2.2 小径スクエアエンドミルによる切削加工 加工条件市販のφ1mm スクエアエンドミルを用いて切削加工を行い CCM 合金の加工に適した大まかな条件の選定 と工具の選定 を行う 被削材の CCM 合金は 断面が 10 17mm の棒材である 各条件について 1
|
|
|
- みさえ つねざき
- 5 years ago
- Views:
Transcription
1 構造用非鉄合金の切削加工 岩手県工業技術センター飯村崇 古川直樹 1. 緒言近年 小径エンドミルの開発が進み φ0.01mm のエンドミルが一般的に販売される様になった これに伴い 従来は放電加工などで加工していた機械部品の微細部分をマシニングセンタで同時加工し 段取り作業による時間のロスと加工精度低下を防ぐことが可能となる 特に医療機器は生体への負荷の低減を目的に また 航空機や自動車産業は部品の多機能化を目的に 今後さらに小型化が進むと考えられる しかしこのような特殊用途に使用される Co 合金やベリリウム銅などの特殊な材料は 微細工具による加工実績がほとんど表に出ていないため このような加工の注文を受ける際にも 実際にテストカットを行う必要があったり そもそも得体の知れない材料であると断ってしまったりと 商機を逃がしてしまう可能性が高い その為 小径工具による切削の実施例を公開することができれば 東北の企業のこのような加工への参入がスムーズになり 岩手県で製造される CCM 合金を使用した医療機器産業などへの進出のハードルを下げることも可能である そこで 生体材料として知られている CCM 合金 (Co-Cr-Mo 合金 ) および 構造用の特殊材料として知られるベリリウム銅について 微細加工実験を行い 1 加工条件と2その条件で加工した際の加工物表面 3 工具表面を調査し 用途にあった加工ができる様にデータを提供する 2.CCM 合金の切削加工 生体材料として 人工関節の骨頭や 義歯床などに使用されている Co-Cr-Mo 合金について 小径エンドミル (φ1mm) で加工を行い 工具寿命と被削材の表面粗さを比較する 2.1 CCM 合金の特性耐食性 耐摩耗性が高い材料であり 医療用の材料として 義歯床や人工関節のように強度と耐摩耗性が必要とされる部分に多く使用されている 岩手県の株式会社エイワでは 東北大千葉教授を中心に進められた CCM 合金開発事業の中で CCM 合金を製造販売する体制が整い 股関節用の棒材や義歯用のディスク材が作られている この合金は独自の結晶組織制御技術により Ni レスにもかかわらず高延性で高加工性を有し さらに高機械強度 高耐摩耗性 高耐食性を持ち合わせている すなわち アレルギーを引き起こす Ni をほとんど含まない高機能生体用コバルトクロム合金となっている 表に 主な医療用材料と Co-Cr-Mo 合金の機械的特性を示す なお CCM 合金は加工による組織の緻密化で硬度を出す材料であるが 今回の実験には硬さが HRC43 の合金を使用した 表 1 医療用材料の特性比較 仕上げ方法 降伏点 [MPa] 引張強度 [MPa] 破断伸び [%] 絞り [%] 硬度 [HRC] SUS420 焼入, 焼き戻し Ti-6Al-4V 溶体化時効 Co-Cr-Mo 合金 (ASTM) 熱間加工 Co-Cr-Mo 合金 ( エイワ ) 熱間加工
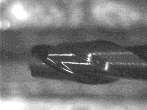
2 2.2 小径スクエアエンドミルによる切削加工 加工条件市販のφ1mm スクエアエンドミルを用いて切削加工を行い CCM 合金の加工に適した大まかな条件の選定 と工具の選定 を行う 被削材の CCM 合金は 断面が 10 17mm の棒材である 各条件について 1 面加工 ( 除去体積 mm) を 2 回行い 工具表面の観察 ( ミツトヨ QV-HYPER404PRO) と被削材表面の観察 (Zygo 社 NewVIEW100) を行った 表 1 使用工具 番号 メーカ 刃の枚数 種類 1 A 社 2 仕上げ用 2 A 社 4 焼き入れ鋼用 3 B 社 2 仕上げ用 1 4 B 社 3 仕上げ用 2(Cr 系コーティング ) 5 B 社 2 CrN コーティング ( 銅 アルミ用 ) 6 B 社 2 DLC コーティング ( アルミ用 ) 7 B 社 2 DIA コーティング ( アルミ用 ) 8 B 社 4 焼き入れ鋼用 9 C 社 3 Co 合金用 表 2 加工条件条件 1 条件 2 条件 3 スピンドル回転数 (rpm) 送り速度 (mm/min) 切り込み ( 軸方向 径方向 (mm)) 加工液 エマルジョンタイプ 送り方向 アップ / ダウン交互 加工機 DMG 社 HSC-55Liner 加工条件の選定表 1 の 1 番の工具を使用し 表 2 の1~3の加工条件で実験を行った 加工後の刃物先端の拡大図を図 1 に示す 条件 1 及び 3 については 1 面目加工時の刃先端の状況はコーティング剥がれや欠けなど それほど顕著ではなかったが 2 面目のにいずれもしている それに対し 条件 2 は 2 面の加工ができたことから 今回実験した中では条件 2 が最も適している ただし先端には欠けが見られ CCM 合金を大きく除去する加工にはこの工具はあまり適していない可能性がある また 工具の種類によっても適する加工条件が変わってくることから 今後さらに条件を絞り込んでいきたいと考えている 図 2 は加工面を ZYGO 社の NewView100 にて 観察した結果である 条件 1の 1 面目は加工が問題なく進んでいることが 送り方向に規則正しく残っているカッターマーク ( 刃先によってつけられたと考えられる ) から判断できる しかし 2 面目の大きい凹凸に着目すると傾斜していることが確認でき アップカットで加工する際の負荷が大きく 刃物がたわんでいた可能性があると考えられる 次に 条件 2 はアップカット側のカッターマークがきれいに残っており 2 面目においても問題なく加工できている 条件 3 については 2 面目で刃物のビビリが原因と思われる大きな凹凸が見られることから 既に加工限界に達していたものと考えられる 29


3 以上の結果から 今回の実験では せずに 2 面を加工し 加工物の表面にもカッターマークがきちんと残 っている条件 2 が適していることがわかった 図 1 工具観察結果 加工条件工具初期 1 面目 2 面目備考 条件 1 条件 2 2 面加工完 条件 3 図 2 被削材表面粗さ観察結果 加工条件 1 面目 2 面目 備考 条件 1 1 面目はカッターマークがきれいに残っている ただし 所々大きく凹凸になっている 2 面目は凹凸が傾斜になっており に刃がたわんでいたと思われる カッターマークがきれいに 残っている 条件 2 30



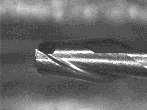
4 条件 3 1 面目はアップ側と見られるカッターマークが残っているがやや不規則 2 面目は 規則的だが大きな凹凸が見える 工具の振動によるものと考えられる 工具の違いによる加工能力の比較 で得られた結果を基に 加工条件 2 で表 1 に示す工具を用いて加工を行った際の 工具表面及び被削材表面の観察結果を比較する 図 3 に工具表面 図 4 に被削材表面の観察結果を示す 今回の実験では 2 面を加工できたのは 焼き入れ鋼用の高強度高耐摩耗性の工具と汎用工具の一部のコーティングのみであった このことから いわて発 CCM 合金加工には 焼き入れ鋼用の高硬度なエンドミルの使用が最も適していると考えられる 汎用工具の中では A 社のエンドミルと B 社の CrN コーティングを施したエンドミルのみが 2 面加工できている CrN のコーティングは他のコーティングと比較し 硬さ 耐熱性 摩擦係数などの数値はそれほど高くない 特徴としては 非鉄金属の耐凝着性を高めてあるコーティングであることから CCM 合金加工の加工には 耐凝着性を高めたコーティングが有効であると考えられる 同様に耐凝着性を高めたコーティングとして ダイヤ及び DLC があるが 過去に研削砥石の試験を行った際 ダイヤモンド砥石による CCM 合金の加工では砥石の摩耗が激しく 加工が進まなかったのと同様に 工具がすぐにしてしまった 原因としては CCM 合金に含まれる Cr とダイヤや DLC の炭素が結合し Cr 炭化物を作るために コーティングがすぐに効果を失ってしまったためと考えられる また C 社の CCM 合金用エンドミルであるが いわて発合金は通常の CCM 合金と比べ硬度が高く 工具への負荷が大きいために十分にその能力を発揮できなかったものと考えられる 図 4 を見ても 焼き入れ鋼用の刃物 2 本による切削面が規則正しい凹凸と 刃先によってつけられたと考えられる細かいカッターマークで構成されており 安定した切れ味が続いていることが確認できた 以上のことから いわて発の CCM 合金加工には 焼き入れ鋼用のエンドミルを使用するのが望ましいと考えられる 図 3 工具表面観察結果 工具番号工具初期 1 面目 2 面目備考 1 2 面加工完 一部欠け有り 2 2 面加工完 31






5 工具番号工具初期 1 面目 2 面目備考 面加工完 一部欠け有り 面加工完 9-32
6 図 4 被削材表面粗さ観察結果 工具番号 1 面目 2 面目 備考 カッターマークが残ってい る 1 2 全体的にカッターマークが 見られ 安定して加工でき ている 3 刃先で切っている様な細いカッターマークが見られないことから 既に刃先が傷んでいると考えられる 4 刃先で切っているカッターマークが一部にしか見られないことから 既に刃先が傷んでいると考えられる 5 全体的にカッターマークが 見られ 安定して加工でき ている 33
7 工具番号 1 面目 2 面目 備考 6 刃先で切っている様な細いカッターマークが見られないことから 既に刃先が傷んでいると考えられる 7 刃先で切っている様な細いカッターマークが見られないことから 既に刃先が傷んでいると考えられる 8 全体的にカッターマークが 見られ 安定して加工でき ている 9 刃先で切っている様な細いカッターマークが見られないことから 既に刃先が傷んでいると考えられる 2.3 ボールエンドミルによる仕上げ加工 ( 粗さ ) 微細な部品の切削加工においては 加工物の表面粗さを低くする仕上げ加工が必要となる そこで ボールエンドミルによる仕上げ加工を想定し エンドミルの径と粗さとの関係を調査した 使用した工具は表 3 に示す 5 種類である 加工条件は表 4 に示す通りで マシニングセンタによる被削材上面の仕上げ加工 ( 取り代 0.2mm スキャロップ値 2.5μm) を想定している 径方向の送りは 目的のスキャロップ値となる送り量を計算により求めた 図 5 に 実験結果を示す R0.5mm の場合 目視での評価では 加工面に若干のうねりが見られる これは工 34

