぐことが可能となる 特に医療機器は生体への負荷の低減を目的に また 航空機や自動車産業は部品の多機能化を目的に
構造用非鉄合金の切削加工 岩手県工業技術センター飯村崇 古川直樹 1. 緒言近年 小径エンドミルの開発が進み φ0.01mm のエンドミルが一般的に販売される様になった これに伴い 従来は放電加工などで加工していた機械部品の微細部分をマシニングセンタで同時加工し 段取り作業による時間のロスと加工精度低下を防ぐことが可能となる 特に医療機器は生体への負荷の低減を目的に また 航空機や自動車産業は部品の多機能化を目的に
< C8E93788FA495692E786C73>
 YMKT 2014 年 3 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ ハイスエキストラロングドリルスラスタードリル TDXL 穴無しハイスで深穴加工新たに25D 加わる! 10D, 15D, 20D, 25D, 30D にて充実のラインナップ Ф 1.5 ~ Ф 12 0.1トビにて全て即納完備 http://www.ymkt.co.jp
YMKT 2014 年 3 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ ハイスエキストラロングドリルスラスタードリル TDXL 穴無しハイスで深穴加工新たに25D 加わる! 10D, 15D, 20D, 25D, 30D にて充実のラインナップ Ф 1.5 ~ Ф 12 0.1トビにて全て即納完備 http://www.ymkt.co.jp
超硬限界栓 H7 ( 工作用 ) CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP
 CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP") ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
鹿児島県工業技術センター研究報告 第10号 金型材料の高能率加工に関する研究 -増速スピンドルを用いた切削条件の最適化-
 金型材料の高能率加工に関する研究 - 増速スピンドルを用いた切削条件の最適化 - /8 ページ 機械技術部 岩本竜一, 森田春美, 南晃 Study on high efficient cutting for die steels - Optimization of cutting condition by spindle speeder - Ryuichi IWAMOTO,Harumi MORITA
金型材料の高能率加工に関する研究 - 増速スピンドルを用いた切削条件の最適化 - /8 ページ 機械技術部 岩本竜一, 森田春美, 南晃 Study on high efficient cutting for die steels - Optimization of cutting condition by spindle speeder - Ryuichi IWAMOTO,Harumi MORITA
薄物5面加工に最適なクロスレール固定門形加工機M-VB25シリーズ,三菱重工技報 Vol.52 No.3(2015)
") 工作機械特集技術論文 30 薄物 5 面加工に最適なクロスレール固定門形加工機 M-VB25 シリーズ Development of Vertical Precision Milling Machine Fixed Rail Bridge Type M-VB25 Suitable for 5-face Machining Thin Products *1 市川泰久 *2 粂隆行 Yasuhisa Ichikawa
工作機械特集技術論文 30 薄物 5 面加工に最適なクロスレール固定門形加工機 M-VB25 シリーズ Development of Vertical Precision Milling Machine Fixed Rail Bridge Type M-VB25 Suitable for 5-face Machining Thin Products *1 市川泰久 *2 粂隆行 Yasuhisa Ichikawa
CAT No O ASZE A.Z AVF S A-ZV あらゆる部分にお客様からのご提案を取り入れさせていただいております
 CT No.729-01-O SZE.Z VF S -ZV あらゆる部分にお客様からのご提案を取り入れさせていただいております Safety & Clean Technology 信頼性の極限値 を追求したフジキンの製品ラインナップです 高性能超小型ガスケット継手 UPG は 精密継手 メーカーとして 長年の経験によって蓄積した 設計ノ ウハウと生産技術を駆使して量産された優れた性 能 品質を有するチューブ継手です
CT No.729-01-O SZE.Z VF S -ZV あらゆる部分にお客様からのご提案を取り入れさせていただいております Safety & Clean Technology 信頼性の極限値 を追求したフジキンの製品ラインナップです 高性能超小型ガスケット継手 UPG は 精密継手 メーカーとして 長年の経験によって蓄積した 設計ノ ウハウと生産技術を駆使して量産された優れた性 能 品質を有するチューブ継手です
QCCチャックカタログ.indd
 クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
NCVIEW / NCVIEW Neo 2017 リリースノート A) 新機能概要 B) 主な改善 修正内容 (NCVIEW / NCVIEW Neo 2016 以降の改善 修正内容が記載されています ) C) 対応済みサポート受付番号一覧 D) 動作環境 以下文中の () に記載された番号はサポー
