まえがき 本報告書は 独立行政法人新エネルギー 産業技術総合開発機構 (NEDO) からの委託業務として 国立大学法人九州大学 新日本製鐵株式會社 新日鐵化学株式会社 伊藤忠商事株式会社 新日鉄エンジニアリング株式会社が共同実施した コークス製造適用性評価 ( インドネシア ) の結果を取り纏めたも
|
|
|
- みずき ひらみね
- 6 years ago
- Views:
Transcription
1 契約管理番号 : 平成 22~23 年度産炭国石炭開発 利用対策事業 産炭国共同基礎調査 コークス製造適用性評価 ( インドネシア ) 成果報告書 平成 24 年 4 月 独立行政法人新エネルギー 産業技術総合開発機構 委託先 国立大学法人九州大学新日本製鐵株式會社新日鐵化学株式会社伊藤忠商事株式会社新日鉄エンジニアリング株式会社 0
2 まえがき 本報告書は 独立行政法人新エネルギー 産業技術総合開発機構 (NEDO) からの委託業務として 国立大学法人九州大学 新日本製鐵株式會社 新日鐵化学株式会社 伊藤忠商事株式会社 新日鉄エンジニアリング株式会社が共同実施した コークス製造適用性評価 ( インドネシア ) の結果を取り纏めたものである 本調査の実施にあたり ヒアリングや情報提供にご協力いただいた経済産業省資源エネルギー庁資源 燃料部石炭課 NEDO 環境部 またインドネシア現地における関係先の皆様に対し 深く感謝申しあげます 平成 24 年 4 月 国立大学法人九州大学新日本製鐵株式會社新日鐵化学株式会社伊藤忠商事株式会社新日鉄エンジニアリング株式会社 1
3 目次目次 2 要約 3 第 1 章事業概要 事業目的 事業概要 事業内容 事業計画日程 実施体制 9 第 2 章インドネシア炭の資源調査 原料炭調査 褐炭調査 21 第 3 章成型コークス製造の技術検討 tekmira 試験設備でのバインダー改善試験 成形コークスの品質改善検討 成型コークス製造プロセスの実機イメージの検討 77 第 4 章高炉用コークス製造の可能性調査 インドネシア原料炭の品質評価 室炉タイプの高炉用コークス製造用バインダーの製造 高炉用コークス製造の試験炉試験 高炉用コークスの需要調査 148 第 5 章本プロセスの事業性評価 バインダー製造プロセス 成形コークス製造プロセス 157 第 6 章まとめ 162 2
4 要 約 本調査では 日本のコークス製造技術を用いて インドネシア炭からの鋳物用 高炉用コークス製造の事業化の可能性を明確にするために (1) インドネシア炭の資源調査 (2) tekmira の鋳物用コークス製造技術検討 (3) 高炉用コークス製造の可能性調査 (4) 大まかな経済性評価を実施した (1) インドネシア炭の資源調査カリマンタン, スマトラから試験用の原料炭 褐炭を入手した 褐炭は 現在 インド 国内の火力発電用に一部使用されており 中には瀝青炭高騰の影響で FOB 価格 30US$/ トン程度で取引されているものもあった (2)tekMIRA の鋳物用成型コークス製造技術検討 tekmira 試験設備を用いて 現状の石油系のアスファルトバインダー ( 以下 既存バインダーと記す ) から実用化されている石炭系軟質ピッチ (SOP) にバインダーを変更し バインダーのコークス強度改善効果を試験したが 効果がなかった 小型タブレットタイプ(φ40mm 20mm) の成型炭を用いて製造条件の見直しを行い SOP を 12% 以上添加すれば 高炉用コークス相当のコークス強度が得られた インドネシア強粘結炭(Tuhup 炭 ) を 10% 配合すれば SOP を 8% 添加まで抑制できた (3) コークス製造の可能性調査大量入手できたインドネシア弱粘結炭と豪州強粘結炭を用いて 室炉式コークス炉によるインドネシア炭を用いた高炉用コークス製造の試験炉試験を実施した その結果 1 今回使用したインドネシア弱粘結炭は 豪州非弱粘結炭相当のコークス化性を有しており 豪州等の強粘結炭と組み合わせれば 通常の湿炭操業で 10% 程度使用でき SCOPE21 を用いれば 50% まで高炉用コークス原料炭として使用可能である 2インドネシア褐炭からのバインダーは 現状の日本での市販バインダーと同等以上のコークス強度改善効果があるものもあり このバインダーを用いることによりインドネシア弱粘結炭の配合量を増加できる可能性が十分あることが判明した (4) 大まかな経済性評価 1 褐炭からの高炉コークス用バインダー製造 3
5 褐炭からのバインダー製造原価を試算した結果 目標値であるコールタール価格 =50 円 /kg(2011 年度 ) よりも約 10 円 /kg 安くなり 立地条件がよければ 事業化の可能性がある 2 成型コークス製造目標コークス強度を達成できた SOP12% 添加 強粘結炭 10%+SOP8% 添加の 2 ケースで製造コストを試算した結果 目標コークスコスト=40,000 円 /tよりも 4,000~10,000 円高くなった 今回は SOP 代替として褐炭からのバインダーを使用出来ることを試験装置の制約で実験できなかったが 褐炭からのバインダー ( 推定単価 40 円 /kg) を使用できれば 目標コスト (40,000 円 /t) より 6,000 ~7,000 円 /t 程度 製造コストを安くできる可能性がある 以上より インドネシア炭からの安価な鋳物用 高炉用コークスの製造が可能であり 2012 年以降 インドネシアでは高炉用のコークス需要が見込まれるので コークス製造の事業化が可能と思われる 4
6 第 1 章事業概要 1.1 事業目的インドネシアの製鉄業においては コークスを必要としない 国産の天然ガスを用いた直接還元法で銑鉄を生産している 一方 関連する鋳物業ではキューポラの燃料であるコークスを全量輸入している しかし 近年のコークス価格高騰や 将来インドネシア国内における天然ガスの国内需給バランスが崩れることが予想されるなか 自国産石炭を用いたコークス製造が嘱望されている このような状況下 インドネシアでも低品位炭を用いた鋳物用コークスの製造研究が進められているが 品質等の問題により実用化には至っていない インドネシア政府としては コークスを用いる高炉法による一貫製鉄所の建設 近年の天然ガスの価格上昇 さらには近い将来の天然ガスの国内需要増加が想定されるため 自国産石炭によるコークスの製造を指向している また 我が国においてもコークスの製造に使われる粘結炭の安定供給に課題を有している そこで インドネシアの国土全域に広がっている約 1,000 億トンもの石炭資源のうち そのほとんど (85%) を占める褐炭 亜瀝青炭などの低品位炭を活用したコークスを製造する技術の開発が期待されている 本調査では 日本のコークス製造技術を用いて インドネシア炭からの鋳物用 高炉用コークス製造の可能性を検討すると共に その事業化を促進するために 市場規模が小さい鋳物用コークスの用途開発 及び高炉用コークスの需要動向を把握し コークス製造の事業化の可能性を検討することを目的とする 1.2 事業概要平成 21 年度 NEDO 国際石炭利用対策事業 インドネシアにおけるコークス需要等調査 において 以下の点が確認されている 1tekMIRAの鋳物用コークス製造研究にはコークス強度が低いという課題があるが 少量ラボ試験から日本のバインダー技術で解決できる可能性があることを確認できた 2 但し インドネシアの鋳物用コークス需要は 5 万 t/ 年と小規模であり その事業化には 鋳物以外の用途開発も重要である 3 石炭分析の結果では 中央カリマンタンに準強粘結炭が賦存している 4インドネシアの原料炭資源量の確認が必要であるが 日本の低品位炭使用技術を用いれば インドネシア原料炭のみで 通常のコークス製造法でも高炉用コークスを製造できる可能性がある 今回調査では 上記知見を踏まえて 1インドネシア炭の資源調査 ( 原料炭の資源量 褐炭品質 採炭コスト ) 2tekMIRAの鋳物用コークス製造の技術検討 (tekmira 試験設備でのバインダー改善試験 鋳物以外の用途開発試験 実機プロセスのイメージ検討 ) 3 高炉用コークス製造の可能性調査 ( インドネシア炭の試験炉試験 高炉用コークスの需 5
7 要調査 ) を行い インドネシア炭からのコークス製造の事業化の可能性を調査する 1.3 事業内容 1インドネシア炭の資源調査 ( 伊藤忠商事 新日鐵化学 ) (ⅰ) 中央カリマンタン州を中心に 原料炭サンプルの入手及びその資源量 開発動向を調査し その中から日本でのコークス化性試験用のサンプルを確保する ( 平成 22 年度 ) (ⅱ) バインダー製造試験用の褐炭サンプルの入手 性状分析を行い その中から日本でのバインダー試験用のサンプルを確保する ( 平成 22~23 年度 ) 2 成型コークス製造の技術検討 (ⅰ) 成型コークスの品質改善試験 (a) tekmira 試験設備でのバインダー改善試験 ( 平成 22 年度 ) ( 新日本製鐵 新日鐵化学 九州大学 ) 新日鐵化学で製造したバインダー (SOP) と現状の石油系バインダーを用いて tekmira 試験設備で鋳物用コークス ( 成型コークス ) を製造し その品質評価を行う なお tekmira におけるコークスの製造及び日本への輸送にかかる費用は 日本側が負担して実施する (b) 成型コークス製造条件の追加検討 ( 平成 23 年度 ) ( 新日鉄エンジニアリング 新日本製鐵 九州大学 ) 平成 22 年度の tekmira 試験設備を用いたバインダー改善 (SOP) 試験では 大幅なコークス強度改善が見られなかった この原因検討のために 小型タブレットタイプ (φ40mm 20mm) の成型炭を用いて成型コークス製造条件を系統的に検討する チャー製造条件; チャー化温度 使用低品位炭 ( 褐炭 亜瀝青炭 ) を変更 SOP 添加率 ; 添加率を変更 (5~25%) バインダー変更: 褐炭等からのバインダーに変更 弱粘結炭の部分配合; 成型炭製造をチャーのみから弱粘結炭を一部加えて製造する方法に変更 (ⅱ) 低品位炭からのバインダー製造試験 ( 新日鐵化学 九州大学 伊藤忠商事 新日本製鐵 ) 褐炭等の低品位炭から成型コークス用バインダーの製造試験を実施し 製造プロセスの確認及び物質収支を取得する 得られたバインダーは小型試験装置で性能評価を行う さらに 原料となる褐炭の埋蔵量 採炭コスト 輸送インフラ バインダー製造に必要な水素の入手可能性等を加味してバインダー製造用候補炭を選定し 実機設置場所を想定して経済性を評価する (ⅲ) 成型コークスの用途開発 ( 新日鉄エンジニアリング ) 6