8 具径 φ1mm に対し 軸方向の切り込み 0.2mm が大きく 工具の強度が不十分であったことが原因であると考えられる また 粗さの測定値を見ると PV が 5.4μm と目標の 2.5μm よりも大きな値となってしまっており 表面粗さからも条件が適していないことがわかる R1.0mm R2.0mm については 目視での評価において良好な加工面が得られている 粗さについては R1.0mm の場合 PV4.0μm と大きな値であるが R2.0mm については PV1.1μm と目標値よりも低い値となっている また加工表面にはカッターマークが確認できることから 加工については特に問題はないと考えられる R4.0mm R5.0mm については 目視においても送り目がはっきり確認できるため 用途によっては問題がある 粗さについては狙い通り PV2.0~2.5μm に収まっており カッターマークも確認できることから こちらも良好な加工が行われていると考えられる 以上のことから 工具径が大きくなるほど加工自体は安定し R4.0mm や R5.0mm になれば粗さも狙い通りの数値を出せる様になるが 目視による判断では R1.0mm や R2.0mm が良好である また R0.5mm についても 軸方向の切り込みをかえてバランスを取ることで うねりのない良好な加工面を得られる可能性がある 表 3 使用工具 番号 メーカ 径 刃の枚数 種類 1 B 社 R0.5 2 B 社 R1 仕上げ用コーティング 3 B 社 R2 2 ボールエンドミル 4 B 社 R4 5 B 社 R5 表 4 仕上げ加工条件 R0.5 R1.0 R2.0 R4.0 R5.0 スピンドル回転数 (rpm) 送り速度 (mm/min) 45 切り込み (Z 方向 (mm)) 0.2 切り込み ( 径方向 (mm)) 加工液 エマルジョンタイプ 送り方向 アップ / ダウン交互 加工機 DMG 社 HSC-55Liner 図 5 被削材表面粗さ観察結果 工具番号 粗さ 表面写真 備考 目視 : 表面に若干うねりが見える 粗さ : 数値が大きい 1 35



9 工具番号粗さ表面写真備考 目視 : 良好 粗さ : 数値が大きい 2 目視 : 良好 粗さ : 数値良好 3 4 目視 : 工具送りによる凹凸が はっきり見える 粗さ : 数値良好 5 目視 : 工具送りによる凹凸が はっきり見える 粗さ : 数値良好 3. ベリリウム銅の切削加工 3.1 ベリリウム銅の特性導電性の高い銅合金の中で 合金鋼に匹敵する強度とバネ性を持つ特殊材料で 古くからコネクタやスイッチ等に使用されており 現在でも携帯電話 パソコン 自動車 航空機などを中心に広く使用されている 東北でも多くの企業がプレス 曲げなどの加工を行っているものと考えられる 切削加工により発生する粉塵に毒性があるので 加工には注意が必要である 表 5 に他の金属材料とベリリウム銅の物性値の比較を示す 36

 を 2 回行い その際の工具表面および被削材表面の観察を行った 表 6 使用工具 番号 メーカ 刃の枚数 種類 1 B 社 2 コーティング無し 2 B 社 3 仕上げ用 3 B 社 2 CrN コーティング ( 銅 アルミ用 ) 4 B 社 2 DLC コーティング 5 B 社")

10 表 5 ベリリウム銅の物性値 密度ヤング率降伏強さ引張強さ (g/cm 3 ) (GPa) (MPa) (MPa) 伸び (%) SUS 黄銅 ベリリウム銅 工具の違いによる加工能力の比較国内でも良く使用されている材料であるが その用途の多くはコネクタであり 切削加工に関する事例は少ない そこで このベリリウム銅について 表 6 に示す 6 種類のエンドミルを用いて切削加工実験を行い ベリリウム銅の加工に適した工具の選定を行うこととする 加工条件は表 2 に示す条件 2 を用いる 被削材のサイズは 断面が 10 30mm の棒材である CCM 合金と同様に 1 面加工 ( 除去体積 mm) を 2 回行い その際の工具表面および被削材表面の観察を行った 表 6 使用工具 番号 メーカ 刃の枚数 種類 1 B 社 2 コーティング無し 2 B 社 3 仕上げ用 3 B 社 2 CrN コーティング ( 銅 アルミ用 ) 4 B 社 2 DLC コーティング 5 B 社 2 DIA コーティング 6 B 社 4 焼き入れ鋼用 図 6 には加工後の工具表面を観察した結果を 図 7 には被削材の表面を観察した結果を示す 工具については 今回の加工量ではコーティングのはげや刃の欠けの様な大きな変化が無く コーティングのないタイプも含めて いずれの工具においても問題なく加工できている 加工物表面を見ると DLC コーティングの工具において 1 面目と 2 面目の表面状態が変化しているが 工具表面に変化は見られないことから 今のところ変化の原因はわからない 今回の実験では コーティングの違いによるベリリウム銅の付着性などについてはほとんど判別できないレベルであることから コーティングによる差を確認するため 今後さらに時間をかけて調査を行っていく 図 6 工具表面観察結果 工具番号工具初期 1 面目 2 面目備考 1 37







11 工具番号工具初期 1 面目 2 面目備考 図 7 被削材表面粗さ観察結果 工具番号 1 面目 2 面目備考 表面の状態がやや変化 1 38

12 工具番号 1 面目 2 面目備考 2 3 表面状態が変化 4 表面状態がやや変化 5 表面状態がやや変化 6 39
13 4. 結言本研究により以下のことが明らかとなった (1) 株式会社エイワ製のいわて発 CCM 合金の加工には 焼き入れ鋼用のエンドミルを使用する必要がある これは 従来の CCM 合金と比べ高い硬度を有するためであると考えられる また あえて汎用工具で加工する場合には CrN のコーティングの様に 耐凝着性を高めたエンドミルを選択すると良い ただし ダイヤや DLC は Cr との化学反応が原因と思われる摩耗が進むため適さない は全てアップカットの際に起こっており 取り代が大きい場合は CCM 合金加工における工具寿命を考えると アップカットを極力避けた方が良いと考えられる (2)CCM 合金の表面をボールエンドミルで仕上げる場合 目視では R1.0mm~2.0mm が 粗さの数値では R2.0mm 以上が適しており 必要とされる機能に応じて使い分けると良い (3) ベリリウム銅の加工においては 今回の実験では加工量が少なくコーティングの違いによる差を確認するには至らなかった 今後追加で確認を行っていく予定である また 今回は触れていないが 工具への被削材の凝着の様子や カッターマークと工具形状の関係 バリの発 生など多くの評価項目が考えられることから 今後も継続して実験を行っていく予定である 40
切削条件表超硬 4 枚刃不等分割不等リードエンドミル 38 /41 刃長 1.5D 型式 外径 一般構造用鋼炭素鋼 (S45C/SS/FC/FCD) (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/
 (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/") 形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
Tungsten Carbide End Mills UNIMAX Series
 2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-3 EDM
 POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
EOS: 材料データシート(アルミニウム)
") EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
Microsoft PowerPoint - hetero_koen_abe.ppt
 ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテ
 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテ") 東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先
東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先
* 鋼球ラップ盤による Co-Cr-Mo 合金骨頭の研磨技術確立 飯村崇 ** 長嶋宏之 *** **** 白井光一 人工股関節の骨頭は ステムとの接続のためテーパ穴が加工されており ラップ盤の適用に際して 球の回転が阻害され加工が円滑に進まないことが問題となる そこで 穴埋め治具を用いてラップ盤に
 * 鋼球ラップ盤による Co-Cr-Mo 合金骨頭の研磨技術確立 飯村崇 ** 長嶋宏之 *** **** 白井光一 人工股関節の骨頭は ステムとの接続のためテーパ穴が加工されており ラップ盤の適用に際して 球の回転が阻害され加工が円滑に進まないことが問題となる そこで 穴埋め治具を用いてラップ盤による研磨加工を行ったところ 骨頭の全面を鏡面加工することが可能であり その際の加工条件選定には 品川光学がレンズ加工において蓄積したノウハウが応用可能であることがわかった
* 鋼球ラップ盤による Co-Cr-Mo 合金骨頭の研磨技術確立 飯村崇 ** 長嶋宏之 *** **** 白井光一 人工股関節の骨頭は ステムとの接続のためテーパ穴が加工されており ラップ盤の適用に際して 球の回転が阻害され加工が円滑に進まないことが問題となる そこで 穴埋め治具を用いてラップ盤による研磨加工を行ったところ 骨頭の全面を鏡面加工することが可能であり その際の加工条件選定には 品川光学がレンズ加工において蓄積したノウハウが応用可能であることがわかった
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル DLC VL DLC MILL VL series
 アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
UNIMAX SERIES VOL18
 長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
標準在庫品 DIN 332 Form R (R タイプ ) Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN
 Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage
 Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage NC Unit PC は 同時多軸に制御はできないため 直線加工しかでき 図3は ステージの走査速度を
Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage NC Unit PC は 同時多軸に制御はできないため 直線加工しかでき 図3は ステージの走査速度を
1011複合加工機.indd
 複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
(1行スペース)
") 埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭
 効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
1 ピッチタイプ ネジ加工用 P 2 - 山数 標準 ヘリサート用 外径山数ピッチシャンク径全長 価格 /1 本 P φy 3~4 本 5~6 本 7~8 本 9~10 本 M2.5 φ1.9 10~ ,710 5,590 4,920 4,470 M3 φ2.3 10~
 高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,
 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,") 1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
TOOL NEWS B223J
 TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
焼入鋼加工用スミボロン®BN1000/BN2000 の開発
 産業素材 焼入鋼加工用スミボロン / の開発 原田高志 * 月原望 寺本三記久木野暁 深谷朋弘 Development of SUMIBORON / for Hard Turning by Takashi Harada, Nozomi Tsukihara, Minori Teramoto, Satoru Kukino and Tomohiro Fukaya With the expanding use
産業素材 焼入鋼加工用スミボロン / の開発 原田高志 * 月原望 寺本三記久木野暁 深谷朋弘 Development of SUMIBORON / for Hard Turning by Takashi Harada, Nozomi Tsukihara, Minori Teramoto, Satoru Kukino and Tomohiro Fukaya With the expanding use
GC1040.表 [更新済み]
![GC1040.表 [更新済み]](/thumbs/91/104641950.jpg "GC1040.表 [更新済み]") 0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工
0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工
AFC_Produktkatalog_2018_JPN_2_1_DS_grau-weiße Linien.indd
 PRODUCT CATALOGUE 超硬合金製造における豊富な経験と知識に基づく細部への追及 理想 イノベーション 技術 パートナーシップ 2 3 超硬合金材種一覧 AF K10 UF AF K20 CF AF K34 EF AF K40 UF AF K44 EF AF K45 EF ISO-JIS 規格 K10 化学構成コバルト (%) 6 炭化タングステン及びその他 (%) 94 ISO-JIS
PRODUCT CATALOGUE 超硬合金製造における豊富な経験と知識に基づく細部への追及 理想 イノベーション 技術 パートナーシップ 2 3 超硬合金材種一覧 AF K10 UF AF K20 CF AF K34 EF AF K40 UF AF K44 EF AF K45 EF ISO-JIS 規格 K10 化学構成コバルト (%) 6 炭化タングステン及びその他 (%) 94 ISO-JIS
平成22年度事故情報収集調査結果について(概要速報)
") Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
改訂 [更新済み]
![改訂 [更新済み]](/thumbs/104/163121761.jpg "改訂 [更新済み]") CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
4 90 MEW 4 90 MEW 4 MEWH NEW DLC PDL025
 9 MEW 9 MEW MEWH NEW DLC PDL5 9 MEW DLC PDL5 1 ー () A.R. Max.+ (15 タイプ ), 1, 17% 1% 切削抵抗 (N) 1, 1, 1, 9% DOWN % 9% 1, 他社品 A ( ネガ ) 他社品 B ( ネガ ) MEW GM ブレーカ 他社品 C ( ポジ ) Vc = 15 m/min, fz =.15 mm/t, ap
9 MEW 9 MEW MEWH NEW DLC PDL5 9 MEW DLC PDL5 1 ー () A.R. Max.+ (15 タイプ ), 1, 17% 1% 切削抵抗 (N) 1, 1, 1, 9% DOWN % 9% 1, 他社品 A ( ネガ ) 他社品 B ( ネガ ) MEW GM ブレーカ 他社品 C ( ポジ ) Vc = 15 m/min, fz =.15 mm/t, ap
 2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平
 の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平") フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
溶接棒
 溶接材料カタログ - ニッケル合金 耐熱合金鋼用溶接材料 - TOKUY RODE 特殊溶接棒株式会社 590-0982 大阪府堺市堺区海山町 3 丁 156 電話 :072-229-6677 FAX:072-227-1239 各種特殊溶接材料を取り扱っております 弊社 HPをご覧ください URL:http://tokusyu-yousetsubou.com 0 (1) ニッケル合金 耐熱合金用被覆アーク溶接棒
溶接材料カタログ - ニッケル合金 耐熱合金鋼用溶接材料 - TOKUY RODE 特殊溶接棒株式会社 590-0982 大阪府堺市堺区海山町 3 丁 156 電話 :072-229-6677 FAX:072-227-1239 各種特殊溶接材料を取り扱っております 弊社 HPをご覧ください URL:http://tokusyu-yousetsubou.com 0 (1) ニッケル合金 耐熱合金用被覆アーク溶接棒
53nenkaiTemplate
 デンドリマー構造を持つアクリルオリゴマー 大阪有機化学工業 ( 株 ) 猿渡欣幸 < はじめに > アクリル材料の開発は 1970 年ごろから UV 硬化システムの確立とともに急速に加速した 現在 UV 硬化システムは電子材料において欠かせないものとなっており その用途はコーティング 接着 封止 パターニングなど多岐にわたっている アクリル材料による UV 硬化システムは下記に示す長所と短所がある
デンドリマー構造を持つアクリルオリゴマー 大阪有機化学工業 ( 株 ) 猿渡欣幸 < はじめに > アクリル材料の開発は 1970 年ごろから UV 硬化システムの確立とともに急速に加速した 現在 UV 硬化システムは電子材料において欠かせないものとなっており その用途はコーティング 接着 封止 パターニングなど多岐にわたっている アクリル材料による UV 硬化システムは下記に示す長所と短所がある
Microsoft PowerPoint - マグネ協会.ppt
 マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
Microsoft Word - kojima.doc
 小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
製品カタログ コロミル745
 森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
製品カタログ_CoroDrill880
 CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MB フルアール MT-R フルアール R/L MS パイプ フルアール チップブレーカ付きフルアールチップ ~ mm フルアール ポジタイプ フラットなフルアールチップ ~ 8mm パイプ突切り専用 ~ 10mm R/L MZ パイ
 チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
ミガキ ( 丸鋼 ) は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (
 は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (") ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ
 Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
平成24年度 次世代ものづくり基盤加工技術調査実施方針
 超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
技工用器材編 中分類名 : 技工用カーバイトバー小分類名 : メーカー 商品名 ( 株 ) デンテック デュアルダイヤモンドポイント ( 株 ) 松風 ( 株 ) 松風 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力と
 デンテック デュアルダイヤモンドポイント ( 株 ) 松風 ( 株 ) 松風 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力と") ( 株 ) デンテック デュアルダイヤモンドポイント 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力とダイヤモンドポイントの滑らかな仕上がりをともに兼ね備えた石膏模型トリミング用のポイント 品番 : #1A #1 #2A #2 #3 径 : 1.2 2.0 3.1 4.8 6.0mm 純度の高いタングステンカーバイド粉末を緻密に焼結し
( 株 ) デンテック デュアルダイヤモンドポイント 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力とダイヤモンドポイントの滑らかな仕上がりをともに兼ね備えた石膏模型トリミング用のポイント 品番 : #1A #1 #2A #2 #3 径 : 1.2 2.0 3.1 4.8 6.0mm 純度の高いタングステンカーバイド粉末を緻密に焼結し