 新機能概要 B) 主な改善 修正内容 (NCVIEW / NCVIEW Neo 2016 以降の改善 修正内容が記載されています ) C) 対応済みサポート受付番号一覧 D) 動作環境 以下文中の () に記載された番号はサポー") NCVIEW / NCVIEW Neo 2017 リリースノート A) 新機能概要 B) 主な改善 修正内容 (NCVIEW / NCVIEW Neo 2016 以降の改善 修正内容が記載されています ) C) 対応済みサポート受付番号一覧 D) 動作環境 以下文中の () に記載された番号はサポート受付番号です 以前報告をされたサポートの対応をご確認ください また 次のマークは対応製品をあらわしています
NCVIEW / NCVIEW Neo 2017 リリースノート A) 新機能概要 B) 主な改善 修正内容 (NCVIEW / NCVIEW Neo 2016 以降の改善 修正内容が記載されています ) C) 対応済みサポート受付番号一覧 D) 動作環境 以下文中の () に記載された番号はサポート受付番号です 以前報告をされたサポートの対応をご確認ください また 次のマークは対応製品をあらわしています
(Microsoft Word - \221\346\202R\225\322\221\346\202Q\217\315.docx)
") 第 2 章 CLT パネル工法における鋼板挿入型接合部の 耐力向上に関する研究 2.1 一般事項 試験概要 1. 試験名称 CLT パネル工法における鋼板挿入型接合部の耐力向上に関する研究 2. 試験の目的 内容 試験目的 ~ 補強用長ビスを面外方向に用いることによる割裂抑制の効果 ~ CLT パネルを用いた鋼板挿入型接合部の試験体に引張力を加えたと き 鋼板挿入部から割裂が生じることが確認され 接合部の最大耐力
第 2 章 CLT パネル工法における鋼板挿入型接合部の 耐力向上に関する研究 2.1 一般事項 試験概要 1. 試験名称 CLT パネル工法における鋼板挿入型接合部の耐力向上に関する研究 2. 試験の目的 内容 試験目的 ~ 補強用長ビスを面外方向に用いることによる割裂抑制の効果 ~ CLT パネルを用いた鋼板挿入型接合部の試験体に引張力を加えたと き 鋼板挿入部から割裂が生じることが確認され 接合部の最大耐力
次世代ものづくりのための複合材料(CFRP)の切削加工技術
の切削加工技術") 複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表の回転数は推奨切削速度 ( 周速 ) の中間値について算出したものです
 の中間値について算出したものです") 切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表のは推奨切削速度 ( 周速 ) の中間値について算出したものです - 243-283 切削条件の求め方 (1) 切削速度 (V) と (N) 切削速度 ( または周速 )(V) は一般に使用する工具の材種との種類により決ります
切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表のは推奨切削速度 ( 周速 ) の中間値について算出したものです - 243-283 切削条件の求め方 (1) 切削速度 (V) と (N) 切削速度 ( または周速 )(V) は一般に使用する工具の材種との種類により決ります
マイクロメータヘッド サイズ比率で見るマイクロメータヘッド一覧 1マス 10mmをイメージ 測定範囲 0 5.0mm 測定範囲 0 13mm 測定範囲 0 15mm MICROMETER HEAD P215 MH-130KD P P
 サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
新納入仕様書.xls
 ホースクランプ納入仕様書 向け 作成 2013 年 3 月 1 日 発行株式会社協栄ファスナー工業 690 2701 島根県雲南市掛合町掛合 2414 TEL 0854-62-9700 FAX 0854-62-9696 KYOEI 目次 ページ 1. 鉄製クランプ仕様 2 付表 1 2 型 ( 小径ホース用 ) の形状 寸法 3 付表 2 2 型 ( 大径ホース用 ) の形状 寸法 4 付表 3 1
ホースクランプ納入仕様書 向け 作成 2013 年 3 月 1 日 発行株式会社協栄ファスナー工業 690 2701 島根県雲南市掛合町掛合 2414 TEL 0854-62-9700 FAX 0854-62-9696 KYOEI 目次 ページ 1. 鉄製クランプ仕様 2 付表 1 2 型 ( 小径ホース用 ) の形状 寸法 3 付表 2 2 型 ( 大径ホース用 ) の形状 寸法 4 付表 3 1
改訂 [更新済み]
![改訂 [更新済み]](/thumbs/104/163121761.jpg "改訂 [更新済み]") CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備 三和製作所では社内一貫生産を可能にする様々な設備を揃えております ワイヤーカット CNC工具研削盤 平面研削盤 工具研削盤 PCドリルの刃部拡大写真 0 高剛性設備の研削で鋭利な刃先を実現 刃部 外周部チッピング8µm以下 写真製品 ダイ
 PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備
PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備