8 新日鉄エンジニアリングで開発したシャフト炉式ガス化溶融炉で tekmira コークスが使用できるかを (ⅰ) で製造した tekmira コークスを用いて 新日鉄エンジニアリングの評価試験装置で評価する (ⅳ) 成型コークス製造プロセスの実機イメージの検討 ( 新日鉄エンジニアリング 新日本製鐵 新日鐵化学 九州大学 ) 現状の tekmira 試験装置は 発生乾留ガスを放散しており 熱効率改善等の課題が残されているため tekmira プロセスをベースにした実機イメージを作成し 実機化のための課題を抽出する これらの課題解決のためのプロセス選定を行い 全体プロセスフローを構築 成型コークス製造パイロットプラントの概念設計を実施する そのためのベースデータ収集として 2(ⅰ) の他に チャー化時に生成するタールの性状調査等のラボ試験を行う 3 高炉用コークス製造の可能性調査 (ⅰ) 高炉用コークス製造試験用のバインダー入手 ( 新日鐵化学 伊藤忠商事 ) H21 年度 NEDO 調査結果では インドネシア原料炭のみでは高炉用コークスが製造できない可能性が高かったので その他対策として バインダー添加を検討している なお バインダーは低品位炭 ( 褐炭 ) から製造するものとし 2(ⅱ) の成型コークス用バインダーとの併産の可能性を検討する (ⅱ) 高炉用コークス製造の試験炉試験 ( 平成 22 年度 )( 新日本製鐵 九州大学 ) 入手したインドネシア原料炭と上記バインダーを用いて 日本のコークス試験炉で実際にコークスを製造し 品質評価試験を行う なお インドネシア原料炭が少量しか入手出来ない場合 インドネシア原料炭と同等の品質を有する豪州炭を選定してコークス品質評価試験を行う また合わせてインドネシア褐炭を使用する高炉コークス製造の可能性を調査する (ⅲ) 高炉用コークスの需要調査 ( 伊藤忠商事 ) H21 年度 NEDO 調査結果で入手したインドネシアのクラカタウ製鉄の高炉建設計画の進捗を主体に インドネシア及びその周辺国の高炉コークスの需要動向を調査する 4tekMIRA との技術交流 ( 九州大学 ) tekmira との共同研究調査の一環として tekmira での成型コークス製造の他に 石炭資源調査 インドネシアでのコークス需要調査 国内製鉄 鋳物メーカーの動向調査等の支援業務を依頼すると共に 日本へ招聘して技術交流を行う 5インドネシア炭からのコークス製造事業の可能性検討 ( 全実施者 ) 上記の1~4の調査結果及びインドネシア企業との連携の可能性調査から インド 7
 ( 資源調査 ) ( 褐炭手配及び資源調査 ) 2")
9 ネシア炭を用いたコークス製造及びバインダー製造に関する事業化の可能性を検討する 1. 4 事業計画日程実施期間は 平成 22 年 9 月 3 日から平成 24 年 2 月 29 日であり 計画日程は以下の通りである H22 年度 H23 年度 第 2 第 3 第 4 第 1 第 2 第 3 第 4 四半期 四半期 四半期 四半期 四半期 四半期 四半期 1 インドネシア炭の資源調査 ( 褐炭 原料炭手配 ) ( 資源調査 ) ( 褐炭手配及び資源調査 ) 2 成型コークス製造の技術検討 (tekmira での試験 ) ( 鋳物用評価試験 ) ( 用途開発試験 ) ( 成型コークスプロセス調査整 ( 成型コークス製造条件の追加検討 ) ( 実機イメージ検討 ) ( 褐炭等低品位炭からのバインダー製造試 ( 概念設計のための技術検討 ) ( 成型コークス製造設備の概念設計 ) 3 高炉用コークス製造の可能性調査 ( バインダー製造 ) ( 実機イメージ検討 ) ( バインダー製造追加試 4tekMIRA との技術交流 ( 高炉用コークス需要調査 ) 招聘 5 インドネシア炭からのコークス製造事業の可能性検討 8
10 1.5 実施体制本調査は 国立大学法人九州大学 新日本製鐵株式會社 新日鐵化学株式会社 伊藤忠商事株式会社 新日鉄エンジニアリング株式会社が共同で 下記の役割分担に従って 各社の保有する試験施設 関連知見を活用して実施した NEDO 全体まとめ 全体まとめ代表 : 九州大学持田勲副代表 : 新日鐵エンジニアリング ( 株 ) 小林淳志 九州大学 担当事業項目 2(ⅰ,ⅱ,ⅳ),3(ⅱ) 4 5 担当事業項目 2(ⅰ,ⅱ,ⅳ),3(ⅱ),5 tekmira 試験 バインダー製造評価 高炉コークス製造法の検討 チャー製造法の検討 tekmira 招聘 新日本製鐵 ( 株 ) tekmira 試験 高炉用コークス検討 バインダー評価 担当事業項目 1,2(ⅰ,ⅱ,ⅳ),3(ⅰ),5 新日鐵化学 ( 株 ) 石炭資源調査 バインダー製造 評価 担当事業項目 1,2(ⅱ),3(ⅰ,ⅲ),5 伊藤忠商事 ( 株 ) 石炭資源調査 バインダーサンプル入手 高炉コークス需要調査 バインダー製造 評価 新日鐵エンジニアリング ( 株 ) 担当事業項目 2 (ⅰ,ⅲ,ⅳ),5 tekmira コークス用途開発 tekmira の実機イメージ検討 成型コークスの製造法の概念設計のための技術検討 成型コークス製造設備の概念設計 9
11 第 2 章インドネシア炭の資源調査 2.1 原料炭調査インドネシアで現在生産されている石炭鉱区から原料炭および高品位の一般炭が産出されているケースは限定的である 増してや その生産されている石炭の炭質を用途別に分類しても その約 85% が一般炭に分類されるのが現状である その中で カリマンタンの Barito 炭田の夾炭層には一部原料炭特性を有する石炭が賦存していることが近年判明してきた 石炭大手 BHP Billiton 社の所有する中央カリマンタンの Maruwai 地区の 7 鉱区 (Lahai Sumber Barito Kalteng Juloi Pari Ratah および Maruwai) などに一部原料炭が賦存している事例がその顕著な例と言えよう 尚 現在インドネシアにおいて原料炭を生産しているのは中央カリマンタンに位置する Marunda Graha Mineral(MGM) と Asmin Koalindo Tuhup(AKT) の 2 炭鉱 ( ともに PKP2B) だけであるが その炭質は弱粘結性だと言われている 両社の生産鉱区はともに BHP Billiton 社が有する Maruwai 炭鉱に隣接しており AKT は 2009 年末より商業生産を開始し MGM では年間 150 万トン程度を生産中である 2010 年に中央カリマンタン州 Murung Raya 県のエネルギー鉱山局と環境局 ならびに同州北 Barito 県のエネルギー鉱山局を訪問して それぞれ管轄県内の原料炭開発状況について調査を実施した Barito Utara( 北バリト ) 県エネルギー鉱山局中央カリマンタン州 Barito Utara 県の県都 Muara Teweh にあるエネルギー鉱山局を訪問し 原料炭炭鉱の可能性を調査した結果は以下の通り 北 Barito 県における 2008 年の石炭生産量は 458,330 トン 2009 年の出産量は 1,146,801 トンと飛躍的に増加 2010 年は 2 百万トンを達成する 現在 80 社ほどが鉱業権を所有しており 12 の炭鉱が既に生産段階に また 7 つの炭鉱が近いうちに生産申請を提出する予定であることから 今後北 Barito 県での石炭生産量は確実に増加すると思われる 同地域内の石炭品質は 概ね発熱量 GAD 6,000kcal/kg を越えており その出荷割合は国内 輸出向け実績は凡そ半々 中でも PT Harfa Taruma Mandiri PT Permata Mulya Agung の石炭は 発熱量が高くコークス用炭に期待が持てるとの見解が同県エネルギー鉱山局から示されたことから サンプル採取等を生産者 鉱山局の担当者と調整を試みたが 残念ながら提供されたサンプル採取状況が悪く酸化していた傾向あり 原料炭の特性の有無は最終的に確認できなかった 生産段階に入っている 12 社 ならびに生産申請予定の 7 社を以下に示す 10
12 表 北 Barito 県の生産中炭鉱一覧表 炭鉱名 備考 1 PT Alam Bahtera Barito Raya 2 PT Sinar Barito Global 3 PT Victor Dua Tiga Mega 4 PT Padaidi 旧 PT.Manasai Sumber Makmur 5 PT Duta Nurcahya 旧 PT.Suryabara Tambang Malas 6 PT Harfa Taruna Mandiri 7 CV Hikmah Yaya Abadi 8 PT Batarau Perkasa 9 PT Padang Anugrah 10 PT Mega Multi Energi 11 PT Permata Mulya Agung 生産中止 1 年以上貯炭が山積み 12 PT Cakra Andatu Sukses Makmur 生産中止 表 北 Barito 県の生産申請予定炭鉱一覧表 炭鉱名 1 PT Trisula 2 PT Batubara Dua Ribu Abadi 3 PT Energitana Bumi Aram 4 CV Banda Kandung 5 PT Hambaran Mulya 6 PT Suprabari Mapanindo Mineral 7 PT Bumi Karamia Pertiwi 備考 11
13 また 北 Barito 県エネルギー鉱山事務所の組織は以下の通りである 局長の下に 5 つの課 が存在し エネルギーと鉱物などの管理を行っている 図 北 Barito 県エネルギー鉱山局組織図 Murung Raya( ムルンラヤ ) 県エネルギー鉱山局中央カリマンタン州 Murung Raya 県では 34 社ほどが鉱業権を有しており 現在生産中の MGM と AKT を筆頭に BHP Billiton/Adaro の Maruwai プロジェクトの早期開発が期待されている地域である 同県の県都 Puruk Cahu に事務所を構える同県エネルギー鉱山局を訪問 調査した際に入手した石炭サンプルの品質解析結果からは 原料炭が賦存している可能性が示唆されたことから 同局を訪問し 原料炭炭鉱の可能性を聴取した 12
14 なお Murung Raya 県エネルギー鉱山局の組織は次頁の通りである 図 Murung Raya 県エネルギー鉱山局組織図 平成 21 年度に入手した石炭サンプルのうち 品質解析結果が最も良好だったのは Borneo Prima 炭であった 平成 22 年度調査では 当該炭鉱区域に絞って現地調査を試みることにしたが 同鉱区は環境許認可が未取得だったため 現在活動は停止中であることが判明した 同鉱山局と打ち合わせの結果 平成 23 年度調査では Borneo Prima 炭鉱区域への訪問は断念し その代わり同局の許可の下 その周辺区域の Lahai 村を周回し 付近に点在する露頭炭サンプル採取を試みることにした 1) Murung Raya( ムルンラヤ ) 県 Lahai 村付近調査 Lahai 村までの行程では Puruk Cahu から北へ車で約 4 時間移動し その間に点在する露頭より石炭サンプルを採取した 通行した道路は木材の運搬道路であり 道幅は 5m-10m 程度 数箇所軟弱路面もあったが概ね順調に通行できた 石炭路頭は道路脇の側壁や道路脇など 予想以上に簡単に散見することが出来た 資料採取は其の中でもカロリーが高く炭丈が厚いと思われる 6 箇所から採取した 以下に採取箇所の状況を示す 13