マイクロメータヘッド サイズ比率で見るマイクロメータヘッド一覧 1マス 10mmをイメージ 測定範囲 0 5.0mm 測定範囲 0 13mm 測定範囲 0 15mm MICROMETER HEAD P215 MH-130KD P P
 サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は
 は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は") HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した
 交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
Japanese nuclear policy and its effect on EAGLE project
 2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
miniminichuck_1167_A4_8P[1-8].indd
![miniminichuck_1167_A4_8P[1-8].indd](/thumbs/103/157668358.jpg "miniminichuck_1167_A4_8P[1-8].indd") 信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
noritake_h1_p2_cs4_
 MADE IN JAPAN 切味 高寿命 アンバランスが少ない 3拍子揃った国内研削砥石トップメーカーの自信作です 金型の製造工程 ビトプロフェッショナルシリーズ Vitrified Professional Series 研削砥石は使用条件により研削性能が変わります 各材質 作業用の標準的な砥石明細を掲載しましたので ご参考としてください 素 材 砥 材 切削加工 マシニングセンタ フライス盤 平面研削加工
MADE IN JAPAN 切味 高寿命 アンバランスが少ない 3拍子揃った国内研削砥石トップメーカーの自信作です 金型の製造工程 ビトプロフェッショナルシリーズ Vitrified Professional Series 研削砥石は使用条件により研削性能が変わります 各材質 作業用の標準的な砥石明細を掲載しましたので ご参考としてください 素 材 砥 材 切削加工 マシニングセンタ フライス盤 平面研削加工
中分類名 : 各種合金線小分類名 : クラスプ線 ( 株 ) クエスト クラスプ線 ( 株 ) クエスト日本歯研工業 ( 株 ) コバルトクロム線 コバルタム円線 クラスプ用ステンレス鋼線 (18-8 鋼 ) 特殊 18-8 鋼線で 鈎用として優れた弾性 耐蝕性をもっており 火熱による弾性の低下はわ
 クエスト クラスプ線 ( 株 ) クエスト日本歯研工業 ( 株 ) コバルトクロム線 コバルタム円線 クラスプ用ステンレス鋼線 (18-8 鋼 ) 特殊 18-8 鋼線で 鈎用として優れた弾性 耐蝕性をもっており 火熱による弾性の低下はわ") 中分類名 : 小分類名 : 各種合金線クラスプ線 サンコバルトクラスプ線 サンプラチナ円線 サンプラチナ半円線 歯科用コバルトクロム合金線耐熱 耐食 靱性有し こう用として適度の硬度弾力と しなやかさ が有り 用途 : クラスプ 包装 φ0.7~1.2mm 1m 入 φ0.7~1.2mm 5m 入 φ0.8~1.1mm 10m 入 歯科用ニッケルクロム合金線靱性 耐食性 流ろう性に富み, 用途の広い円線です
中分類名 : 小分類名 : 各種合金線クラスプ線 サンコバルトクラスプ線 サンプラチナ円線 サンプラチナ半円線 歯科用コバルトクロム合金線耐熱 耐食 靱性有し こう用として適度の硬度弾力と しなやかさ が有り 用途 : クラスプ 包装 φ0.7~1.2mm 1m 入 φ0.7~1.2mm 5m 入 φ0.8~1.1mm 10m 入 歯科用ニッケルクロム合金線靱性 耐食性 流ろう性に富み, 用途の広い円線です
7 鋼材試験
 7 鋼材試験 鋼材の試験では, 鉄筋コンクリート用棒鋼 (JIS G 3112), ガス圧接継手 (JIS Z 312) および一般構造用圧延鋼材 (JIS G 311) 等についての引張試験 (JIS Z 2241), 曲げ試験 (JIS Z 2248) を中心にその他機械継手, 溶接継手等の引張試験, 河川工事等に使用される亜鉛めっき鉄線製じゃかごやかごマットの溶融亜鉛めっき付着量試験等を行っている
7 鋼材試験 鋼材の試験では, 鉄筋コンクリート用棒鋼 (JIS G 3112), ガス圧接継手 (JIS Z 312) および一般構造用圧延鋼材 (JIS G 311) 等についての引張試験 (JIS Z 2241), 曲げ試験 (JIS Z 2248) を中心にその他機械継手, 溶接継手等の引張試験, 河川工事等に使用される亜鉛めっき鉄線製じゃかごやかごマットの溶融亜鉛めっき付着量試験等を行っている
 CAC406C( 旧 BC6C) 丸管 6 p6 外径 内径 肉厚 70 40 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径 内径 肉厚 外径公差 内径公差 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径公差 内径公差
CAC406C( 旧 BC6C) 丸管 6 p6 外径 内径 肉厚 70 40 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径 内径 肉厚 外径公差 内径公差 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径公差 内径公差
QCCチャックカタログ.indd
 クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料
 鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
電子回路基板のドリル・ルーター加工入門
 電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
ミニ インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ ACME
 ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
C鉄鋼 非鉄材料JIS規格資料 C1 一般構造用圧延鋼材 種 類 化学成分 (%) C Mn P S SS330 SS SS490 SS 注 (a) 伸びは 1A 試験片での値を示す 資料 C 2 溶接構造用圧延鋼材 種
 C Mn P S SS330 SS SS490 SS 注 (a) 伸びは 1A 試験片での値を示す 資料 C 2 溶接構造用圧延鋼材 種") 資料 C1 一般構造用圧延鋼材 G3101 資料 C2 溶接構造用圧延鋼材 G3106 資料 C3 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板 G3103 資料 C4 圧力容器用鋼板 G3115 資料 C5 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガン モリブデンニッケル鋼鋼板 G3119 資料 C6 ボイラ及び圧力容器用クロムモリブデン鋼鋼板 G4109 資料 C7 圧力容器用炭素鋼鍛鋼品
資料 C1 一般構造用圧延鋼材 G3101 資料 C2 溶接構造用圧延鋼材 G3106 資料 C3 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板 G3103 資料 C4 圧力容器用鋼板 G3115 資料 C5 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガン モリブデンニッケル鋼鋼板 G3119 資料 C6 ボイラ及び圧力容器用クロムモリブデン鋼鋼板 G4109 資料 C7 圧力容器用炭素鋼鍛鋼品
新開発Co基合金の産業への応用化技術開発
 * 新開発 Co 基合金の産業への応用化技術開発 ** ** *** **** ***** 飯村崇 園田哲也 桑嶋孝幸 千葉晶彦 井上研司 近年 医療現場では MRI 診断が主流となり 非磁性で耐摩耗性が高く Ni フリーである材料 が求められている これらの条件を満たすため 岩手大学で新しい Co 基合金が開発された こ の材料を広く普及するため 産業用途への応用が必要である そこで 普及に不可欠な加工法
* 新開発 Co 基合金の産業への応用化技術開発 ** ** *** **** ***** 飯村崇 園田哲也 桑嶋孝幸 千葉晶彦 井上研司 近年 医療現場では MRI 診断が主流となり 非磁性で耐摩耗性が高く Ni フリーである材料 が求められている これらの条件を満たすため 岩手大学で新しい Co 基合金が開発された こ の材料を広く普及するため 産業用途への応用が必要である そこで 普及に不可欠な加工法
TOP-Watch_A4_ indd
 アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
‰à„^›œŁt.ai
 プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
スタイラック (_GF) 物性値一覧 GF 一般 難燃 試験項目 規格番号 JIS_No. 測定条件等単位 R240A VGB20 メルトマスフローレート (MFR) ISO1133 K N g/10min 6 17 メルトボリュームフローレート (MVR) ISO1133 K
 物性値一覧 GF 一般 難燃 試験項目 規格番号 JIS_No. 測定条件等単位 R240A VGB20 メルトマスフローレート (MFR) ISO1133 K N g/10min 6 17 メルトボリュームフローレート (MVR) ISO1133 K") スタイラック (_ 汎用 ) 物性値一覧 汎用 標準 良流動 試験項目 規格番号 JIS_No. 測定条件等単位 321 220 121 120 026 190 191 190F 191F メルトマスフローレート (MFR) ISO1133 K 7210 220 98N g/10min 9 12 14 16 19 23 26 47 38 メルトボリュームフローレート (MVR) ISO1133 K
スタイラック (_ 汎用 ) 物性値一覧 汎用 標準 良流動 試験項目 規格番号 JIS_No. 測定条件等単位 321 220 121 120 026 190 191 190F 191F メルトマスフローレート (MFR) ISO1133 K 7210 220 98N g/10min 9 12 14 16 19 23 26 47 38 メルトボリュームフローレート (MVR) ISO1133 K