020460[1-8]
![020460[1-8]](/thumbs/41/22403579.jpg "020460[1-8]") Machine Integraion Coromant Capto ISO 26623 D Y 2 X Z X Z Y X Z Y F T F T F F T L=120 1.5 1.0 12 10 0.5 5.0 0 1000 2000 0 0 500 1000 ISO 40 ISO 50 HSK 100 HSK 63 l 2 105mm 155mm l 2 205mm 225mm 245mm 255mm
Machine Integraion Coromant Capto ISO 26623 D Y 2 X Z X Z Y X Z Y F T F T F F T L=120 1.5 1.0 12 10 0.5 5.0 0 1000 2000 0 0 500 1000 ISO 40 ISO 50 HSK 100 HSK 63 l 2 105mm 155mm l 2 205mm 225mm 245mm 255mm
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平
 の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平") フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
DMGカタログ.indd
 DMG森精機 株式会社 専用 0847 40-051 代 0847 45-8911 平成29年月 掲載機械の写真 ロゴの使用はDMG森精機 株 の許可を得ています 本資料は 株 北川鉄工所の責任において製作しています CNO.2RM-5 / Printed in Japan 2,000 CMX0V NVX0/40 NVX/40 NVX5/40 CMX1V CMX00V φ1 00 (X ストローク
DMG森精機 株式会社 専用 0847 40-051 代 0847 45-8911 平成29年月 掲載機械の写真 ロゴの使用はDMG森精機 株 の許可を得ています 本資料は 株 北川鉄工所の責任において製作しています CNO.2RM-5 / Printed in Japan 2,000 CMX0V NVX0/40 NVX/40 NVX5/40 CMX1V CMX00V φ1 00 (X ストローク
<8D8291AC B837B B835E82CC8A4A94AD>
 1 / 4 SANYO DENKI TECHNICAL REPORT No.11 May-2001 特集 小市伸太郎 Shintarou Koichi 川岸功二郎 Koujirou Kawagishi 小野寺悟 Satoru Onodera 1. まえがき 工作機械の主軸駆動には 高速化と高加速度化が要求され 主軸用モータは 高速回転と高トルクを両立する必要がある 近年益々 モータの高速 高トルク化
1 / 4 SANYO DENKI TECHNICAL REPORT No.11 May-2001 特集 小市伸太郎 Shintarou Koichi 川岸功二郎 Koujirou Kawagishi 小野寺悟 Satoru Onodera 1. まえがき 工作機械の主軸駆動には 高速化と高加速度化が要求され 主軸用モータは 高速回転と高トルクを両立する必要がある 近年益々 モータの高速 高トルク化
SEC- マルチドリル SD 型 T T T E E E SEC-UTIDRIS SD セット状態 フロントからのビス止め 放射状のセレーション締結により 確実で強固なクランプを実現 ヘッド シリーズ構成表 ヘッド 確実に切刃と切りくずを狙う油穴 T型 型 5D 特長 E型 型 5D 3型 3D ø
 ニュース No. 435 穴あけコスト低減の決定打 The Ultimate in ow Cost Drilling マルチドリルSD型 SEC- SEC-ultiDrill SD serise 第16版 ヘッド交換ドリル T E セット状態 ドリル専用コート DEXコート を採用し 従来比2倍以上の長寿命を実現 用途に応じて刃先ヘッドを選択可能 再研磨可能な刃先ヘッド ろう付けドリルに対し 工具寿命が2倍
ニュース No. 435 穴あけコスト低減の決定打 The Ultimate in ow Cost Drilling マルチドリルSD型 SEC- SEC-ultiDrill SD serise 第16版 ヘッド交換ドリル T E セット状態 ドリル専用コート DEXコート を採用し 従来比2倍以上の長寿命を実現 用途に応じて刃先ヘッドを選択可能 再研磨可能な刃先ヘッド ろう付けドリルに対し 工具寿命が2倍
総合カタログ C008J - 穴あけ工具
 164 の見方... 166 マークの見方... 167 ドリル選定目安表... 168 ドリル選定目安表ハイス... 1619 主要ドリルの適用領域... 1625 ドリル規格... 1626 ドリル... 1626 ソリッドタイプ...1626 WSTARドリル...1626 WSTARドリル ( 鋼 鋳鉄加工用 )...1684 WSTARドリル ( ステンレス鋼加工用 )...169 WSTARドリル
164 の見方... 166 マークの見方... 167 ドリル選定目安表... 168 ドリル選定目安表ハイス... 1619 主要ドリルの適用領域... 1625 ドリル規格... 1626 ドリル... 1626 ソリッドタイプ...1626 WSTARドリル...1626 WSTARドリル ( 鋼 鋳鉄加工用 )...1684 WSTARドリル ( ステンレス鋼加工用 )...169 WSTARドリル