15 Lahai 村 Puruk Cahu 図 Murung Raya 県の鉱区地図 1 サンプル採取 1( 南緯 東経 海抜 379m) 木材道路の脇に石炭の露頭が出ており 道路の中央部では下盤の頁岩が確認できた 石炭サンプル 1 露頭 -1 石炭サンプル 1 露頭 -2 14


16 2 サンプル採取 2( 南緯 東経 海抜 412m) 道路の側壁に何層もの炭層を確認 挿みはあるが 全層厚は 5-6m 石炭サンプル 2 採取状況 石炭サンプル 2 炭層状況 15


17 3 サンプル採取 3( 南緯 東経 海抜 470m) この露頭は層厚 1.5m 石炭層の状況 石炭サンプル 3 採取状況 16


18 4 サンプル採取 4( 南緯 東経 海抜 466m) 露頭の状況 石炭サンプル 4 採取状況 17


19 5 サンプル採取 5( 南緯 東経 海抜 475m) この箇所は既に石炭を重機で採掘していた形跡あり 違法採掘の現場の可能性大 層厚 2m 一部採炭された後 炭層状況 18
20 2)Murung Raya( ムルンラヤ ) 県の原料炭開発の展望将来的には BHP Billiton 社の Maruwai 地区の 7 鉱区を始めとして 中央カリマンタン地域の開発は急務の状況にあると言えるが 同地域特有の問題として新たな輸送手段の確保が必要となる それはカリマンタンには鉄道がないため 石炭輸送はトラック輸送および河川におけるバージ輸送に限定されているのが現状である 特に Murung Raya 県内における炭鉱群にとっては その多くが内陸部奥地に所在しており また同地域には開発活動が制限される自然保護林が広範囲にわたって点在している一方で Barito 川の河川上流では小型バージしか運航できず 乾季には運航が中断される状況にあるため 安定的な輸送システムの確保が 大きな課題となっている 昨今では 中国勢やロシア勢 インド勢などが同地域の権益取得に旺盛であり 炭鉱開発に関する環境許可等を申請する際 その輸送手段となるトラックの道路建設を Barito 川の河川下流まで延長させる建設計画等を同時に申請しているケースが多く聴取された なお 現在 Murung Raya 県における炭鉱 34 社の開発 活動状況を以下に示す 表 Murung Raya 県の炭鉱 34 社の開発 活動状況 種類 炭鉱名 鉱区面積 (ha) 開発段階 活動状況 CCoW PT Juloi Coal 95,590 探査 2 休止 PT Kalteng Coal 45,250 FS 休止 PT Sumber Barito Coal 44,650 FS 休止 PT Maruwai Coal 48,860 建設 休止 PT Lahai Coal 46,620 建設 / 探査 1 休止 PT Ratah Coal 36,490 探査 2 休止 PT Marunda Graha Mineral 18,084 生産 活動中 PT Asmin Bara Jaan 7,298 FS 活動中 PT Asmin Bara Bronang 24,980 FS 活動中 PT Asmin Koalindo Tuhup 21,640 生産 活動中 IUP 探査 PT Murung Raya Coal 16,420 探査 活動中 2005 年 PT Laung Tuhup Coal 12,820 探査 活動中 PT Tuhup Coal Mining 22,180 探査 /FS 活動中 PT Borneo Bara Prima 13,050 探査 PT Pacific S. Perkasa 11,480 探査 活動中 PT Antang Surya Persada 10,000 探査 活動中 IUP 探査 PT Pusaka Tamah Persada 24,830 探査 活動中 2006 年 PT Joloi Jaya Energi 14,330 探査 活動中 IUP 探査 PT Hanson Coal Energi 14,770 探査 活動中 2007 年 PT Jonavin Barito Abadi 17,170 探査 19
21 PT Kuda Perdana Pertiwi 21,440 探査 活動中 PT Bumi Barito Mineral 19,920 探査 活動中 IUP 探査 PT Loa Haur 5,000 探査 PT Andaran Usaha Jaya 7,458 探査 Prima PT Batu Mulia Kalimantan 5,148 探査 PT Muraya Prima Coal 9,795 探査 PT Huma Amaz Indonesia 21,300 探査 PT Ut Murung Mineral 8,331 探査 PT Petak Malai Buluh 9,161 探査 Merindu PT Alam Bumi Karya Abadi 6,410 探査 PT Semesta Alam Barito 5,105 探査 IUP 生産 PT Bara International 14,990 生産 活動中 PT Daya Bumindo Karnia 14,800 生産 活動中 PT Borneo Prima 15,000 生産 停止中 20
 (1) 東カリマンタン Bulungan 地域地質資源総局が公表している地域地質図に基づくと Bulungan 地域での石炭を夾在する層序は Sajau 層 ( 年代は洪積世 ) と Tabul 層 ( 年代は中新世 ) である Sajau 層の厚さは 600-2000mであり Tabul 層の厚さは約 600mである")
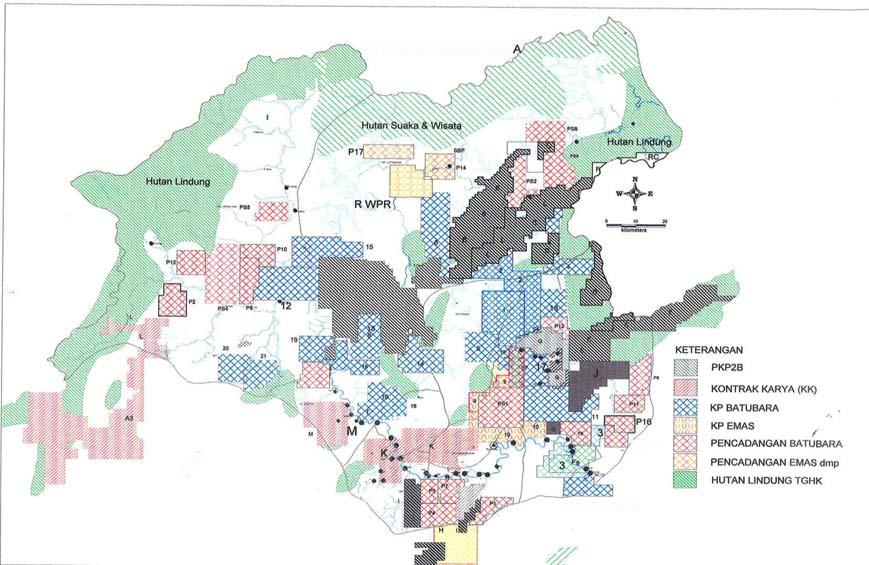
22 2.2 褐炭調査 褐炭資源動向調査 インドネシアにおける低品炭の分布状況図 に示すようにインドネシアには 11 炭田が列島の中心に広範囲に分布しているが 経済的に重要な石炭鉱床は全て列島の西部 即ちスマトラ島とカリマンタン島に分布する 石炭の地質年代は二畳紀 石炭紀から新第三期鮮新世まで多様である 水分を多く含む低発熱量の低品位炭は スマトラ南部およびカリマンタン東部 南部の新第三紀に属する海成堆積層中に広く分布している 図 インドネシア炭田分布図 ( 出店 : インドネシア地質庁 ) (1) 東カリマンタン Bulungan 地域地質資源総局が公表している地域地質図に基づくと Bulungan 地域での石炭を夾在する層序は Sajau 層 ( 年代は洪積世 ) と Tabul 層 ( 年代は中新世 ) である Sajau 層の厚さは mであり Tabul 層の厚さは約 600mである Tabul 層は Sinjin 層の火成岩と不整合に累重している Tabul 層を採掘対象とした炭鉱には PT Emas Hitam Coalindo(EHC) PT Srijunta Bharata Yudha (SBY) そして PT Anggrek Hitam Coalindo (AHC) があり 厚さ 0.3~2.55m の露頭が散見される 炭層の走行は SE-NW であり 傾斜は9~23 度である 褐炭の物理的な特徴として黒色 褐色と黒っぽい褐色の筋模様があり 鈍光沢 稀に松ヤニに黄鉄鉱を含んでいる Sajau 層を対象とした炭鉱には PT Pesona Khatulistiwa PT Delma Mining そして Bunyu 島の PT Garda Tujuh がある この層の特徴は 40-55% の高い全水分を持つ低品位炭であり 東カリマンタンの海岸線に近いために低コストでの運搬が可能である 21
23 (2) 南カリマンタン-Katingan 県と周辺地域 Katingan 県とその周辺地域は低品位炭の層である Dahor 層と Warukin 層からなっている Dahor 層は第三紀から第四紀となる後期鮮新世から初期洪積世に含まれ 発見されている炭層の厚さは 0.3~3m である Warukin 層は新第三紀中新世の堆積層であり Berai 層と Montalat 層に整合に累重している 当該地域の低品位炭の情報は PT Segah Energy Resources と PT Kapuas Bara Utama から得ている Dahor 層には一般に約 6つの夾炭層が存在し1~2m の厚さとなっている Warukin 層には最小でも5つの夾炭層が存在し KBU 鉱区では炭層厚が 0.5m 以上である (3) 南スマトラ南スマトラの低品位炭の地層は Muaraenim 層と Air Benakat 層である Muaraenim 層の厚さは mであり Air Benakat 層の厚さは m である Muaraenim 層を対象としている PT Sriwijaya Prima Energi 鉱区では厚が1mから 19mの範囲にある炭層が4 枚存在している 炭層の傾斜は 6~8 度であり 単傾斜構造の方位は北東である 褐炭は色が褐色で木片を含む柔らかい石炭である 低品炭現地調査 ( 東カリマンタン州 Bulungan 県 ) (1)PT. Pesona Khatulistiwa Nusantara 低品炭現地調査は 東カリマンタン州 Bulungan 県にある PT. Pesona Khatulistiwa Nusantara( 以下 PKN とする ) の褐炭鉱区で実施された PKN は PT. Bhakti Energi Persada( 以下 BEP とする ) が所有する石炭鉱区 (CCOW) 所有会社であり BEP は PKN の他に同じ東カリマンタン州の Muara Wahau 県に7つの鉱区がグループとして隣接している石炭 ( 褐炭 ) 鉱区も所有している PKN の位置を図 に示す 当該地域には PKN の南に同じ褐炭鉱区である PT. Delma Mining Corporation がある PKN 鉱区は北から Kelubir 地域 Sekayan 地域 ( 図では Wonomulyo と記載されている ) そして Mangkupadi 地域からなり 総面積は 23,646km 2 である Kelubir 地域では 2009 年 9 月から生産を開始し Sekayan 地域では探査を終了し 2011 年からの生産を計画している Mangkupadi 地域での探査は未だ始まっていない 22