超硬限界栓 H7 ( 工作用 ) CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP
 CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP") ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
(Microsoft Word - \220\371\224\325\203e\203L\203X\203g.doc)
") 1 年電子機械科後期実習旋盤テキスト番号氏名 棒文鎮 の製作 1 目的 (1) 旋盤 フライス盤の基本的な取り扱い及び操作方法を習得する (2) 基本的な工作測定の仕方を習得する 4 製作手順 4-1 材料の切り出し図 2のような直径 22[mm] の丸棒をカットグラインダーで長さ144 [mm] で切断する 2 使用機器 (a) 汎用旋盤 (b) フライス盤 (c) ボール盤 (d) カットグラインダー
1 年電子機械科後期実習旋盤テキスト番号氏名 棒文鎮 の製作 1 目的 (1) 旋盤 フライス盤の基本的な取り扱い及び操作方法を習得する (2) 基本的な工作測定の仕方を習得する 4 製作手順 4-1 材料の切り出し図 2のような直径 22[mm] の丸棒をカットグラインダーで長さ144 [mm] で切断する 2 使用機器 (a) 汎用旋盤 (b) フライス盤 (c) ボール盤 (d) カットグラインダー
鹿児島県工業技術センター研究報告 第10号 金型材料の高能率加工に関する研究 -増速スピンドルを用いた切削条件の最適化-
 金型材料の高能率加工に関する研究 - 増速スピンドルを用いた切削条件の最適化 - /8 ページ 機械技術部 岩本竜一, 森田春美, 南晃 Study on high efficient cutting for die steels - Optimization of cutting condition by spindle speeder - Ryuichi IWAMOTO,Harumi MORITA
金型材料の高能率加工に関する研究 - 増速スピンドルを用いた切削条件の最適化 - /8 ページ 機械技術部 岩本竜一, 森田春美, 南晃 Study on high efficient cutting for die steels - Optimization of cutting condition by spindle speeder - Ryuichi IWAMOTO,Harumi MORITA
CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に
 切削油剤の管理に新たなアプローチ 生産性で妥協しない高精度な加工性能 CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に妥協が生じる選択を迫られることがあります
切削油剤の管理に新たなアプローチ 生産性で妥協しない高精度な加工性能 CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に妥協が生じる選択を迫られることがあります
Microsoft PowerPoint - ‚æ2‘Í.ppt
 第 2 章力学的挙動と静的強度 目的 荷重が作用した際の金属材料の力学的挙動について理解する. 2.1 応力 - ひずみ曲線 2.1.1 公称応力 / ひずみと真応力 / ひずみ 2.1.2 応力 - ひずみ曲線 2.1.3 力学的性質 ( 機械的性質 ) 2.1.4 加工硬化 2.1.5 じん性 2.1.6 指標の意味 2.2 力学的性質を求める異なる方法 2.2.1 ヤング率の測定方法 2.2.2
第 2 章力学的挙動と静的強度 目的 荷重が作用した際の金属材料の力学的挙動について理解する. 2.1 応力 - ひずみ曲線 2.1.1 公称応力 / ひずみと真応力 / ひずみ 2.1.2 応力 - ひずみ曲線 2.1.3 力学的性質 ( 機械的性質 ) 2.1.4 加工硬化 2.1.5 じん性 2.1.6 指標の意味 2.2 力学的性質を求める異なる方法 2.2.1 ヤング率の測定方法 2.2.2
シリンダーヘッド自動車産業向け特注工具
 シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
超硬ノンステップボF2 ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F
 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F") 超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
V- リング 1 / 11 V- リンク の概要と機能について 概要フォーシェダ V- リングは回転軸用のユニークなゴムシールです 1960 年代に開発されて以来 世界中であらゆる業界の OEM や補修市場において幅広く使われてきました V- リングはベアリング内のグリースを保持したまま塵や埃 水ま
 V- リング 1 / 11 V- リンク の概要と機能について 概要フォーシェダ V- リングは回転軸用のユニークなゴムシールです 1960 年代に開発されて以来 世界中であらゆる業界の OEM や補修市場において幅広く使われてきました V- リングはベアリング内のグリースを保持したまま塵や埃 水またはその混合物が侵入するのを防ぎます V- リングの独創的なデザインと機能は様々なベアリングタイプに使用できます
V- リング 1 / 11 V- リンク の概要と機能について 概要フォーシェダ V- リングは回転軸用のユニークなゴムシールです 1960 年代に開発されて以来 世界中であらゆる業界の OEM や補修市場において幅広く使われてきました V- リングはベアリング内のグリースを保持したまま塵や埃 水またはその混合物が侵入するのを防ぎます V- リングの独創的なデザインと機能は様々なベアリングタイプに使用できます
(Microsoft Word - \221\346\202R\225\322\221\346\202Q\217\315.docx)
") 第 2 章 CLT パネル工法における鋼板挿入型接合部の 耐力向上に関する研究 2.1 一般事項 試験概要 1. 試験名称 CLT パネル工法における鋼板挿入型接合部の耐力向上に関する研究 2. 試験の目的 内容 試験目的 ~ 補強用長ビスを面外方向に用いることによる割裂抑制の効果 ~ CLT パネルを用いた鋼板挿入型接合部の試験体に引張力を加えたと き 鋼板挿入部から割裂が生じることが確認され 接合部の最大耐力
第 2 章 CLT パネル工法における鋼板挿入型接合部の 耐力向上に関する研究 2.1 一般事項 試験概要 1. 試験名称 CLT パネル工法における鋼板挿入型接合部の耐力向上に関する研究 2. 試験の目的 内容 試験目的 ~ 補強用長ビスを面外方向に用いることによる割裂抑制の効果 ~ CLT パネルを用いた鋼板挿入型接合部の試験体に引張力を加えたと き 鋼板挿入部から割裂が生じることが確認され 接合部の最大耐力
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社
 TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社") DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
Crystals( 光学結晶 ) 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 再研磨 x 20 x 1 62,400 67,200 40,000 58,000
 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 再研磨 x 20 x 1 62,400 67,200 40,000 58,000") Crystals( 光学結晶 ) 2011.01.01 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 45 60 再研磨 45 60 45 60 50 x 20 x 1 62,400 67,200 40,000 58,000 58,000 88,000 88,000 50 x 20 x 2 58,000 58,000 40,000
Crystals( 光学結晶 ) 2011.01.01 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 45 60 再研磨 45 60 45 60 50 x 20 x 1 62,400 67,200 40,000 58,000 58,000 88,000 88,000 50 x 20 x 2 58,000 58,000 40,000
ニッセン ブラインドリベット コンセプト ニッセン ブラインドリベットは 締結部品として様々な製品の組立に利用できます ニッセン ブラインドリベットは 片側から複数の母材をワンアクションで締結できるので 溶接やボルト ナット締め作業の切替えに効果を発揮します ニッセン ブラインドリベットは 簡単な作
 ISO9001 1 認証取得 ニッセン ブラインドリベット コンセプト ニッセン ブラインドリベットは 締結部品として様々な製品の組立に利用できます ニッセン ブラインドリベットは 片側から複数の母材をワンアクションで締結できるので 溶接やボルト ナット締め作業の切替えに効果を発揮します ニッセン ブラインドリベットは 簡単な作業で確実に締結できるため 製造現場の省力化や生産性を向上させコスト削減に貢献いたします
ISO9001 1 認証取得 ニッセン ブラインドリベット コンセプト ニッセン ブラインドリベットは 締結部品として様々な製品の組立に利用できます ニッセン ブラインドリベットは 片側から複数の母材をワンアクションで締結できるので 溶接やボルト ナット締め作業の切替えに効果を発揮します ニッセン ブラインドリベットは 簡単な作業で確実に締結できるため 製造現場の省力化や生産性を向上させコスト削減に貢献いたします
<4D F736F F D D94F797B192B48D648D878BE082CC8A4A94AD82C682BB82CC899E977097E E646F63>
 超微粒超硬合金の開発とその応用例 Development and Applications of Sub-micro grained Hard-metals 冨士ダイス 生産開発本部研究開発部川上優 概要各産業界の発展に伴い 難加工材や高負荷加工に対応できる高性能金型が各所から要望されている 超微粒 超々微粒およびナノ微粒超硬合金は 高強度 高剛性 高硬度を有するためそれらに対応できる金型用素材として使用されつつある