Microsoft Word - 0n doc
 目次 1. 構成 2. 特別付属品 3. 仕様 4.NC 装置仕様 5. 主仕様説明 6. 特別付属品説明 7. その他特記 8. 機械全体図 0N027410.DOC 1. 構成 1) ベッド 1 式 2) コラム 1 式 3) テーブル 1 式 4) クロスビーム 1 式 5) 主軸頭 1 式 6) クロスレール 1 式 7) 送り装置 1 式 8) 潤滑装置 1 式 9) 冷却装置 1 式 10)
目次 1. 構成 2. 特別付属品 3. 仕様 4.NC 装置仕様 5. 主仕様説明 6. 特別付属品説明 7. その他特記 8. 機械全体図 0N027410.DOC 1. 構成 1) ベッド 1 式 2) コラム 1 式 3) テーブル 1 式 4) クロスビーム 1 式 5) 主軸頭 1 式 6) クロスレール 1 式 7) 送り装置 1 式 8) 潤滑装置 1 式 9) 冷却装置 1 式 10)
(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)
![(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)](/thumbs/96/127060537.jpg "(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)") 1 年電子機械科実習テキスト 旋盤作業 ( 段付き丸棒の製作 ) 2 研摩機 ( 写真 2) で切断した丸棒のバリ取りをする 1. 目的 (1) 外周丸削り 端面削り作業を通して 旋盤の基本的な取扱いや操作方法を習得する (2) 段削り作業を通して 作業の手順について理解を深め 旋盤の要素作業を習得する (3) 基礎的な工作測定の仕方を習得する (4) 旋盤作業における安全作業を習得する 図 2 準備する工作物
1 年電子機械科実習テキスト 旋盤作業 ( 段付き丸棒の製作 ) 2 研摩機 ( 写真 2) で切断した丸棒のバリ取りをする 1. 目的 (1) 外周丸削り 端面削り作業を通して 旋盤の基本的な取扱いや操作方法を習得する (2) 段削り作業を通して 作業の手順について理解を深め 旋盤の要素作業を習得する (3) 基礎的な工作測定の仕方を習得する (4) 旋盤作業における安全作業を習得する 図 2 準備する工作物
ストロク調整用ストッパ単品形番表示方法 ウレタン付六角穴付止めねじ ストロク調整範囲の変更時または中間ストロク設定時に使用 ストロク調整範囲 S0 片側 5mm ( 標準 ) 片側 5mm S0 片側 mm 部にはS0 S0をご指定ください 注 :φ φにはs0はありません 形番によっては対応できな
 片側 5mm S0 片側 mm 部にはS0 S0をご指定ください 注 :φ φにはs0はありません 形番によっては対応できな") リニアスライドシリンダ 複動 片ロッド形 LCR Series チュブ内径 φ φ 特 長 アルミテブル採用により最大で従来比 0 軽量化 リニアガイドとスライドテブルの高剛性化により剛性アップを実現 5本以下 カタログNo.CB-0S 形番表示方法 スイッチなし スイッチ用磁石内蔵 LCR 標準価格 例 LCR-- LCR---F2- LCR--50 LCR--50 スイッチ付 スイッチ用磁石内蔵
リニアスライドシリンダ 複動 片ロッド形 LCR Series チュブ内径 φ φ 特 長 アルミテブル採用により最大で従来比 0 軽量化 リニアガイドとスライドテブルの高剛性化により剛性アップを実現 5本以下 カタログNo.CB-0S 形番表示方法 スイッチなし スイッチ用磁石内蔵 LCR 標準価格 例 LCR-- LCR---F2- LCR--50 LCR--50 スイッチ付 スイッチ用磁石内蔵
選択ガイドCPVDコーテッドボーリングバーツールエンドミル一覧G外小物加工Ⅰ溝入れJねじ切りKシェーパーLカッタQ技術資料R索ドリル径HSSバイφ12.00 ~ シリーズ A新製品 形状 ~ D 60112H-20FM
 製品群紹介GEN3スタンダード GEN2ラインナップAPXOPENINGACCUPORTTMTHREADφ11.00 ~ 11.99 11 シリーズ O スローアウェイドリル 形状 16.0 1D 60111H-16FM 1 44.7 90.7 36.0 3D 60311H-16FM 1 60311S-16FM 2 64.7 110.6 11.00 ~ 11.99 59.9 5D 60511H-16FM
製品群紹介GEN3スタンダード GEN2ラインナップAPXOPENINGACCUPORTTMTHREADφ11.00 ~ 11.99 11 シリーズ O スローアウェイドリル 形状 16.0 1D 60111H-16FM 1 44.7 90.7 36.0 3D 60311H-16FM 1 60311S-16FM 2 64.7 110.6 11.00 ~ 11.99 59.9 5D 60511H-16FM
ローラチェーンスプロケット 形式及び円滑なローラチェーン伝動には ローラチェーンとスプロケットの噛合いが正確に行われる事が要求されます スプロケットの ( 速比 ) 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な
 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な") スプロケット 71 ローラチェーンスプロケット 形式及び円滑なローラチェーン伝動には ローラチェーンとスプロケットの噛合いが正確に行われる事が要求されます スプロケットの ( 速比 ) 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な回転と伝動効率を低下させないためにも スプロケットの選定には十分な考慮を払って下さい