24 図 PKN 鉱区位置図 1) 地質構造 (Berau-Bulungan 亜堆積盆 ) 中新世中期から後期の夾炭層には高揮発分瀝青炭が含まれ その上の鮮新世の地層には褐炭が含まれる 両層は整合の関係にあり 岩相が異なる 水分は基底部の 9% から最上部の 20% まで時代が新しくなると増加する その上の褐炭層ではさらに多く 40% を超える 地質構造は北部では NW-SSE 方向の Rantau Panjang 背斜が支配的で 南部ではこれが SE 方向に振れる 東や西側に他の褶曲がある 地層の走向が一般に東西方向なのは断層の影響か早期の Mangkalihat 山脈に係わる構造の反映と考えられる 炭層は Rantau Panjang 背斜の西翼で約 70 層が確認されている この炭層のあるものは横方向に数 km 追跡できる 層厚は 0.2m から 5m の間で 夾炭層の層厚 1,275m に対して炭層の総厚は 111m に達する Samburata 川の 7km 北では夾炭層が最も厚くなり 2,250m と記録されている 地層の傾斜は西へ で所々小型の断層で乱されている 炭鉱で記録された断層の落差は 1.5m である Rantau Pajau 背斜の東翼ではいろいろな層厚の炭層が少なくても 18 層確認されている 最下位の炭層は西翼で確認されている最下位の炭層の 300m 上位にある 地域の層序はBirang 層 Lati 層 Domaring 層そしてSajau 層から成っている Birang 層は石灰岩と凝灰岩を挟む泥灰土からなり Lati 層は粘土岩を挟んだ珪質砂岩 頁岩及び炭層を夾在する Domaring 層は湿地や沿岸部での堆積体であり 石灰岩 泥灰土及び炭層を夾在する Sajau 層は主要な層序であり 粘土岩とシルト岩の互層 砂岩そして褐炭層を夾在する 2)PKN 資源量と炭質 PKN の資源量は Kelubir 鉱区で 35 百万 t Sekayan 鉱区では 228 百万 t 埋蔵量は 23
25 Kelubir 鉱区で 20.3 百万 t Sekayan 鉱区で 88.9 百万 tである Kelubir 鉱区での生産計画量は 150 万 t Sekayan 鉱区では最終的に 400 万 tである Kelubir 鉱区での採掘対象炭層は 1 層であり 厚さは 4~7m 平均剥土比は 4.5 である 炭鉱側から提供されている石炭分析値を表 に示す 別途 石炭サンプルを日本に搬入して分析した結果を表 に示す 表 PT. Pesona Khatulistiwa Nusantara のデータ 石炭性状 発熱量全水分灰分揮発分 固定炭 素 全硫黄 灰融点 kcal/kg %(ar) %(ad) %(ad) %(ad) %(ad) 3,376(gar) ,436(gad) 元素分析 (%(db)) 1,250(Re.) 1,279(Ox.) 炭素酸素水素窒素硫黄 埋蔵量 (Mt) 百万トン 表 石炭分析結果 (PKN) 分析項目 炭鉱資料 JCOAL 分析結果 全水分 47.15% (AR) 43.3% ( 恒湿水分 ) 固有水分 16% (ADB) 揮発分 41.85% (ADB) 48.1% (ADB) 灰分 4.54% (ADB) 5.8% (ADB) 発熱量 5,524cal/g (DAF) 新発熱量 3) 現場状況 1 生産量と販売先石炭生産は Kelubir 地域だけで実施されている 生産量は 2010 年 70 万 tであるが 2011 年には 150 万 tへの増産が計画されていて その数量は既に完売済みである 全量輸出で インドを筆頭に タイ フィリピン 中国のトレーダーに販売されている ( 直接最終顧客への販売はない ) 2 石炭バージ積込設備原炭を採掘ピットからトラック (20t) で 16km 輸送し 河口近くの原炭ヤードに貯炭する 原炭貯炭能力は 30,000t であり 原炭をクラッシャーで破砕し整粒 (50mm アンダー ) 炭は貯炭能力 50,000tのヤードに積まれる ( 高さ 3m 以上 ) バージ積み込み能力は 24
 で行なっている 石炭処理設備とバージ積込施設の状況を図 2.")
26 ( 約 400t/hr である 原炭は原炭ホッパーへ投入され ホッパー下のチェーンフィーダーでベルトに載せられる その後 原炭は1 次と2 次クラッシャーで最終調整される 原炭サイズは 50cm を越える大塊も多く含まれ 2 回の破砕では 50mm アンダーにサイズを調整することはできない 炭鉱は自然発火対策として意図的に 50mm 以上の石炭を 10~15% 程度生産している 粉砕 貯炭 バージ積込操業は PKN の従業員 ( 約 50~60 人 ) で行なっている 石炭処理設備とバージ積込施設の状況を図 に示す 3 石炭輸送河に面した貯炭場から 8,000t のバージに積み込み 水深 25m 程度の Enchorage Point となっている沖合い ( タラカン島との中間地点 ) まで約 40km を輸送し本船 ( パナマックス可能 ) に沖積する 図 PKN バージ積込施設 ( 原炭貯炭 クラッシャー 精炭貯炭等 ) 4 採掘状況 採掘体制 :2 つのピットに2つのコントラクター ( 地元の中小企業と思われる ) を使用している コントラクターは 11 時間シフト (+ 残業 1 時間 ) で週毎にシフトを交代させている 週 6 日は 2 シフト 日曜日だけ 1 シフト操業である 年間稼働日 25
27 は祝祭日を除く 360 日 リース : コントラクターは生産量 ( 剥土や石炭 ) によって報酬を支払う 重機リースは時間当たりで機械 ( トラックやバックホー ) とオペレータの費用を支払うシステムで 作業内容は PKN 指示に従う 当該炭鉱ではリースとして原炭運搬と採炭作業をカバーしている 使用重機 :3.2~3.5m 3 バケットのバックホーが主体 剥土は粘土が主体であり 柔らかく バックホーだけで十分に剥土が可能 自然発火 : 貯炭時の温度を管理し 55 度以上であれば自然発火の可能性が高いと判断している 貯炭場では自然発火の発生が数回あるが 船積後の航海中に自然発火が発生したとの苦情を受けていない (2)Delma Mining バインダー用低品位炭として候補としてサンプル提供を依頼した Delma Mining は東カリマンタン州 Bulungan 郡の北 Tnajung Palas 郡の Tanah Kuningmura 村と Mangkupadi 村に広がる石炭を開発している 鉱区は 20,160ha であり Tanjung Selor と Tanjun Redeb の二つの町の間に位置する 1997 年に中央政府から認可された CCoW の第 3 世代の炭鉱である 近接する PT,Pesona Khatulistwa Nysantara と同じ石炭を対象としている 南には PT.Berau Coal が 北には PT.Mandiri Intiperkasa が操業している 埋蔵量は 3.3 億 t 水分は 51%~62% である 鉱区面積 :20,160ha PT.Delma Mining 剥土比 :5 以下 埋蔵量 :3.3 億トン 開発状況 : 探査中 周辺インフラ : 無し 表 に Delma Mining のデータを示す 表 Delma Mining のデータ 石炭性状 発熱量 全水分 灰分 揮発分 固定炭素 全硫黄 灰融点 kcal/kg %(ar) %(ad) %(ad) %(ad) %(ad) 元素分析 (%(daf)) 炭素 酸素 水素 窒素 硫黄 埋蔵量 (Mt) 3.3 億トン 26
 58.7 7.2 1 48.2 43.6 5500 65.16 4.39 0.16 0.65 1.1 28.")
28 また 表 には JCOAL で実際に採取したサンプルの分析結果を 図 に Delma Mining 鉱区の位置を示した (No584) 石炭分析 全水分 % AR 水分 % ADB 表 JCOAL 採取サンプル (Delma) の分析結果 灰分 % ADB 揮発分 % ADB 固定炭素 % ADB 高位発熱量 Kcal/kg 炭素 % DAF 水素 % DAF 全硫黄 % DAF 窒素 % DAF 灰分 % DAF 酸素 % DAF 粉砕性 Delma 1 ( 露頭 1) Delma 2 ( 露頭 2) 灰分析 SiO 2 Al 2O 3 TiO 2 Fe 2O 3 CaO MgO Na 2O K 2O SO 3 P 2O 5 MnO Li 2O V 2O 5 Delma 1 ( 露頭 1) <0.01 <0.01 <0.01 <0.01 Delma 2 ( 露頭 2) <0.01 鉱区位置 図 Delma Mining 鉱区位置 褐炭入手サンプル バインダー製造試験用のインドネシア褐炭としては表 に示す低品位炭をサンプルとして入手した 27
29 表 入手した低品位炭 炭鉱名 石炭名 採取時期 地域 PT. Ilthabi Bara Utama(IBU) H22.11 東カリマンタン PT.Bhakti Energi Persada(BEP) Wahau H22.11 東カリマンタン PT.Baramutiara Prima No1 Cinta H22.10 南スマトラ PT.Baramutiara Prima No2 Strada H22.12 南スマトラ PT Pendopo Energi Batubara H22.11 南スマトラ PT.Adaro Wara H22.10 南カリマンタン PT.Delma Mining H22.11 東カリマンタン また 表 にその試験結果を示す 全水分は 50% こえるものが多く Delima 炭鉱の 63.3% が最高であった 硫黄分は全て 1% 以下であり 灰分も 10% 以下とかなり低く 環境対しては良好な石炭と言える IBU 炭はシリカやアルミナ成分が少なく 鉄分やカルシウム分が高く灰融点が低い印象を受けた 然し 実際の融点試験では融点は 1,500 以上となった これは 鉄分やカルシウム分の割合が高すぎることが要因と考えられる 両成分は一般に融点を引き下げるが 割合が多すぎると逆に融点を上げる要因となる BEP PT.Baramutiara Prima の石炭はシリカ分とアルミニウム分が多い結果となり 灰分融点はそれぞれ 1500 を越えている Pendoko Adaro Delma の灰溶融点は 1500 以下であった 石炭の硬さに関しては全て HGI の測定値が 50 以上と大変柔らかい数値を示した 現地調査における BEP 炭は非常に固く感じられたが HGI は 85 であった 28