超微粒超硬合金の開発とその応用例 Development and Applications of Sub-micro grained Hard-metals 冨士ダイス 生産開発本部研究開発部川上優 概要各産業界の発展に伴い 難加工材や高負荷加工に対応できる高性能金型が各所から要望されている 超微粒 超々微粒およびナノ微粒超硬合金は 高強度 高剛性 高硬度を有するためそれらに対応できる金型用素材として使用されつつある
Microsoft PowerPoint - fcn-360-idc-tool-i.pptx
 FUJITSU Component Connector FCN-360 形コネクタ圧着作業基準案内書 1 はじめに FCN-360 形コネクタには 電線と端子を接続する手段として圧着接続を行うタイプがあります この接続方法は 圧力型接続とも呼ばれ 二つの導体に機械的な力を加えて密接な金属接触を行わせ 残留応力 または金属間の結合力によって接触が保持されることにより永久接続を行うものです 圧着接続は
FUJITSU Component Connector FCN-360 形コネクタ圧着作業基準案内書 1 はじめに FCN-360 形コネクタには 電線と端子を接続する手段として圧着接続を行うタイプがあります この接続方法は 圧力型接続とも呼ばれ 二つの導体に機械的な力を加えて密接な金属接触を行わせ 残留応力 または金属間の結合力によって接触が保持されることにより永久接続を行うものです 圧着接続は
報道関係者各位 平成 24 年 4 月 13 日 筑波大学 ナノ材料で Cs( セシウム ) イオンを結晶中に捕獲 研究成果のポイント : 放射性セシウム除染の切り札になりうる成果セシウムイオンを効率的にナノ空間 ナノの檻にぴったり収容して捕獲 除去 国立大学法人筑波大学 学長山田信博 ( 以下 筑
 イオンを結晶中に捕獲 研究成果のポイント : 放射性セシウム除染の切り札になりうる成果セシウムイオンを効率的にナノ空間 ナノの檻にぴったり収容して捕獲 除去 国立大学法人筑波大学 学長山田信博 ( 以下 筑") 報道関係者各位 平成 24 年 4 月 13 日 筑波大学 ナノ材料で Cs( セシウム ) イオンを結晶中に捕獲 研究成果のポイント : 放射性セシウム除染の切り札になりうる成果セシウムイオンを効率的にナノ空間 ナノの檻にぴったり収容して捕獲 除去 国立大学法人筑波大学 学長山田信博 ( 以下 筑波大学 という ) 数理物質系 系長三明康郎 守友浩教授は プルシャンブルー類似体を用いて 水溶液中に溶けている
報道関係者各位 平成 24 年 4 月 13 日 筑波大学 ナノ材料で Cs( セシウム ) イオンを結晶中に捕獲 研究成果のポイント : 放射性セシウム除染の切り札になりうる成果セシウムイオンを効率的にナノ空間 ナノの檻にぴったり収容して捕獲 除去 国立大学法人筑波大学 学長山田信博 ( 以下 筑波大学 という ) 数理物質系 系長三明康郎 守友浩教授は プルシャンブルー類似体を用いて 水溶液中に溶けている
次世代ものづくりのための複合材料(CFRP)の切削加工技術
の切削加工技術") 複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
Tungsten Carbide End Mills UNIMAX Series
 2 目次 ( の順に推奨) SS40 S45C S55C SK 30~45 SCM HRC ~55 SUS NAK HRC HRC ~60 HRC ~70 HPM 鉄鋼材加工用 CSS 2 枚刃スクエア 4 30 / 40 φ0.1~φ12 部品加工から金型まで 切りくず排出性を向上させた既存品の後継モデル 高能率加工用 CZS 4 枚刃スクエア 8 40 φ1~φ20 独自の底刃形状と不等分割でドリリングが可能
2 目次 ( の順に推奨) SS40 S45C S55C SK 30~45 SCM HRC ~55 SUS NAK HRC HRC ~60 HRC ~70 HPM 鉄鋼材加工用 CSS 2 枚刃スクエア 4 30 / 40 φ0.1~φ12 部品加工から金型まで 切りくず排出性を向上させた既存品の後継モデル 高能率加工用 CZS 4 枚刃スクエア 8 40 φ1~φ20 独自の底刃形状と不等分割でドリリングが可能
レオナ物性表
 LE ISO 物性値一覧 PA 非強化 標準一般 長期耐熱性 1300S 1402S 1402SH 試験法 単位 条件 DRY WET DRY WET DRY WET 密度 ISO 1183 g/cm3 1.14-1.14-1.14 - 平衡水分率 ISO 62 % - 2.5-2.5-2.5 引張降伏応力 ISO 527 MPa 23 50%RH 82 52 82 52 82 48 引張降伏歪み
LE ISO 物性値一覧 PA 非強化 標準一般 長期耐熱性 1300S 1402S 1402SH 試験法 単位 条件 DRY WET DRY WET DRY WET 密度 ISO 1183 g/cm3 1.14-1.14-1.14 - 平衡水分率 ISO 62 % - 2.5-2.5-2.5 引張降伏応力 ISO 527 MPa 23 50%RH 82 52 82 52 82 48 引張降伏歪み
三井化学株式会社12p仕上がりサイズPDF
 HI-ZEX MILLION MIPELON LUBMER UHMW-PE 超高分子量ポリエチレン HI-ZEX MILLION 選ばれ続けるブランドが生んだ超高分子量ポリエチレンの新しい可能性 三井化学の岩国大竹工場は 世界ではじめてチーグラー法高密度ポリエチレン製造技術を事業化したエチレンプラント その歴史と技術力を背景に生まれた ハイゼックスミリオン は 平均分子量最大 600 万の超高分子量ポリエチレンです
HI-ZEX MILLION MIPELON LUBMER UHMW-PE 超高分子量ポリエチレン HI-ZEX MILLION 選ばれ続けるブランドが生んだ超高分子量ポリエチレンの新しい可能性 三井化学の岩国大竹工場は 世界ではじめてチーグラー法高密度ポリエチレン製造技術を事業化したエチレンプラント その歴史と技術力を背景に生まれた ハイゼックスミリオン は 平均分子量最大 600 万の超高分子量ポリエチレンです
中分類名 : エンジン用リーマー ファイル小分類名 : ニッケルチタン製ファイル 根管治療用器材編 メーカー マニー ( 株 ) ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 商品名 NRT ファイル (NiTi) フレックスマスター レシプロック 規格 ステンレススチール製ファイルと
 ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 商品名 NRT ファイル (NiTi) フレックスマスター レシプロック 規格 ステンレススチール製ファイルと") ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 NRT ファイル (NiTi) フレックスマスター レシプロック ステンレススチール製ファイルと NiTi 合金製ファイルを組み合わせたシステムで構成しています 種類 : テーパー (.04.06) サイズ : 各 #20~#40 根管の太さに合わせてシステム化されたニッケルチタンエンジン用ファイル 種類 :02 テーパー (21 25mm)#15~70
ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 NRT ファイル (NiTi) フレックスマスター レシプロック ステンレススチール製ファイルと NiTi 合金製ファイルを組み合わせたシステムで構成しています 種類 : テーパー (.04.06) サイズ : 各 #20~#40 根管の太さに合わせてシステム化されたニッケルチタンエンジン用ファイル 種類 :02 テーパー (21 25mm)#15~70
一体接合一体接合の工法工法 TRI System~ との一体接合技術 ~ 本技術は 新しい考え方によるとの一体接合技術です 本技術の特徴は への接合膜形成技術とインサート成形技術を用いて 接着剤を使わずにとを一体接合させるところにあります 本技術による一体接合方法の一例をモデル化すると 図のようにな
 技術の概要 TRI System~ との一体接合技術 ~ TRI の命名由来 :The Technologies Rise from Iwate 通常のインサート成形では ととの接合面に接合機構がない事から 接着剤を使用したり 機械加工での引っ掛かり部分が必要でした また接合面にすき間が出来たり機械的強度が無いという弱点があります 本技術では 表面に接合機構 ( 化学的な結合 ) を発現させ強固で均一な接着を実現します
技術の概要 TRI System~ との一体接合技術 ~ TRI の命名由来 :The Technologies Rise from Iwate 通常のインサート成形では ととの接合面に接合機構がない事から 接着剤を使用したり 機械加工での引っ掛かり部分が必要でした また接合面にすき間が出来たり機械的強度が無いという弱点があります 本技術では 表面に接合機構 ( 化学的な結合 ) を発現させ強固で均一な接着を実現します
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR
 BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型の寿命向上や金型維持費の低減を共に達成することができます また 金型の使用時の硬さを高めることにより金型寿命を高めることができます
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型の寿命向上や金型維持費の低減を共に達成することができます また 金型の使用時の硬さを高めることにより金型寿命を高めることができます
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR
 BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型寿命向上や金型維持費の低減を共に達成することができます 又 金型の使用時の硬さを高めることにより金型寿命を高めることができます この様な特徴をもった工具鋼を採用することは金型寿命の向上の他に下記の利点があります
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型寿命向上や金型維持費の低減を共に達成することができます 又 金型の使用時の硬さを高めることにより金型寿命を高めることができます この様な特徴をもった工具鋼を採用することは金型寿命の向上の他に下記の利点があります