スプロケット 71 ローラチェーンスプロケット 形式及び円滑なローラチェーン伝動には ローラチェーンとスプロケットの噛合いが正確に行われる事が要求されます スプロケットの ( 速比 ) 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な回転と伝動効率を低下させないためにも スプロケットの選定には十分な考慮を払って下さい
‰à„^›œŁt.ai
 プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
1
 PAT. SMART DAMPER CATALOG No. R S P I N D L E S Y S T E M 1 加工に合わせて選べる豊富なシリーズ 防振機構内蔵 CKボーリングシリーズ 深穴の荒 仕上げボーリングの高能率加工が可能に EWN32DP EWN100DPが 新たにラインアップ EWN ボーリングヘッド SW ボーリングヘッド CKシャンク ヘッドに防振機構を搭載 ヘッドに防振機構を搭載
PAT. SMART DAMPER CATALOG No. R S P I N D L E S Y S T E M 1 加工に合わせて選べる豊富なシリーズ 防振機構内蔵 CKボーリングシリーズ 深穴の荒 仕上げボーリングの高能率加工が可能に EWN32DP EWN100DPが 新たにラインアップ EWN ボーリングヘッド SW ボーリングヘッド CKシャンク ヘッドに防振機構を搭載 ヘッドに防振機構を搭載
Microsoft Word - kojima.doc
 小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
超硬ノンステップボF2 ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F
 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F") 超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
継手の早見表 Excellent,Ultimate,Fine,lean & Safe Technology 信頼性の極限値 を追求したフジキンの製品ラインナップです ガスケット継手 UJR は 精密継手メーカーとして 長年の経験によって蓄積した 設計ノウハウと生産 技術を駆使して量産された優れた性能
 T No.720-01-O UJR継手 自動溶接継手 UJT-M-W-S UJR UJ-M-W-S あらゆる部分にお客様からのご提案を取り入れさせていただいております 継手の早見表 Excellent,Ultimate,Fine,lean & Safe Technology 信頼性の極限値 を追求したフジキンの製品ラインナップです ガスケット継手 UJR は 精密継手メーカーとして 長年の経験によって蓄積した
T No.720-01-O UJR継手 自動溶接継手 UJT-M-W-S UJR UJ-M-W-S あらゆる部分にお客様からのご提案を取り入れさせていただいております 継手の早見表 Excellent,Ultimate,Fine,lean & Safe Technology 信頼性の極限値 を追求したフジキンの製品ラインナップです ガスケット継手 UJR は 精密継手メーカーとして 長年の経験によって蓄積した
ステンレス製カスケードポンプ KSPS-e KSPS 60Hz
 ステンレス製カスケードポンプ KSPS-e KSPS 60Hz カスケードポンプ 自吸式 ステンレス製直結形 KSPS(-e) 型 用途 海水用 化学液 食品工業用 繊維 染色工業 廃液処理用 公害防止機器用 特長 一般重化学製鉄 製錬圧延工業用 鍍金 写真 薬品工業用等 その他用途 トップランナー効率 (IE3 相当 ) 電動機を搭載した省エネポンプです (0.75kW 以上 ) 2 接液部はオールステンレスで耐蝕性に優れています
ステンレス製カスケードポンプ KSPS-e KSPS 60Hz カスケードポンプ 自吸式 ステンレス製直結形 KSPS(-e) 型 用途 海水用 化学液 食品工業用 繊維 染色工業 廃液処理用 公害防止機器用 特長 一般重化学製鉄 製錬圧延工業用 鍍金 写真 薬品工業用等 その他用途 トップランナー効率 (IE3 相当 ) 電動機を搭載した省エネポンプです (0.75kW 以上 ) 2 接液部はオールステンレスで耐蝕性に優れています
ALシリーズ.indd
 アルミ専用エンドミル 倍刃長タイプ AD- AD- NS の A シリーズは あらゆる条件で安定した高能率加工を実現 コストパフォーマンスに優れた高剛性 倍刃長タイプ NS の A シリーズは あらゆる条件で安定した高能率加工を実現 幅広い領域で安定した加工面精度が得られ 高速加工でもビビリを抑制 A-series realized a stable and high efficient machining.
アルミ専用エンドミル 倍刃長タイプ AD- AD- NS の A シリーズは あらゆる条件で安定した高能率加工を実現 コストパフォーマンスに優れた高剛性 倍刃長タイプ NS の A シリーズは あらゆる条件で安定した高能率加工を実現 幅広い領域で安定した加工面精度が得られ 高速加工でもビビリを抑制 A-series realized a stable and high efficient machining.