30 表 褐炭サンプルの試験結果 Delma 炭 29
31 2.2.3 インドネシア低品炭の生産状況と価格推移 生産量推移インドネシアの市場別石炭生産量推移は Wood Mackenzie の資料によると以下の表 に示されるように毎年増加傾向を維持している 表 市場別石炭生産量 ( 単位 : 百万トン ) 市場 2008 年 2009 年 2010 年 2011 年 ( 予測 ) 原料炭輸出 原料炭国内 一般炭輸出 一般炭国内 合計 石炭生産量の増加は主に大規模炭鉱である Adaro, Arutmin そして Kaltim Prima Coal 炭鉱等の増産に依存している 国内への石炭供給量は新規の石炭火力発電所の建設に伴い大きく増加して行くものと推測されている 2020 年までに国内供給量は 133 百万トンに達し 一方で輸出量も 274 百万トンに達するが それ以降は資源量の枯渇により石炭生産量は減少傾向を示すと予測されている インドネシアの原料炭生産量は依然少量であり 弱粘結炭や PCI から成っている 中部カリマンタンの Maruwai の生産開始に伴って 原料炭の生産量も増加すると期待されるが 生産量を増大させるには輸送インフラの整備が不可欠である インドネシアでの一般炭品位の幅は広く 瀝青炭 亜瀝青炭そして低品位炭から成っている 到着ベース (gar) での発熱量に基づいて 瀝青炭は 5,400kcal/kg 以上 亜瀝青炭は 4,500~5,400kcal/kg そして低品位炭は 4,500kcal/kg 以下としている インドネシアの瀝青炭 FOB 価格は豪州ニューキャッスルでの 6,322kcal/kg( 硫黄 0.6%adb 灰分 13-15%adb) の瀝青炭ベンチマーク価格と関係付けられている インドネシア亜瀝青炭の価格はニューキャッスル瀝青炭ベンチマーク一般炭価格から割引かれている インドネシアでベンチマークとなる亜瀝青炭の一般炭銘柄は 5,100kcal/kg(gar) の Adaro Envirocoal であり 硫黄 0.1%adb そして灰分は 2.0%adb である インドネシアの低品位炭は技術的定義では褐炭として分類されるが 国内や輸出市場においては低品位炭として取り扱われている 低品位炭の一般炭ベンチマーク銘柄は 4,140kcal/kg(gar) の Arutmin Ecocoal であり 硫黄分が 0.3%(adb) そして灰分が 5.5%(adb) である 低品位炭の生産量は 2005 年に 5.5 百万トンであったが 今後は大幅に増加することが予想される 30
32 インドネシアにおいてカリマンタン島が石炭生産の主要地である 特に 沿岸地域の炭鉱 マハカム河流域炭鉱そしてバリト河流域炭鉱が石炭輸送にバージを利用できるため 石炭生産に占める割合は非常に高い スマトラ島からの石炭生産は今後の国内炭需要や PTBA の拡大によって増加すると期待されている しかし スマトラ島ではバージ輸送に適した河川がなく 鉄道輸送や港湾などのインフラが石炭生産を拡大するために必要となる 価格推移 (1) 国際石炭価格指標インドネシアの輸出用石炭価格についての国際的な価格指標は 2007 年頃までは殆どなかった 国際的な石炭市場で取引される石炭については Barlow Jonker Index 等の価格指数があり 現状の石炭価格や価格推移が明らかになっている これらの価格指数では 一般炭で主に取引されている6000~6800 kcal/kgの瀝青炭で 主要産炭国である豪州や米国の石炭を基準とするものが多い アジア地域対象でも豪州の石炭が中心となっており インドネシア炭ではFOB Kalimantan 基準の6300kcal 5200kcal( 到着ベース総発熱量 ) が指数として設定されているのみであった インドネシアの輸出用炭は 一部の瀝青炭を除いて比較的発熱量が低いことや 5000kcal/kg 程度の亜瀝青炭の輸出量も増加してきているが 一方 豪州炭等よりも低灰分 低硫黄の特徴がある また インドネシアは 2004 年に豪州に次いで世界で 2 番目の石炭輸出国となり 一般炭だけでは世界一となったが 米国 豪州を中心とする石炭価格指数が必ずしもインドネシア炭の価格状況を反映していないことや インドネシアの石炭価格が他国で形成される市場価格に影響を受けることを避けるため インドネシア石炭鉱業協会等を中心にしてインドネシア炭独自の価格指数である Indonesian Coal Index (ICI) を設定することとし 3 種類の ICI-1(6500kcal/kg) ICI-2(5800kcal/kg) ICI-3 (5000kcal/kg) を公表した ( 発熱量は到着ベースの総発熱量 ) 価格は石炭会社 ユーザー 貿易会社等により設立された PT Coalindo Energy 社が 石炭会社 10 社 ユーザー 10 社 商社等社等からの価格情報を毎週収集し 上下 10% を除去した後に設定され さらにエネルギー関係情報の主要会社の一つである英国 Argus 社の市場情報による評価を加えて ICI として報告しており 50% の先物取引価格と 50% の実質価格から構成されている 国際市場での石炭価格は 2003 年頃から上昇し始め 2007 年の後半からは中国 インド等の需要増加を背景とした需要逼迫に加え, 輸出国の輸送インフラ制約と生産国に於ける異常気象と生産障害に伴う供給低下により価格が急騰し 日本への豪州一般炭価格は前年比 2.3 倍の 125US$/t 原料炭は 3 倍の 300US$/tという水準になった この間 インドネシアでも中国 インドからの引合いが多くなり これまであまり取引のなかった 5000kcal/kg 以下の低品位炭の取引も増加してきたことから 2008 年 7 月より ICI-4 として 4200kcal/kg の石炭の価格指数を設定し報告を始めた この ICI-4 は 現在の価格指数では最も低発熱量のものである 各 ICI の指数の設定条件を表 に示したが 31
33 ICI-4 は灰分 6% 以下 硫黄 0.4% 以下とインドネシア炭の特徴でもある良好な性状も持っ ているが 水分は 40% までと高くなっており 亜瀝青炭から褐炭の範囲の石炭が対象とな る 表 Indonesian Coal Index の銘柄性状 FOB Kalimantan グレード Timing Sulphur Ash Total Mosit. Basis Size 6,500kcal/kg In 90 ~ ~1% days 12% ~12% Panamax ~ 5,800kcal/kg ~0.8% ~18% Gross As Panamax 10% Received 5,000kcal/kg ~0.6% ~8% ~30% Panamax 4,200kcal/kg ~0.4% ~6% ~40% Tug and Barge 2009 年以降 さらに低炭化度の石炭が購入対象となりインド等へ輸出されるようになっ たことから これまで市場性が無いとされてきた 3000kcal/kg 台の低品位炭も市場に出回 るようになった このため 現在より低発熱量の石炭を ICI-5 として設定することを検討 している ICI-5 の条件は 3,400 kcal/kg (GAR), S <0.2%, Ash <4%, TM 45%-50% となっている インドネシア炭の価格推移 (Argus/Coalindo) を図 に示して いる 低品位炭である 4,200kcal/kg(gar) の FOB 価格が 2010 年 6 月以降 40US$/t 以上 で推移している 140 Monthly Average Price (U$/ton) ,500 GAR 5,800 GAR 5,000 GAR 4,200 GAR ( g / ) 0 Month Year 図 インドネシア発熱量別石炭価格推移 ( 出典 : エネルギー鉱物資源省 ) 32
34 (2)ICPR の設定方法 Indonesian Coal Price Reference(ICPR) は ICI Platts 等の4つの国際価格指標の単純平均値を基に1ヶ月ごとに設定している 基準となる石炭は 発熱量 6322kcla/kg(gar) 全水分 8% 全硫黄 0.8% 灰分 15% であり この価格を最初に設定後 これに基づいて発熱量別の8 種の標準炭の価格を算出する ICPRの設定価格等については 毎月エネルギー鉱物資源省から公表されている 表 に 8 種の標準炭銘柄と性状および 2011 年 2 月の価格を示した 2011 年 2 月の基準炭の価格は US$/t であったが 表 の標準炭 1-7 については下記の式により価格を算出する 標準炭の価格 =( 基準炭価格 K A)-(B+U) K: 標準炭発熱量 /6322* A:(100- 標準炭全水分 )/(100-8*) B:( 標準炭全硫黄 -0.8*) 3 U:( 標準炭灰分 -15*) 0.3 *: 基準炭性状の値 また 標準炭 8 については 上記の式のAを下記に変更する A:(100- 標準炭全水分 )/(100-8/FKA) FKA:(((100-8)/(100- 標準炭全水分 )) 100- 標準炭全水分 )+(100-8))/100 この式に従って Gunung Bayan I の基準価格を求めると ; 基準価格 =[127.05US$/t x(7000/6322)x {(100-10)/(100-8)}]-( )x3 (15-15) x 0.3 =137.02US$/t 表 ICPR の標準炭の性状と価格 番号 ベンチマーク銘柄炭 発熱量 (kcal/kg,gar) 全水分 (%,ar) 全硫黄 (%,ar) 灰分 (%,ar) 基準価格 (2011 年 2 月 ) 1 Gunung Bayan I 7, Prima Coal 6, Pinang , Indominco 5, IM_East 5 Melawan Coal 5, Environcoal 5, Jorong J-1 4, Ecocoal 4,
35 他の石炭については 発熱量に対応した標準炭の価格を基に 発熱量 全水分 全硫黄 灰分の各性状値を係数にした式により価格が算出され 現在インドネシア炭の60 銘柄に価格が設定されている この算出式は1 年毎に見直されることになっている また ICIでは発熱量 3,500kcal/kgの石炭について ICI-5として価格指標の設定を検討していることから ICPRも4,200kcal/kg 以下の低品位炭について標準炭の設定を準備中である 表 にインドネシア炭の60 銘柄の性状と価格を示している 発熱量が4,000kcal/kg 以下の銘柄がBorneo Indobara( 南カリマンタン ) Intitirta Premasakti( スマトラ ジャンビ ) Pesona Khatulistiwa Nusantara( 東カリマンタン ) そしてLamindo Inter Multikon の4つあり 低品位炭の市場が成り立っている 34
 35")
36 表 インドネシア炭価格参照値 ( 出典 : エネルギー鉱物資源省 ) 35
37 (3)ICPR の適用 ( ロイヤルティの設定 ) 国家歳入として徴収するロイヤルティは一般的に石炭販売価格の13.5% 相当となっているが 不当廉売によるロイヤルティ収入の減少を防ぐことが本制度の狙いの一つである 取引先との契約価格はICPRを参考に決めることとなるが 市場での契約での強制力はない しかし ICPRで設定した価格に基づいてロイヤルティが決められる 例えば 販売価格がICPRより低い場合には ICPRの価格を基準にロイヤルティが課される もし販売価格がICPRより高い場合には 販売価格の基準のロイヤルティとなる なお 税金は契約額相当で課税される このため 政府は石炭事業者から毎月 販売価格 販売量 販売先等を記載した報告書にこれらを証明する契約書等の関係書類を添付して提出を受け ICPR 制度の遵守状況を把握している 事業者が本制度の基準に違反した場合は 書面による通告 (3 回まで ) 最大 3ヶ月の出荷販売停止 (3 回以上の書面通告を受けた場合 ) 事業許可の取り消し (3ヶ月以上の出荷販売停止期間中に是正されない場合) の処分が科せられる 生産コストエネルギー鉱物資源省からインドネシア炭鉱の山元での生産コストについて表 の指標が出されている この指標はインドネシアでは標準的な剥土比 6 を想定しており 山元から石炭を輸送する前までのコストである 通常はこのコストから港までの石炭輸送費用 石炭積込費用が加算される 剥土比 6 の炭鉱ではトン当たり 24.2US$ の生産コストが試算されている 表 山元生産コスト US$/ トン 剥土 13.5 採炭 1.7 石炭運搬 ( 貯炭場まで ) 0.2 クラッシング 1.4 土地代 0.7 修復 0.2 ロイヤルティ 2 その他 4.5 計
38 第 3 章 tekmira の成型コークス製造の技術検討 3.1 tekmira 試験設備でのバインダー改善試験 試験概要 tekmira では アスファルトをバインダーとして成型コークスを製造しているが 平成 21 年度の試験結果ではその強度は十分高くはなかった その検討において 成型のバインダーを SOP( コールタールから製造された軟ピッチ ) に変更することより成型コークスの強度が改善される可能性が示された そこで 今年度 バインダーとしてアスファルトと SOP を用いて成型コークスを製造し強度を比較する試験を実施した 成型コークス製造試験は 2011 年 1 月にインドネシア Palimanan( ジャワ島ジャカルタの約 250km 東方 ) の tekmira 実験設備で実施された なお tekmira の成型コークス製造は 下記のようなプロセスにより行われている 1 石炭のチャー化粉砕した石炭を缶 ( 約 400mmφ 500mm) に充填し蓋をして 加熱する ( 成型物乾留用のトンネル炉を使用 ) 2 チャーの混練チャーをフレットミル内で加熱し 加熱したバインダーを添加してバッチ混練する 3 混練物の成型混練物を 10 分程度冷却後 シリンダーに充填して油圧で圧縮成型する 4 成型物の乾留成型物を鉄管に入れ蓋をする 鉄管を台車に乗せる (5 列 6 段 ) 台車をトンネル炉に入れ 灯油と空気を炉の両側から吹込み燃焼させて加熱する 今回 SOP をバインダーとする成型コークスの乾留試験に立会した そこで得られた知見を以下に述べる (1) チャーの混練状況 1 バインダー添加量の制御バインダー添加量の制御は 添加用容器の液面高さで添加量を制御していた 2 バインダー添加率バインダー添加率は 平成 21 年度には 15% とされていたが tekmira において検討の結果 12.5% でも得られるコークスの強度に遜色がないと判断され 今回は 12.5% とされていた なお バインダー 10% ではコークス強度が低下したとのことであった 3 バインダー加熱状況バインダー加熱は 温度制御器付きの電気加熱装置を用いていた バインダーは 150 に加熱すると言っていたが 今回 温度制御器の指示値は約 80 であった しかし 今回成型時に SOP は十分流動して添加出来る状態であった 4 チャーの加熱 37
39 フレットミルをバーナで加熱しチャーを予熱しておいてから混練する 今回の混練時には 黄煙が発生していたので 温度は少し高すぎる程度であったのではないかと考えられる 5 混練装置混練は攪拌はね 2 枚つきのフレットミル ( 約 24 rpm) を用いていた (2) 成型状況 1 冷却混練後 約 10 分間冷却してから成型する 直ちに成型すると 成型後の抜けが悪いので このようにしているとのことであった 2 成型装置成型用シリンダーに 直上のホッパーから混練物が詰められる 加圧前に シリンダー内の試料を手で押込んでからさらに混練物を加え 水を添加する その後加圧する 3 成型圧力成型は 油圧プレスにより加圧して行う ゲージ圧 150 kg/cm 2 であった ただし ゼロ点で 20 kg/cm 2 の表示なので 正味 130 kg/cm 2 かと考えられる 4 抜取り成型テーブルを回転し 次のシリンダーを加圧するが その時に抜取り用ピストンで自動的に前のシリンダーの成型物が抜かれる 5 成型物強度成型物を 1m の高さからコンクリートの床に落下してみたが破損しなかった 前日成型したものでも破損しなかった (3) 乾留状況 1 炉への成型炭の充填成型炭を円筒形の軸を水平にして鉄管に入れる 鉄管を台車に乗せる 5 列 6 段 ただし 最下段は空だった 2 加熱灯油と空気を側壁から吹込んで加熱する 片側 5 バーナー 2 面 石炭燃焼炉があった 当初 この炉の石炭燃焼ガスで加熱しようとしたが スラッギングのため使用していない 灯油加熱に変更した 3 排煙煙突引圧が不足のため 前後の扉を少し開いたままで乾留する 従って 黒煙が漏れる 4 乾留後試料成型物を入れた鉄管の蓋の取れたものは 管の端の成型物は灰が多い 蓋がとれ 38
40 てないものは見たところ灰化はない 成型コークスの径は 100~101mm 程度で 乾留中に 2~3% 程度収縮している (4) 成型物温度の測定今回 成型物に熱電対を埋込み 乾留中の温度の測定を試みた ( 平成 23 年 1 月 24 日 ) その経過を以下に述べる 1 チャー成型物は事前に製造してあった 2 成型物にドリルで穴を開け 1mmφの K 型シース熱電対を埋込んだ 成型物は 103mmφ 90mm 前後の円筒形 その側面に深さ約 50mm の穴をあけた また 穴付近の表面にも熱電対を 1 本取付けて 針金で固定した その状況を図 に示す 3 測温点炉内温度 : トンネル炉側面に測温用の穴が 6 箇所あり その #2~#5 の 4 点を測定した ( 途中で #4 は #6 に振替えられた ) 測温位置は炉の側壁と鉄管の間である 熱電対を記録計に接続して測温した 成型炭 : 上記 2 点測定 ( 表面と中心 ) 測温点 4 と 5 の中間の 左炉壁側 上か 2 段目の鉄管に成型物を入れた シース熱電対をデジタル温度計に接続して測温した 4 記録記録計はチャート紙がなく またデジタル温度計も記録は出来ないため 指示値を定期的に筆録 5 11 時点火開始 片側 5 バーナー 2 面 6 11:15 後側扉より 黄色の煙が出始めた バインダーが分解し始めたと思われる 7 煙突のドラフトが不足のため 前後の扉を少し開いたままで乾留 黒煙が漏れる 8 測温データ炉温より成型炭の方が高温になっている 記録計とデジタル温度計の熱電対をつなぎ替えてみたが 同じ温度を示すので 計測上の問題ではない 9 乾留中 前後の扉から黒煙が出続ける 10 1:30 バーナ消火 加熱時間約 14.5 時間 39