Nov 11
 http://www.joho-kochi.or.jp 11 2015 Nov 01 12 13 14 16 17 2015 Nov 11 1 2 3 4 5 P R O F I L E 6 7 P R O F I L E 8 9 P R O F I L E 10 11 P R O F I L E 12 技術相談 センター保有機器の使用の紹介 当センターで開放している各種分析機器や計測機器 加工機器を企業の技術者ご自身でご利用できます
http://www.joho-kochi.or.jp 11 2015 Nov 01 12 13 14 16 17 2015 Nov 11 1 2 3 4 5 P R O F I L E 6 7 P R O F I L E 8 9 P R O F I L E 10 11 P R O F I L E 12 技術相談 センター保有機器の使用の紹介 当センターで開放している各種分析機器や計測機器 加工機器を企業の技術者ご自身でご利用できます
POM DURACON POM グレード別物性表 標準 高剛性 M25-44 M90-44 M M M M90FC HP25X 高粘度標準高流動 高流動 ハイサイクル 超高流動 ハイサイクル 密度 g/cm 3 ISO
 POM DURACON POM グレード別物性表 標準 高剛性 M25-44 M90-44 M140-44 M270-44 M450-44 M90FC HP25X 高粘度標準高流動 高流動 ハイサイクル 超高流動 ハイサイクル 密度 g/cm 3 ISO 1183 1.41 1.41 1.41 1.41 1.41 1.41 1.41 引張強さ MPa ISO 527-1,2 59 62 62 63
POM DURACON POM グレード別物性表 標準 高剛性 M25-44 M90-44 M140-44 M270-44 M450-44 M90FC HP25X 高粘度標準高流動 高流動 ハイサイクル 超高流動 ハイサイクル 密度 g/cm 3 ISO 1183 1.41 1.41 1.41 1.41 1.41 1.41 1.41 引張強さ MPa ISO 527-1,2 59 62 62 63
切削工具の再研削に使用する研削砥石 現在の工具再研削においては セラミック砥石を使用する研削工程は ハイス ( 高速度鋼 ) 工具の粗研削工程や一部の形状転写研削などであり 多くの研削工程はcBN( 立法晶窒化ホウ素 ) 砥石や超硬工具ではダイヤモンド砥石を使用している cbnやダイヤもインドを砥粒
 工具の粗研削工程や一部の形状転写研削などであり 多くの研削工程はcBN( 立法晶窒化ホウ素 ) 砥石や超硬工具ではダイヤモンド砥石を使用している cbnやダイヤもインドを砥粒") 最新切削工具の最適な再研削法を考える 1 砥石を選ぶ 研削 と 研磨 の違い 5つの要素で砥石を選ぶ工具再研削に必要な工具研削盤の次に重要な因子になる研削砥石について説明する 図 1に示した砥粒 結合相 気孔は砥石を選ぶ際の重要よく 研削と研磨では どこがちがうのか が話題に登るな要素になる ことがある 削 ると 磨 くでは 何がどう違うのか さらに砥粒は その材質と大きさ ( 粒度 ) も重要だ
最新切削工具の最適な再研削法を考える 1 砥石を選ぶ 研削 と 研磨 の違い 5つの要素で砥石を選ぶ工具再研削に必要な工具研削盤の次に重要な因子になる研削砥石について説明する 図 1に示した砥粒 結合相 気孔は砥石を選ぶ際の重要よく 研削と研磨では どこがちがうのか が話題に登るな要素になる ことがある 削 ると 磨 くでは 何がどう違うのか さらに砥粒は その材質と大きさ ( 粒度 ) も重要だ
孟鋼鉃 製品サイス 一覧 2-1 鋼 - 特殊鋼 - 構造用合金鋼 サイス ( 径 ) 概算重量 S25C S35C S45C S55C SCM415H SCM435H SCM440H ( kg /m) 1.04 S55C は全サイス 取寄せ S45C/SCM4
 概算重量 S25C S35C S45C S55C SCM415H SCM435H SCM440H ( kg /m) 1.04 S55C は全サイス 取寄せ S45C/SCM4") 取扱い鋼種サイス 表 取扱い鋼種サイス 表 について 鋼種サイス は流動的な部分も有る為 詳しくは弊社までお問い合わせ頂ければ幸いです ( 記載順 ) 鋼 - 特殊鋼 - 構造用合金鋼 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 平 ) 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 角 ) 鋼管 -- ハ イフ STKR400 鉄 - 普通鋼 - コラム 鋼管 -- カ ス管 鋼管 -- 特殊角ハ
取扱い鋼種サイス 表 取扱い鋼種サイス 表 について 鋼種サイス は流動的な部分も有る為 詳しくは弊社までお問い合わせ頂ければ幸いです ( 記載順 ) 鋼 - 特殊鋼 - 構造用合金鋼 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 平 ) 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 角 ) 鋼管 -- ハ イフ STKR400 鉄 - 普通鋼 - コラム 鋼管 -- カ ス管 鋼管 -- 特殊角ハ
ジュラネックス PBT グレードシリーズ ポリブチレンテレフタレート Polybutylene Terephthalate (PBT) ポリプラスチックス株式会社
 ポリプラスチックス株式会社") ジュラネックス PBT グレードシリーズ ポリブチレンテレフタレート Polybutylene Terephthalate (PBT) ポリプラスチックス株式会社 ジュラネックス PBT はポリブチレンテレフタレート樹脂 (PBT) をベースとした結晶性の熱可塑性樹脂で ガラス繊維や無機充塡材などの添加物による強化 改質 機能化が容易であるという特長を持っています そのため 用途に合わせた最適設計のグレードが得られることから
ジュラネックス PBT グレードシリーズ ポリブチレンテレフタレート Polybutylene Terephthalate (PBT) ポリプラスチックス株式会社 ジュラネックス PBT はポリブチレンテレフタレート樹脂 (PBT) をベースとした結晶性の熱可塑性樹脂で ガラス繊維や無機充塡材などの添加物による強化 改質 機能化が容易であるという特長を持っています そのため 用途に合わせた最適設計のグレードが得られることから
資バルブの材質 青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 化学成分 (%) 機械的性質 亜鉛 (Zn) 鉛 (Pb) その他 引張強さ 伸び (N/mm2)
 バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 化学成分 (%) 機械的性質 亜鉛 (Zn) 鉛 (Pb) その他 引張強さ 伸び (N/mm2)") 青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 亜鉛 (Zn) 鉛 (Pb) その他 () () 86.0 90.0 7.0 9.0 3.0 5.0 1.0 残部 245 86.5 89.5 9.0 11.0 1.0 3.0 1.0 残部 245 15 83.0 87.0
青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 亜鉛 (Zn) 鉛 (Pb) その他 () () 86.0 90.0 7.0 9.0 3.0 5.0 1.0 残部 245 86.5 89.5 9.0 11.0 1.0 3.0 1.0 残部 245 15 83.0 87.0
ハイブリッドイオンプレーティング装置「SPS-2020型」
 NACHI TECHNICAL REPORT Materials Vol.34B7 October/218 マテリアル事業 ハイブリッドイオンプレーティング装置 Hybrid Ion Plating Equipment "SPS-22" キーワード DLC コーティング PVD CVD HCDガン耐摩耗 低摩擦 サーモテック事業部 / 技術部 Takeshi Takai Junichi Yamaguchi
NACHI TECHNICAL REPORT Materials Vol.34B7 October/218 マテリアル事業 ハイブリッドイオンプレーティング装置 Hybrid Ion Plating Equipment "SPS-22" キーワード DLC コーティング PVD CVD HCDガン耐摩耗 低摩擦 サーモテック事業部 / 技術部 Takeshi Takai Junichi Yamaguchi
2015年度難削材加工実践
 1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
商品名 掲載頁 埋込み 刃型 草刈王 4 中心刃なし 研磨 穴明き軽量型 プロテック 3 中心刃先端 草刈王軽量 4 中心刃なし 特殊形状 BEST BETTER GOOD 雑草下刈小枝笹竹雑木 草刈ブレード軽量 4 中心刃 草刈王先端研磨 5 中心刃先端 草刈王先端研磨軽量 5 中心刃先端 森林王
 チップ埋込 V 型埋込 U 型埋込スタンダードな埋め込みタイプ より深い埋め込みでチップと台金の接合面が V 型に比べ広く さらに衝撃に強いタイプ W 埋込 U 型よりさらに接合面を広くし 耐久性を重視させたタイプ 強力異形埋込特殊形状の接合面でチップの脱落が激減 刃の露出も増やし切れ味と耐久性を両立させたタイプ 研磨面 スクイ研磨 先端研磨 側面研磨 ( チドリ面研磨 両側面研磨 ) チドリ面研磨
チップ埋込 V 型埋込 U 型埋込スタンダードな埋め込みタイプ より深い埋め込みでチップと台金の接合面が V 型に比べ広く さらに衝撃に強いタイプ W 埋込 U 型よりさらに接合面を広くし 耐久性を重視させたタイプ 強力異形埋込特殊形状の接合面でチップの脱落が激減 刃の露出も増やし切れ味と耐久性を両立させたタイプ 研磨面 スクイ研磨 先端研磨 側面研磨 ( チドリ面研磨 両側面研磨 ) チドリ面研磨
⑥SIS_発表資料(信大・樽田)
") 1 JST 新技術説明会 平成 28 年 8 月 2 日 ( 火 ) 人工骨, 人工関節および人工歯用の新しいセラミックス材料の開発 信州大学工学部物質化学科 教授樽田誠一 E-mail: staruta@shinshu-u.ac.jp TEL: 026-269-5416 2 発表内容 1. 生体活性アルミナセラミックス生体骨と結合するアルミナ製人工骨 2. ナノカーボン複合アルミナセラミックス高強度