電子回路基板のドリル・ルーター加工入門
 電子回路基板のドリル ルータ加工入門 ( 第 5 回 ) ユニオンツール株式会社津坂英夫 6. 穴あけ加工のトラブルシューティングと加工限界 6.1 穴加工時に発生する品質トラブルプリント配線板製造のなかで穴明け加工は 初めの工程に位置しており ここでの品質が後工程に大きく影響している プリント基板の穴加工における品質トラブルとしては 1. 穴位置精度 ( ランド切れ など ) 2. 穴内壁粗さ 3.
電子回路基板のドリル ルータ加工入門 ( 第 5 回 ) ユニオンツール株式会社津坂英夫 6. 穴あけ加工のトラブルシューティングと加工限界 6.1 穴加工時に発生する品質トラブルプリント配線板製造のなかで穴明け加工は 初めの工程に位置しており ここでの品質が後工程に大きく影響している プリント基板の穴加工における品質トラブルとしては 1. 穴位置精度 ( ランド切れ など ) 2. 穴内壁粗さ 3.
Japanese nuclear policy and its effect on EAGLE project
 2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 検査 6 ( 最終ページ :11)
") 地仕 ( 材 )-21 強化プラスチック複合管用管枕標準仕様書 昭和 55 年 10 月 7 日制定 平成 25 年 7 月 1 日 ( 改定 04) 東京電力パワーグリッド株式会社 目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 6 10. 検査 6 ( 最終ページ :11) 強化プラスチック複合管用管枕標準仕様書
地仕 ( 材 )-21 強化プラスチック複合管用管枕標準仕様書 昭和 55 年 10 月 7 日制定 平成 25 年 7 月 1 日 ( 改定 04) 東京電力パワーグリッド株式会社 目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 6 10. 検査 6 ( 最終ページ :11) 強化プラスチック複合管用管枕標準仕様書
品 名 ホロコーンパターンノズル ホロコーンノズル 単孔式 KSC 多孔式 KSC ー, ホロコーンアトマイジングノズル QC ノズル 単孔式 多孔式 型 KSN 式 KSWC ー QC ー T, KSWC ー QC KSFC ー, KSWC ー QC ー EE C. C.5 C.7 ホロコーンパタ
 ホロコーンパターンノズルC ホロコーンパターンノズル C 品 名 ホロコーンパターンノズル ホロコーンノズル 単孔式 KSC 多孔式 KSC ー, ホロコーンアトマイジングノズル QC ノズル 単孔式 多孔式 型 KSN 式 KSWC ー QC ー T, KSWC ー QC KSFC ー, KSWC ー QC ー EE C. C.5 C.7 ホロコーンパターンノズルC バーナーノズル C.0 BN
ホロコーンパターンノズルC ホロコーンパターンノズル C 品 名 ホロコーンパターンノズル ホロコーンノズル 単孔式 KSC 多孔式 KSC ー, ホロコーンアトマイジングノズル QC ノズル 単孔式 多孔式 型 KSN 式 KSWC ー QC ー T, KSWC ー QC KSFC ー, KSWC ー QC ー EE C. C.5 C.7 ホロコーンパターンノズルC バーナーノズル C.0 BN
加工難易度 耐火れんがの種類耐火度気孔率 % 主要骨材含有量 % 切断特性 C カーボン系 20 < 人造黒鉛 100 非常に切削性が良い C カーボン + α 20 < α= アルミナ α= 炭化ケイ素 C マグネシアーカーボン 20 ± マグネシア C 塩基性 冷却条件 Mg-Cr
 耐火物加工用 ダイヤモンド工具総合カタログ ダイヤモンドブレードダイヤモンドビットダイヤモンドホイールその他工具耐火れんが用加工機 加工難易度 耐火れんがの種類耐火度気孔率 % 主要骨材含有量 % 切断特性 C カーボン系 20 < 人造黒鉛 100 非常に切削性が良い C カーボン + α 20 < α= アルミナ α= 炭化ケイ素 C マグネシアーカーボン 20 ± マグネシア 75-82 C
耐火物加工用 ダイヤモンド工具総合カタログ ダイヤモンドブレードダイヤモンドビットダイヤモンドホイールその他工具耐火れんが用加工機 加工難易度 耐火れんがの種類耐火度気孔率 % 主要骨材含有量 % 切断特性 C カーボン系 20 < 人造黒鉛 100 非常に切削性が良い C カーボン + α 20 < α= アルミナ α= 炭化ケイ素 C マグネシアーカーボン 20 ± マグネシア 75-82 C
INDEX MS22 - CNC 多軸自動盤 // JP
 ドイツインデックス社 マルチライン MS22C 型 CNC 多軸自動盤 マルチライン MS22C 精密 高速 汎用 ユーザの要望を取り入れることを MS22C の機械コンセプトにしています バー加工に適した機械前面開閉 作業性を考慮した加工エリアへのアクセス性 機動性に優れた滑り軸受のガイドウェイを採用 (X 軸 ) 油静圧で保持された耐摩耗性に富むクイル (Z 軸 ) 超高速対応の背面加工用同期スピンドル