41 a. 成型物に孔をあけたドリル b. 熱電対を埋込んだ成型物を鉄管に入れているところ c. 成型物に埋込んだ熱電対を鉄管から出しているところ 図 成型物へのシース熱電対埋込み 40
42 測温結果を図 に示す 成型物の温度は炉内温度が 800 以下である乾留初期に 900 以上に上昇している 空気が侵入し発生ガスが燃焼して温度が上昇した可能性がある 熱電対を通すために 鉄管に孔をあけていたので そこから空気が侵入したことが考えられる また 乾留初期から成型物の表面と中心の温度差が殆どない 従って 成型物に埋込んでいた熱電対が表面付近まで抜け出ていた可能性が高い シース熱電対が直径 1mm であったのに対し 孔あけに使用したドリルが径 2mm 程度と太かったので 熱電対は抜けやすい状態であった 乾留末期に成型物温度が低下しているのは ガス発生が少なくなり 燃焼ガスの温度が低下したためである可能性がある 乾留中期には 1000 近い温度が測定されているが 成型物の温度がそこまで上昇していたのではなく ガス温度が測定されていたのではないかと考えられる 炉内温度は 最終的に 900 前後まで上昇している この温度は 成型物を入れた鉄管の外のガス温度である 鉄管の中には空気は殆ど侵入していないと考えられ 発生ガスの燃焼による温度上昇はなかったものと考えられる 従って 成型物の到達温度は最高でもこの温度以下であると推定される バーナ 12 本 成型炭 扉 扉 T2 T3 T4 T6 Temperature ( C) T2 T3 T4 T6 Briquette surface Briquette center Time (h) 図 炉内および成型物温度の推移 41

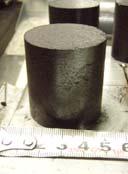
43 3.1.2 鋳物用コークスとしての品質評価 (1) 試料 tekmira で製造された以下の試料を入手し評価した 1 アスファルト成型コークス ( アスファルトをバインダーとして成型し乾留された成型コークス ) 2 SOP 成型コークス (SOP をバインダーとして成型し乾留された成型コークス ) 成型コークスは いずれも チャーを円筒形に成型したものを公称約 900 で乾留したもので 直径約 101mm 高さ 70~100 mm の円筒形ものである 外観を図 に示す tekmira 成型コークスの原料であるチャーは 成型コークス乾留に用いた炉により低石炭化度炭を公称約 900 で炭化したものである 低石炭化度炭としては アダロ炭に類似した石炭を使用したとされている 図 アスファルト成型コークス 42
 を用いて推定すると コークス温度は 800 以上になっていた可能性がある 反応性指数は 原料が低石炭化度炭であるため いずれも高い コークス強度は アスファルト成型コークスの方が SOP 成型コークスよりむしろ高い 43")
44 図 SOP 成型コークス (2) 試験項目下記の項目について分析 試験を実施した 1 工業分析 全硫黄 (JIS M8812, JIS M8813) 2 落下強度指数 (JIS K2151) 3 ドラム強度指数 (JIS K2151) 4 反応性指数 (JIS K2151) (3) 試験結果試験結果を表 に示す 工業分析の灰分が両者で大きく異なっている SOP 成型コークスは 21 年度の分析値に近いが アスファルト成型コークスは大幅に高い灰分となっており 原料が異なっている可能性がある 揮発分はSOP 成型コークスについては 1.5% と低くなっている この値から図 の関係 1) を用いて推定すると コークス温度は 800 以上になっていた可能性がある 反応性指数は 原料が低石炭化度炭であるため いずれも高い コークス強度は アスファルト成型コークスの方が SOP 成型コークスよりむしろ高い 43
45 結果になった 原料条件 ( 粒度 チャー化温度など ) 成型条件や乾留条件が相違していて いなかったか 検討する必要がある なお 原料の粒度やチャー化温度などは コークス 強度改善のための今後の検討課題でもある 表 成型コークスの試験結果 アスファルト成型コークス SOP 成型コークス 工業分析と全硫黄 ( 無水ベース ) 灰分 (%) 揮発分 (%) 全硫黄 (%) 落下強度指数 SI 4 50 (-) SI 4 25 (-) ドラム強度指数 30 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 反応性指数 ReI (JIS K2151) (-)
46 図 乾留温度と揮発分および真比重の関係 1) まとめ (1) 成型用バインダーを従来のアスファルトから SOP に変更したが コークス強度は改善されなかった 成型条件や乾留条件を検討する必要がある (2) 今後の展開としては コークス強度改善のために 原料の粒度 チャー化温度などを検討する必要がある 文献 1) 西岡邦彦, 井上恵三, 三浦潔, セミコークス化過程におけるコークス性状挙動, 燃料協会誌 68, 138,

47 3.1.3 シャフト炉式ガス化溶融炉用コークスとしての品質調査 (1) シャフト炉式ガス化溶融炉について 1プロセス概要ごみ処理方式の一つであるガス化溶融方式は 廃棄物を熱分解 ガス化させた後高温燃焼させ 廃棄物中の灰分を溶融 再資源化する方式であり ガス燃焼からの熱エネルギー回収率を向上させるとともに 従来焼却残渣として最終処分していたごみ中の灰分をスラグ メタルとして回収し 再資源化できる ガス化溶融プロセスは, その熱分解方法の違いなどにより 1シャフト炉式 2 流動床式 3キルン式 4ガス改質式 の 4 方式に分類される この中で, 新日鉄エンジニアリングの直接溶融 資源化システムは, シャフト炉式ガス化溶融炉に位置づけられ, 熱分解 ガス化と溶融を単一の炉で達成することが特徴である 図 に直接溶融 資源化システムの全体フローを示す システムの中核をなすシャフト炉式ガス化溶融炉は 溶融熱源および還元剤としてのコークスと スラグの塩基度調整材として石灰石を使用し, 溶融炉の炉頂より廃棄物とともに装入する 図 直接溶融 資源化システム全体フロー シャフト炉内は上部から乾燥 予熱帯 ( 約 300 ), 熱分解 ガス化帯 (300~1000 ) 燃焼帯 (1000 ~1700 ), 溶融帯 (1700 ~1800 ) に区分される ( 図 参照 ) 乾燥 予熱帯では廃棄物が熱せられ 通常の都市ごみではごみ中に約 50% 含まれる水分が炉底下部より供給される燃焼分解ガスにより乾燥 蒸発される 乾燥した廃棄物は次第に降下し 熱分解 ガス化帯において可燃分がガス化される この熱分解ガスは, 炉上部から排出される 廃棄物と共に装入されたコークスは 炉下部に数段設置し 46
48 ガス化 高温た羽口と呼ばれる送風ノズルより 廃棄物 吹き込まれた酸素富化空気により高温燃焼し 炉下部に高温火格子 コークス石灰石 を形成することにより 還元雰囲 気の形成と廃棄物中灰分の安定溶 融を実現している 廃棄物の灰分 溶( 約 300 ~1000 ) 融室で高温燃焼することで, 可燃性空気一燃焼帯体ガス, タール, ダスト分を完全分空気 +O2 ( 約 1000 ~1700 ) 型ガス燃焼 エネルギー回収 の溶融により生成したスラグ メ乾燥 予熱帯タルは炉下部の出湯口から定期的 ( 約 300 ~400 ) に排出する ガス化溶融炉から発 抑制させる 燃焼ガスは, 廃熱ボ ( 約 1700 ~1800 ) 生した熱分解ガスは 後段の燃焼 熱分解ガス化帯 解させ ダイオキシン類の発生を 溶融帯 イラで熱回収 ( 一般的蒸気仕様 : 3~4MPa,300~400 ) し 発生した蒸気は蒸気タービン発電機 溶融物 ( スラグ メタル ) 図 シャフト炉式ガス化溶融 にて発電し 場内の電力供給および余剰電力を外部に売電している 一方 廃熱回収後 の排ガスは 排ガス処理設備により塩化水素 (HCl), 窒素酸化物 (NOx) などを除去 ( 一 般的な乾式排ガス処理 :HCl 30ppm,NOx 50ppm 以下 ) し, クリーンな排ガス としたのち大気放散される 2ガス化溶融炉におけるコークスの役割シャフト炉式ガス化溶融炉では 酸素富化した空気を溶融炉下部から単段で送風し コークスを高温燃焼させて炉下部に高温火格子を形成させる コークスの燃焼熱は 不燃物や灰分の溶融熱源として供するとともに 炉上部でのごみの乾燥や熱分解に必要な熱を賄っている また溶融炉下部にコークスによる高温還元雰囲気を形成することから, ごみ中の低沸点重金属 ( 鉛など ) は, スラグより揮発し 溶融飛灰へ移行する そのため スラグ中の重金属類含有量が小さいというメリットを持つ ガス化溶融炉用コークスは 基本的には高炉用コークスと同等機能を必要とするが その強度に関しては 必ずしも高炉用程の機能を必要としない これはガス化溶融炉を高炉と比較した場合 1 炉内充填物がごみであり 充填高さも高炉に対して相対的に低いため 充填荷重が高炉と比較して著しく低いこと 2ガス化溶融炉内の羽口前においては 高炉内の様なレースウェイが形成されないこと の2 点の相違がある為である 47