1 JST 新技術説明会 平成 28 年 8 月 2 日 ( 火 ) 人工骨, 人工関節および人工歯用の新しいセラミックス材料の開発 信州大学工学部物質化学科 教授樽田誠一 E-mail: staruta@shinshu-u.ac.jp TEL: 026-269-5416 2 発表内容 1. 生体活性アルミナセラミックス生体骨と結合するアルミナ製人工骨 2. ナノカーボン複合アルミナセラミックス高強度
Microsoft Word - じょく層報告(三野道路用)_
_") ミノコートのじょく層に関する検討結果 三野道路株式会社 1. はじめにミノコート ( 以下,MK) は, 中温化剤, 改質剤, 植物繊維からなる特殊改質剤 ( ミノコートバインダ ) を添加した, 最大粒径 5mm のアスファルト混合物を平均厚 15mm 程度で敷均し, 締固めを行う表面処理工法である 本工法の特長として, 高いひび割れ抑制効果が期待できることから, 切削オーバーレイ工事や打換え工事等におけるじょく層
ミノコートのじょく層に関する検討結果 三野道路株式会社 1. はじめにミノコート ( 以下,MK) は, 中温化剤, 改質剤, 植物繊維からなる特殊改質剤 ( ミノコートバインダ ) を添加した, 最大粒径 5mm のアスファルト混合物を平均厚 15mm 程度で敷均し, 締固めを行う表面処理工法である 本工法の特長として, 高いひび割れ抑制効果が期待できることから, 切削オーバーレイ工事や打換え工事等におけるじょく層
製品紹介 山陽のダイカスト金型用鋼シリーズ Sanyo Special Steel s Tool Steels for Die Casting 1. はじめに近年 自動車の燃費向上や電子機器部品の小型化 多機能化を目的に 軽さ 電磁波シ ルド性 放熱性 リサイクル性等に優れるアルミ合金やマグネシウム
 製品紹介 Sanyo Special Steel s Tool Steels for Die Casting 1. はじめに近年 自動車の燃費向上や電子機器部品の小型化 多機能化を目的に 軽さ 電磁波シ ルド性 放熱性 リサイクル性等に優れるアルミ合金やマグネシウム合金を車体や筐体に適用する事例が増えてきている 1)-5) これらは主にダイカスト (Die Casting) と呼ばれる方法で製造されている
製品紹介 Sanyo Special Steel s Tool Steels for Die Casting 1. はじめに近年 自動車の燃費向上や電子機器部品の小型化 多機能化を目的に 軽さ 電磁波シ ルド性 放熱性 リサイクル性等に優れるアルミ合金やマグネシウム合金を車体や筐体に適用する事例が増えてきている 1)-5) これらは主にダイカスト (Die Casting) と呼ばれる方法で製造されている
加工難易度 耐火れんがの種類耐火度気孔率 % 主要骨材含有量 % 切断特性 C カーボン系 20 < 人造黒鉛 100 非常に切削性が良い C カーボン + α 20 < α= アルミナ α= 炭化ケイ素 C マグネシアーカーボン 20 ± マグネシア C 塩基性 冷却条件 Mg-Cr
 耐火物加工用 ダイヤモンド工具総合カタログ ダイヤモンドブレードダイヤモンドビットダイヤモンドホイールその他工具耐火れんが用加工機 加工難易度 耐火れんがの種類耐火度気孔率 % 主要骨材含有量 % 切断特性 C カーボン系 20 < 人造黒鉛 100 非常に切削性が良い C カーボン + α 20 < α= アルミナ α= 炭化ケイ素 C マグネシアーカーボン 20 ± マグネシア 75-82 C
耐火物加工用 ダイヤモンド工具総合カタログ ダイヤモンドブレードダイヤモンドビットダイヤモンドホイールその他工具耐火れんが用加工機 加工難易度 耐火れんがの種類耐火度気孔率 % 主要骨材含有量 % 切断特性 C カーボン系 20 < 人造黒鉛 100 非常に切削性が良い C カーボン + α 20 < α= アルミナ α= 炭化ケイ素 C マグネシアーカーボン 20 ± マグネシア 75-82 C
jis-kikaku
 主なねじ関連 JIS 制定 改正 廃止リスト ~2017/6/20 区分 公示日 規格番号 規 格 名 称 改正 2017/3/21 B1101 すりわり付き小ねじ 改正 2017/3/21 B1111 十字穴付き小ねじ 改正 2017/3/21 B1174 六角穴付きボタンボルト 改正 2017/3/21 B1187 座金組込み六角ボルト 改正 2017/3/21 B1188 座金組込み十字穴付き小ねじ
主なねじ関連 JIS 制定 改正 廃止リスト ~2017/6/20 区分 公示日 規格番号 規 格 名 称 改正 2017/3/21 B1101 すりわり付き小ねじ 改正 2017/3/21 B1111 十字穴付き小ねじ 改正 2017/3/21 B1174 六角穴付きボタンボルト 改正 2017/3/21 B1187 座金組込み六角ボルト 改正 2017/3/21 B1188 座金組込み十字穴付き小ねじ
第 2 章 構造解析 8
 第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
商品名 掲載頁 埋込み 刃型 研磨 穴明き軽量型 イージス 3 中心刃先端 ビスタ 4 中心刃なし ビスタ軽量 4 中心刃なし 特殊形状 BEST BETTER GOOD 雑草下刈小枝笹竹雑木 メビウス 4 中心刃 メビウス軽量 4 中心刃 ハイグレード HV36 5 中心刃先端 ハイグレード HV
 チップ埋込 V 型埋込 U 型埋込スタンダードな埋め込みタイプ より深い埋め込みでチップと台金の接合面が V 型に比べ広く さらに衝撃に強いタイプ W 埋込 U 型よりさらに接合面を広くし 耐久性を重視させたタイプ 強力異形埋込特殊形状の接合面でチップの脱落が激減 刃の露出も増やし切れ味と耐久性を両立させたタイプ 研磨面 スクイ研磨 先端研磨 側面研磨 ( チドリ面研磨 両側面研磨 ) チドリ面研磨
チップ埋込 V 型埋込 U 型埋込スタンダードな埋め込みタイプ より深い埋め込みでチップと台金の接合面が V 型に比べ広く さらに衝撃に強いタイプ W 埋込 U 型よりさらに接合面を広くし 耐久性を重視させたタイプ 強力異形埋込特殊形状の接合面でチップの脱落が激減 刃の露出も増やし切れ味と耐久性を両立させたタイプ 研磨面 スクイ研磨 先端研磨 側面研磨 ( チドリ面研磨 両側面研磨 ) チドリ面研磨
切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表の回転数は推奨切削速度 ( 周速 ) の中間値について算出したものです
 の中間値について算出したものです") 切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表のは推奨切削速度 ( 周速 ) の中間値について算出したものです - 243-283 切削条件の求め方 (1) 切削速度 (V) と (N) 切削速度 ( または周速 )(V) は一般に使用する工具の材種との種類により決ります
切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表のは推奨切削速度 ( 周速 ) の中間値について算出したものです - 243-283 切削条件の求め方 (1) 切削速度 (V) と (N) 切削速度 ( または周速 )(V) は一般に使用する工具の材種との種類により決ります

★スラスト A3 HP編集用 indd
 目次 技術解説 軸受の構成 軸受の精度等級 軸受の材料高炭素クロム軸受鋼の化学成分 高温軸受用鋼の化学成分 ステンレス鋼の化学成分 保持器用鋼板および炭素鋼の化学成分 もみ抜き保持器用高力黄銅の化学成分 軸受寸法表 スラスト玉軸受 単式平面座形 単式調心座形調心座金付 複式平面座形 複式調心座形調心座金付 29 系列 39 系列 ミニアチュア ステンレススラスト玉軸受ステンレス単式平面座形 付表 スラストころ軸受スラスト自動調心ころ軸受
目次 技術解説 軸受の構成 軸受の精度等級 軸受の材料高炭素クロム軸受鋼の化学成分 高温軸受用鋼の化学成分 ステンレス鋼の化学成分 保持器用鋼板および炭素鋼の化学成分 もみ抜き保持器用高力黄銅の化学成分 軸受寸法表 スラスト玉軸受 単式平面座形 単式調心座形調心座金付 複式平面座形 複式調心座形調心座金付 29 系列 39 系列 ミニアチュア ステンレススラスト玉軸受ステンレス単式平面座形 付表 スラストころ軸受スラスト自動調心ころ軸受
Vanadis 30 SuperClean ASSAB PM 30 SUPERCLEAN
 Vanadis 30 SuperClean ASSAB PM 30 SUPERCLEAN 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.25 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3) (1.2436) (SKD 2) ASSAB XW- RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
Vanadis 30 SuperClean ASSAB PM 30 SUPERCLEAN 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.25 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3) (1.2436) (SKD 2) ASSAB XW- RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
ステンレス鋼旋削加工用材種AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning
 産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
炭素繊維複合糸から成る織物を活用したCFRTP製品の事業化試験
 炭素繊維複合糸から成る織物を活用した CFRTP 製品の事業化試験 株式会社槌屋技術開発本部新製品開発センター松本将和 目次 1.CFRP 概要 2. 開発の背景 3. 育成試験内容 4. 結果 5. まとめ 1.CFRP 概要 炭素繊維とは 鉄と比較して 比重 : 1/4 軽い 比強度 : 10 倍以上 高強度 航空機 自動車の軽量化に期待される材料 年代ごとの炭素繊維使用状況 東レ技術資料より炭素繊維の需要は年々高まってきている
炭素繊維複合糸から成る織物を活用した CFRTP 製品の事業化試験 株式会社槌屋技術開発本部新製品開発センター松本将和 目次 1.CFRP 概要 2. 開発の背景 3. 育成試験内容 4. 結果 5. まとめ 1.CFRP 概要 炭素繊維とは 鉄と比較して 比重 : 1/4 軽い 比強度 : 10 倍以上 高強度 航空機 自動車の軽量化に期待される材料 年代ごとの炭素繊維使用状況 東レ技術資料より炭素繊維の需要は年々高まってきている