ドイツインデックス社 マルチライン MS22C 型 CNC 多軸自動盤 マルチライン MS22C 精密 高速 汎用 ユーザの要望を取り入れることを MS22C の機械コンセプトにしています バー加工に適した機械前面開閉 作業性を考慮した加工エリアへのアクセス性 機動性に優れた滑り軸受のガイドウェイを採用 (X 軸 ) 油静圧で保持された耐摩耗性に富むクイル (Z 軸 ) 超高速対応の背面加工用同期スピンドル
ノズルの形状 ストレートノズル ノズル先端の長さ / 穴径 2 穴ノズル 角度 / 穴径 3 穴ノズル角度 / 穴径 3 方ノズル角度 / 穴径 4 穴ノズル角度 / 穴径 4 方ノズル角度 / 穴径 直角 (90 ) ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル
 ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル") ノズルの形状 ストレートノズル ノズル先端の長さ / 穴径 2 穴ノズル 角度 / 穴径 3 穴ノズル角度 / 穴径 3 ノズル角度 / 穴径 4 穴ノズル角度 / 穴径 4 ノズル角度 / 穴径 直角 (90 ) ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル ノーマルディスクワイドディスク 12 穴ディスク コンパクト ワイドコンパクト ハンドガン用ノズル 穴径
ノズルの形状 ストレートノズル ノズル先端の長さ / 穴径 2 穴ノズル 角度 / 穴径 3 穴ノズル角度 / 穴径 3 ノズル角度 / 穴径 4 穴ノズル角度 / 穴径 4 ノズル角度 / 穴径 直角 (90 ) ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル ノーマルディスクワイドディスク 12 穴ディスク コンパクト ワイドコンパクト ハンドガン用ノズル 穴径
表 1 1) 航空機の機体構造材料重量構成比推定 アルミ スチール チタン 複合材 その他 合計 運用開始年 B747( 実績 ) 81% 13% 4% 1% 1% 100% 1970 年 B757( 実績 ) 78% 12% 6% 3% 1% 100% 1983 年 B767( 実績 ) 76%
 航空機の機体構造材料重量構成比推定 アルミ スチール チタン 複合材 その他 合計 運用開始年 B747( 実績 ) 81% 13% 4% 1% 1% 100% 1970 年 B757( 実績 ) 78% 12% 6% 3% 1% 100% 1983 年 B767( 実績 ) 76%") 航空機と製造技術 * 航空機用工具と適用事例 Cutting Tool for Aircraft and Applications ** 長谷川良栄 Ryoei HASEGAWA Key words cutting tool, aircraft, composite, CFRP, titanium alloy, superalloy 1. はじめに 石油価格の高騰により燃費の良い航空機の需要がさらに強まり,
航空機と製造技術 * 航空機用工具と適用事例 Cutting Tool for Aircraft and Applications ** 長谷川良栄 Ryoei HASEGAWA Key words cutting tool, aircraft, composite, CFRP, titanium alloy, superalloy 1. はじめに 石油価格の高騰により燃費の良い航空機の需要がさらに強まり,
P 5 (1) P 11 (2) P 12
 P 11 (2) P 12") P 5 (1) P 11 (2) P 12 P 13 (2) (1). (1) 4 51 15 6 11 5 329 5 69 5 70 17 3 30 5 77 (2) 32 177 32 336 32 45 9 14-1 - (3) JIS B 8570-1 JIS B 8570-2 JIS B 7554 (4) (1) JIS Z 8103 (2) JIS B 8570-1 (3) JIS
P 5 (1) P 11 (2) P 12 P 13 (2) (1). (1) 4 51 15 6 11 5 329 5 69 5 70 17 3 30 5 77 (2) 32 177 32 336 32 45 9 14-1 - (3) JIS B 8570-1 JIS B 8570-2 JIS B 7554 (4) (1) JIS Z 8103 (2) JIS B 8570-1 (3) JIS
EV5GT EV5GT ピッチ :5.0mm ベルト歯形寸法 ベルト呼称例 500-EV5GT-15 プーリ歯形寸法 幅 (mm) タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT EV5GT EV5GT
 タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT EV5GT EV5GT") E Vベルト EV5GT EV5GT ピッチ :5.0mm ベルト歯形寸法 ベルト呼称例 500-EV5GT-15 プーリ歯形寸法 幅 (mm) タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT 185.00 37 225-EV5GT 225.00 45 230-EV5GT 230.00 46 240-EV5GT 240.00 48 245-EV5GT 245.00 49 250-EV5GT