 され 水分及び揮発分が除去される か焼には 本乾留用のトンネル炉を流用し")

49 (2)tekMIRA コークス評価 1tekMIRA プロセス概要亜瀝青炭 あるいは褐炭を原料とするため 石炭をか焼してチャー化した後に粉砕する バインダーとしてアスファルトピッチ ( 以下 ASP) を 15% 混練した後に成型し 成型品を円筒カセット内に充填し カセットごとトンネル炉にて加熱し乾留を行う バインダー 石炭 か焼 粉砕 混練 成形 乾留 成型コークス 図 tekmira 成型コークス製造フロー 2 工程詳細 a. か焼工程使用する石炭は Wara 炭で 褐炭と言うよりはむしろ亜瀝青炭に近い品質である 石炭はまずか焼 (=チャー化) され 水分及び揮発分が除去される か焼には 本乾留用のトンネル炉を流用し ガロン缶に石炭を充填し蓋をして炉内に挿入 灯油バーナで炉内温度を 6hrs で 900 まで上昇させることで行う 温度上昇後は バーナを消火し 自然冷却する 昇温パターンを下図に示す か焼により 揮発分は 41 10% 弱まで低減する 図 チャーか焼昇温曲線写真 1 か焼チャー b. 前処理 混練工程か焼により製造されたチャーは ハンマーミル ジョークラッシャーで粉砕される 粉砕されたチャーは バインダーを添加 混練する バインダー添加割合は ASP の場合で 内数 12.5% バインダーはバーナで昇温(ASP200 SOP150 ) したのち 液状となったところで石炭に添加され 撹拌羽根及び混練用ローラーのついた混練機で撹拌混練される 混練時間は約 30 分 混練炭はシートに広げ 約 10 分程度自 48

 c.")




50 然冷却させる 写真 2: 粉砕機 写真 3: 混練機全景 写真 2: 粉砕機 写真 4: 混練機拡大 ( 混練部 ) 写真 5: 混練機拡大 ( 混練用ローラー ) c. 成型工程冷却後 成型機で成型する 成型機はダブルロールのブリケット成型機と スタンプ式プレス成型機の 2 種類あり 求める大きさにより使い分けている 今回はプレス成型機で製造した成型炭を供与して貰い 評価を実施した プレス成型機での成型炭は基本大きさφ100 高さ 90 の円柱状であり 成型圧力は 150kgf であった 写真 6: プレス成型機 写真 7: プレス成型作業 49


 の25 筒で1 基のカードルを形成し 台車の上に載った状態で 炉内に装入される 写真 10: 円筒形カセット 写真")
 灯油バーナが設置されている 灯油量 空気量は手動で調整し 流量計はない")
51 写真 8: ブリケット成型機写真 9: 成型品 ( 左プレス 右ブリケット ) d. 乾留工程設備としては か焼と同じトンネル炉を使用する 円筒型カセットのカードルに 成型炭を充填し トンネル炉内に入れる カセットは蓋ができる構造となっており ( 内部ガスが抜けるように数ミリの穴あり ) 灯油バーナ燃焼ガスにより間接加熱される 最初 成型炭をそのまま炉内に入れたところ 燃え尽きたため 現在の構造になったとのことであった 円筒カセットは成型炭に比べて大きく カセットにより膨らみを防止しているわけではない ( プレス成型炭 φ100<カセット直径 φ130) カセットは5 5 段 ( 最下段は空段 ) の25 筒で1 基のカードルを形成し 台車の上に載った状態で 炉内に装入される 写真 10: 円筒形カセット 写真 11: カセット拡大 蓋 トンネル炉は全長 12m 程度 入口 出口に扉のついた鉄皮構造に耐火煉瓦内張りしたもので両サイドに均等間隔で 6 本ずつ ( 計 12 本 ) 灯油バーナが設置されている 灯油量 空気量は手動で調整し 流量計はない 炉内温度管理は熱電対を試験時に側面から数か所差し込み ペンレコーダーで温度データ採取しているが 炉内温度はあくまで雰囲気温度で カセット内温度ではない 50


52 写真 12: トンネル炉全景 写真 13: トンネル炉入口 乾留温度パターンについて 基本的な昇温カーブは 6hr で 900 まで昇温 6hr 保定 消火し 12hr 程度で自然冷却となっている ただ昇温スピード他 カーブを細かく制御しているわけではなく あくまで出たなりの結果である模様 今回 乾留工程に立ち会い昇温カーブを記録した結果を以下に示す (T は熱電対 ) バーナ 12 本 成型炭 扉 扉 T2 T3 T4 T6 図 トンネル炉概略図 T2 T3 T4 T6 成型炭表面成型炭中心 経過時間 hr 図 乾留昇温パターン ( 測定データ ) 51
 は 熱やタールを回収することなく")

53 点火直後から温度は急激に上昇し 3 時間程度で 800 に到達していた 成型コークスの乾留では ふくらみ等防止のために 昇温速度を緩速にする必要があるが 本フローにおいては揮発分が少なく ふくらみの懸念も少ないチャーだから問題ない模様であった 着火 消火までの時間は 14.5hr また炉内雰囲気温度は熱電対により大きく異なるが 一番上がりの遅い T3 を正としても最終到達温度は 1000 近くであった カセット内部の温度を把握するために カセットに穴をあけ 熱電対を差し込んでの内部温度測定を試みたが 穴より外部酸素がカセット内に流入し燃焼した結果 正確な温度を把握するには至らなかった 排ガス ( バーナ燃焼ガス+ 乾留ガス ) は 熱やタールを回収することなく 煙突より放散している 煙突根元は若干太くなっており そこで焚火をすることでフレアスタックとしていた 煙突は低くドラフトもそれほど効かない為 炉内は正圧 = 内部ガスが外に大量に漏れている状況であった 加えて着火後 全体に火を回すため 扉を開けたまましばらく置き 煙突だけでなく 扉からも排ガスを出し辺り一面黒煙が充満した 排ガス処理に関しては 改善の必要がある 3tekMIRA コークス評価 a. 評価サンプルについて今回評価は ASP バインダー成型コークス SOP バインダー成型コークスの 2 種類につき行った また成型方式はプレス成型品につき行った サンプル写真を以下に示す 写真 14:ASP バインダー成型コークス 写真 15:ASP バインダー成型コークス 外観は径 100mm 高さ 90mm の円柱型で 見た目には ASP 品 SOP 品とも一部ヒビ等ある以外は 原型を留めていた 内部を切り出し断面を観察してもほぼ同等であったが ASP 品と比較し SOP 品の方が若干構成粒子が粗い印象であった また双方とも粒子がコークス化し一体化している様子は無く 手でこするとボロボロ粒子がはげ落ちる状態であった 52
 wt.%,dry 2.88 8.16 6.09 7.98 5.01 10.38 11.16 揮発分 (VM) wt.%,dry 50.34 9.88 17.64 21.48 1.49 2.51 0.76 総発熱量 Cal/g,dry 7620 7240 7020 炭素 (C) wt.%,dry 72.")
 wt.%,dry 3.52 2.86 3.72 4.33 0.22 塩素 (Cl) wt.%,dry 0.01 0.01 0.02 0.03 0.01 tekmira コークスの揮発分は SOP 品 ASP 品それぞれ 1.49 2.")
54 写真 16:SOP バインダー成型コークス 写真 17:SOP バインダー成型コークス b. 分析結果今回サンプル ( 原料石炭 石炭チャー SOP 及び ASP 成型炭 SOP 及び ASP 成型コークス 比較用として 高炉コークス ) の分析結果を以下にまとめた b-1 工業分析 成分分析工業分析 成分分析の結果を示す 表 工業分析 成分分析結果 分析項目 単位 石炭 石炭チャー 成形炭 成形炭 成形コークス成形コークス 高炉 SOPハ インタ ー ASPハ インタ ー SOPハ インタ ー ASPハ インタ ー コークス 基本分析水分 (IM) wt.% 灰分 (Ash) wt.%,dry 揮発分 (VM) wt.%,dry 総発熱量 Cal/g,dry 炭素 (C) wt.%,dry 水素 (H) wt.%,dry 窒素 (N) wt.%,dry 酸素 (O) wt.%,dry 硫黄 (S) wt.%,dry 灰中硫黄 ( 灰中 S) wt.%,dry 塩素 (Cl) wt.%,dry tekmira コークスの揮発分は SOP 品 ASP 品それぞれ % で 高炉コークスと比較して高く 乾留温度が低い可能性がある 炉内温度の測定値は 1000 近くに到達しているが 1 測定値がフレーム温度を計測している 2 成型炭は金属パイプの内側にあり 成型炭到達温度は雰囲気よりも低いことから 実際の成型炭到達温度は 800~900 程度と推察される 成型コークスの SOP 品と ASP 品とも 灰分がそれぞれ % と高炉コークスと同等以下であった SOP 品と ASP 品の相違は原料石炭配合が多少異なって 53
55 いることに起因すると考えられるが 詳細は不明 発熱量は高炉コークスと同等以上であった b-2 比表面積について 比表面積の分析結果を以下に示す 表 : 比表面積分析結果 成形コークス 成形コークス 高炉 SOPハ インタ ー ASPハ インタ ー コークス 比表面積 m2 /g 高炉コークスと比較して 成型コークスは 8~10 倍程度比表面積が大きく ガス との反応性が高いと考えられる b-3 SI 試験 表 を参照 c. 加熱後圧壊強度評価結果 c-1 加熱後圧壊強度評価概要溶融炉用コークスは 炉底で安定に高温火格子を形成する機能が求められることから その熱間での強度が重要になる その為 溶融炉用コークスとしての性能評価指標として 評価対象を高温酸化雰囲気に一定時間暴露した後の圧壊強度を測定する c-2 強度評価手順強度評価手順は以下 1 対象の形状 大きさ調整 ( 適宜 ) 2マッフル炉にて min 加熱 ( 空気雰囲気 ) 3N2 雰囲気にて冷却 4 油圧ジャッキで圧壊強度測定 54

![3-3 成型コークス強度評価結果 見掛密度 加熱後重量 加熱減量 圧壊強度 [-] [g] [%] [N] SOP1 0.](/docs-images/66/54548314/images/56-1.jpg "98 69.7 9% 1960 SOP2 0.87 62.4 9% 915 SOP3 0.94 63.")