E Vベルト EV5GT EV5GT ピッチ :5.0mm ベルト歯形寸法 ベルト呼称例 500-EV5GT-15 プーリ歯形寸法 幅 (mm) タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT 185.00 37 225-EV5GT 225.00 45 230-EV5GT 230.00 46 240-EV5GT 240.00 48 245-EV5GT 245.00 49 250-EV5GT
平成24年度 次世代ものづくり基盤加工技術調査実施方針
 超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
1 サイズ選定 2 板厚選定 50~00mm 3 4 隅取付穴指定 コーナー R 指定 納 期 50~00mm 50~00 00~ 記号 金額 5 記号 板厚 N 記号 サイズ 金額
 NPF SERIES アルミ フリーサイズケー9-77 ス目次 / 0.1mm 単位で自由なサイズを指定可能なです 無処理のパネルで材質はA1050P 片面保護シート付です 記入方法ご注文の際は 内へ 1~4 の選択項目に合った寸法や記号を記入して下さい パネル NPF - - 板厚取付穴コーナー R 価格算出方法 パネル標準価格 + 取付穴加工費 + コーナー R 加工費 P9 ー 79~80をご参照下さい
NPF SERIES アルミ フリーサイズケー9-77 ス目次 / 0.1mm 単位で自由なサイズを指定可能なです 無処理のパネルで材質はA1050P 片面保護シート付です 記入方法ご注文の際は 内へ 1~4 の選択項目に合った寸法や記号を記入して下さい パネル NPF - - 板厚取付穴コーナー R 価格算出方法 パネル標準価格 + 取付穴加工費 + コーナー R 加工費 P9 ー 79~80をご参照下さい
(1行スペース)
") 埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
ミニ インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ ACME
 ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
ガスタービンエンジンの難削材複雑形状部品の加工技術の 高度化の研究
 ガスタービンエンジンの難削材複雑形状部品の加工技術の高度化の研究 平成 22 年度戦略的基盤技術高度化支援事業ヒアリング資料受付番号 :21352813008 採択年度 : 平成 21 年度評価区分 : 最終評価 ( 主たる技術 ; 切削加工 ) 事業管理機関 : 財団法人新産業創造研究機構研究実施者 : 株式会社ナサダ株式会社タジマ株式会社ニートレックス国立大学法人東京農工大学 研究開発の背景と目的
ガスタービンエンジンの難削材複雑形状部品の加工技術の高度化の研究 平成 22 年度戦略的基盤技術高度化支援事業ヒアリング資料受付番号 :21352813008 採択年度 : 平成 21 年度評価区分 : 最終評価 ( 主たる技術 ; 切削加工 ) 事業管理機関 : 財団法人新産業創造研究機構研究実施者 : 株式会社ナサダ株式会社タジマ株式会社ニートレックス国立大学法人東京農工大学 研究開発の背景と目的
1mmPMUP PMUS 3mmPMU 1 1 PMU
 PMUP mm SCS13A PMUP 1mm SCS14A SUS431 PMUS SCS13 SCS13 SCS13 SUS420J2 PMU FC200 FC200 CAC406 SUS420J2 174 1mmPMUP PMUS 3mmPMU 1 1 PMU 2002 1 1 1 1 1 2 1 1 1 110 125 200 0 1632 8.515 35 175 176 mm Smm Pmm
PMUP mm SCS13A PMUP 1mm SCS14A SUS431 PMUS SCS13 SCS13 SCS13 SUS420J2 PMU FC200 FC200 CAC406 SUS420J2 174 1mmPMUP PMUS 3mmPMU 1 1 PMU 2002 1 1 1 1 1 2 1 1 1 110 125 200 0 1632 8.515 35 175 176 mm Smm Pmm
3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減 焼けを防ぎ ワークの品質を保つ 3M テクノロジー 一粒一粒まで鋭くデザインされた精密成型砥粒を採用しています 砥
 3M TM キュービトロン TM II ベルト製品 Shaping the Future. 3M キュービトロン Ⅱ ベルト製品の新しいラインナップを追加 広がる用途展開 研磨装置や荷重レベルに応じた最適な選定が可能 3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減
3M TM キュービトロン TM II ベルト製品 Shaping the Future. 3M キュービトロン Ⅱ ベルト製品の新しいラインナップを追加 広がる用途展開 研磨装置や荷重レベルに応じた最適な選定が可能 3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減