56 写真 18: 成型コークス切出し後 写真 19: 加熱用マッフル炉 写真 20: 油圧ジャッキ 写真 21: 圧壊強度測定状況 c-3 強度評価結果成型コークス SOP ASP 品の強度評価結果を以下に示す 表 成型コークス強度評価結果 見掛密度 加熱後重量 加熱減量 圧壊強度 [-] [g] [%] [N] SOP % 1960 SOP % 915 SOP % 1241 SOP 品平均 % 1372 ASP % 980 ASP % 735 ASP % 1127 ASP 品平均 % 947 高炉コークス 6200 SOP 品は 1372N ASP 品は 947N であり 高炉コークスの 6200N と比較すると大幅に低い 最終的な溶融炉での使用可否は パイロットプラントにおける使用試験による確認が必要だが 現状の tekmira 成型コークスは溶融炉のコークス代 55
57 替品として使用できる可能性が低いと考えられた d. 強度改善の探索 tekmira 成型コークスはバインダーをアスファルトから SOP に変更したことで若干強度改善されたものの 溶融炉用コークスとして利用するには 更なる強度の改善が必要である 強度改善のポイントとして下記二点が考えられる 1か焼温度の低温化石炭をか焼 チャー化する際 現状 900 まで昇温しており 石炭中揮発分を過剰に揮発させている結果 石炭に含まれるバインダー成分が完全に失われ 結果的に成型コークスの強度が低下していると考えられる またチャー化により石炭自身が完全に硬化することも 成型性の悪化や成型コークスの強度低下を招いている可能性がある か焼温度を 400 程度まで低温化させることで バインダー成分をある程度残留させ 更に石炭の硬化を抑えることで 成型後の乾留段階での強度向上を図る 2 乾留温度パターン最適化乾留温度は 測定値こそ 1000 近くまで上昇しているが カセット内の成型炭温度は 850~900 程度だと考えられる 乾留温度を更にアップし 成型炭到達温度を 900 以上とすることで コークス化による強度アップが図れると考えられる 一方 か焼温度を低温化させることで成型炭揮発分は多くなり 乾留段階でのガス発生量は増加することが予想される ガス発生による成型炭の膨張とそれに伴う割れを防ぐために 400 ~600 近傍の昇温は緩慢にすることも必要となる (3) まとめ 1 溶融炉用コークスとして tekmira プロセスで製作した成型コークスを評価 2 各種分析や加熱後圧壊強度を評価した結果 成型コークスは高炉用コークスと比較して 反応性が高く 冷間強度が低い SOP 品 ASP 品とも加熱後圧壊強度が低く 現状のままでは溶融炉用コ-クスとしての使用は難しい 3 強度改善方法として か焼温度の低温化 乾留温度パターンの最適化の2 点が考えられる 56
")
58 3.2 成型コークスの品質改善検討 製造条件の追加検討 (1) か焼温度最適化検討 1 試験概要 3.1.3(2) の tekmira コークス評価では 石炭の事前乾留 ( か焼 ) を 900 で実施している この温度を低下させることで 石炭のタール分を一部残存させ それらがバインダー成分として働くことで成型コークス強度を改善できる可能性が考えられる 本項では 成型コークスの強度が最も高くなる か焼温度の最適点を探索することを目的として試験を行った 原料石炭としては Adaro 炭を使用した 2 試験方法石炭を種々の温度までか焼したのち バインダーと混練し φ40mm の円柱形タブレットを成型 乾留 圧潰強度を測定することで成型コークスの評価を行った 試験の流れを以下に示す 石炭前処理: 天日乾燥したのち 粒径 3mm 以下まで粉砕 石炭か焼: 乾燥 粉砕した石炭を電気炉で乾留 分析 石炭成型: バインダー SOP と 3 分間混練後 プレス機でタブレット成型 成型品乾留: 成型したタブレットを電気炉で乾留 加熱後圧潰強度 乾留したタブレットの分析 a. か焼手順検討条件はか焼無し 乾留最高到達温度 300~600 を 50 刻み 900 の計 9 条件で実施した 昇温速度は 100 /h とし 乾留最高到達温度に達した後 3h 保定した ( 図 に示す昇温パターン ) か焼する石炭量は 1 バッチで 3kg とし 電気炉にて鉄の箱に薄く広げる形で実施した ( 図 3.2-2) またか焼雰囲気は不活性(= 窒素 ) 雰囲気にて実施した 温度 [ ] 時間 [hr] 図 か焼の昇温パターン 図 か焼の様子 57
 を 160")



![成型後のタブレット 雰囲気温度 [ ] 1000 800 600 400 200](/docs-images/66/54548314/images/59-4.jpg "0 0 2 4 6 8 10 経過時間 [h] 図 3.2.1-7 タブレット乾留時の昇温パターン 図 3.")
59 b. 混練 成型 か焼した石炭を恒温槽に入れ 約 100 程度に昇温する 昇温した石炭 500g と SOP40g( 外数で 8%) を 160 に設定したオイルバスの中に投入し ハンドミキサーを用いて 3 分間混練する 図 3.2-3に混練時の様子 図 3.2-4に混練物の様子を示した 混練物をダイスにすりきり一杯投入し 100kN で加圧したのち 1 分間保持することでφ 40mm のタブレットに成型する 図 3.2-5に成型時の様子 図 3.2-6に成型したタブレットを示した 図 混練の様子 図 混練物の様子 図 成型時の様子 図 成型後のタブレット 雰囲気温度 [ ] 経過時間 [h] 図 タブレット乾留時の昇温パターン 図 乾留後のタブレット 58
60 c. 乾留 圧潰強度測定 成型したタブレットを電気炉に入れ 図 3.2-7に示す昇温パターン (900 まで 9 時間で昇温 ) で乾留する 乾留後のタブレット( 図 3.2-8) を空気雰囲気中 1000 で 30 分間加熱し 冷却後の圧潰強度を測定する 3 試験結果 a. か焼石炭の分析結果か焼石炭の揮発分 成分分析結果を表 に か焼温度と揮発分割合の相関を図 3.2-9に Adaro 炭の TG 分析結果を図 に示す 乾留温度 300~600 の間で揮発分が大幅に減少しており 主に酸素が減少していくことがわかる TG 曲線では 2 段階の減量が見られ 第一段階 (~100 ) では水分が 第二段階 (300 以降 ) では揮発分が揮発していくものと考えられる また 表 に か焼炭のジラトメーター膨張性試験 ボタン指数 比表面積 全細孔容積 平均細孔直径の分析結果を示す この結果から Adaro 炭はほとんど収縮 膨張せず 粘結性もほぼ無いものと言える また か焼温度を高くするほど細孔が増え 比表面積が大きくなることが分かる 表 か焼石炭の揮発分 成分分析結果 か焼温度か焼歩留揮発分 C H N O [ ] [%] [dry wt%] [dry wt%] [dry wt%] [dry wt%] [dry wt%] 揮発分割合 [dry wt%] か焼温度 [ ] 図 か焼温度とタブレット揮発分割合の相関 重量減少率 (wt%) 約 17.3wt% 約 28.0wt% 約 15.8wt% 温度 ( ) Adaro 炭の TG 曲線
61 表 か焼炭の膨張性試験 ボタン指数 比表面積 全細孔容積 平均細孔直径分析結果 か焼温度 単位 か焼なし ジラトメーター膨張性試験軟化開始温度 (SPT) 最大収縮温度 (Max-C) 最大収縮率 (Max-C) % 収縮膨張無収縮膨張無収縮膨張無最大膨張温度 (Max-D) 500 以降 500 以降 500 以降最大膨張率 (Max-D) % 収縮続行収縮続行収縮続行全膨張率 (TD) % ボタン指数比表面積全細孔容積平均細孔直径 m2/g cc/g A 表 か焼温度を変更してのタブレット試験結果一覧 か焼温度 乾留後乾留後加熱後歩留体積膨張率圧潰強度 [ ] [%] [%] [N] < < < 加熱後圧壊強度 [N] 加熱後圧壊強度 [N] 定量下限 500 か焼なし か焼温度 [ ] 図 か焼温度と加熱後圧潰強度の相関 定量下限 石炭中の揮発分 [%] 図 揮発分と加熱後圧潰強度の相関 b. タブレット試験結果タブレット試験結果の一覧を表 に か焼温度と加熱後圧潰強度の相関を図 に 揮発分と加熱後圧潰強度の相関を図 に示した か焼温度低下による強度改善はみられなかった か焼温度は高いほどよく 900 が最もタブレットの強度が高かった 60









62 か焼温度 か焼なし 成型品 乾留品 図 各か焼条件での成型後と乾留後のタブレット 61
63 600 もほぼ同等であり 600 以下になると急速に強度が低下する この温度域ではか焼により揮発分が大きく変化するため これが乾留後の強度に影響を与えている可能性が高い 各か焼温度条件でのタブレット成型品と乾留品の写真を図 に示す か焼温度が高いほどひび割れが少なく きれいな成型コークスとなっている様子がみられる 高炉用コークスの圧潰強度が約 6200N であるのに対し 本試験では高々 2500N にとどまったことから か焼の昇温パターンや圧力等 条件を変更しての改善可能性を引き続き探索する必要がある (2) バインダー量変更試験 1 試験概要か焼温度最適化においては 成型コークス強度の改善は見られなかった 本項では バインダーの SOP 量を増量しての成型コークス強度評価を実施し バインダー増量による強度改善の可否を確認した 2 試験条件評価方法は (1) と同様にタブレット試験により行った 試験条件は下記の通りである 使用石炭:Adaro600 か焼品および Adaro900 か焼品 バインダー種:SOP バインダー配合割合: 外数で 8,10,12,15% の 4 条件 3 試験結果 表 に試験結果一覧を 図 に SOP 添加割合と加熱後圧潰強度の相 関を示す SOP の添加量が多いほど見掛嵩密度とともに強度が上昇し SOP 添加率 12% で加熱後圧潰強度はほぼ高炉コークス並みの強度を発現する結果となった また か焼温 度 600 と 900 ではほとんど差があらわれなか 表 バインダー量変更試験結果一覧 った また 図 に各条件での Adaro タブレットの成型品と乾留品の写真を adaro バインダー成型後見掛加熱後か焼温度割合嵩密度圧潰強度 示す 乾留品の表面にはひび割れ等はほとんどみられず どの条件でもきれ [ ] [%] 8 [g/cc] 1.03 [N] 2377 いな成型コークスが得られた 図 に 600 か焼品の SOP 添加量増量サンプルの表面観察 写真を示す














64 加熱後圧潰強度 [N] Adaro adaroか焼温度 高炉用コークス強度 SOP 割合 [%] 図 SOP 添加割合と加熱後圧潰強度の相関 か焼温度 SOP 割合 8% 10% 12% 15% 成型品 600 乾留品 成型品 900 乾留品 図 各 SOP 添加割合での成型後と乾留後のタブレット 63


65 SOP 添加なしの場合 石炭の表面はポーラスな部分が多くみられるが SOP の添加割合を増加していくにつれ石炭の表面が徐々にコーティングされていく様子が観察できる 比表面積分析の結果 か焼なしの石炭の比表面積はおよそ 2m 2 /g であるのに対し Adaro600 か焼品は 25m 2 /g 900 か焼品は 37m 2 /g となった ( 表 ) このことからも か焼炭はポーラスで比表面積が大きく より多くの SOP が必要になるものと考えられる SOP なし SOP8% SOP12% SOP15% 図 SOP 添加量増加による石炭表面の変化の様子 ( 上段は 300 倍 下段は 1500 倍 ) (3) 粘結炭配合試験 1 試験概要バインダーの添加量を増量することで 強度が高くなり高炉使用可能強度の成型コークスを作る可能性が見い出せた しかしバインダーとして使用している SOP は高価であり またインドネシアでの入手は非常に困難と考えられる ここでは 低品位炭に一部インドネシアの粘結炭を混合し 粘結炭を一部補てんすることでバインダー使用量の削減を狙った 2 試験条件評価方法は (1) と同様にタブレット試験により行った 試験条件は下記の通りである 使用石炭:Adaro600 か焼品 Tuhup 炭 MGM 炭の 3 種類 ( 表 に使用した粘結炭の分析値一覧を示す ) バインダー種:SOP 64
66 工業分析 ( 無水ベース ) 表 石炭分析値一覧 Adaro adaro Adaro adaro 乾留乾留 MGM Tuhup 恒湿水分 % Ash % VM % TS % 元素分析 ( 無水無灰ベース ) C % H % N % S % O % H/C O/C 微細組織成分及び反射率 ビトリニット vol% エクジニット vol% イナーチニット vol% 4.9 トータルイナート vol% Ro( 平均反射率 ) % 流動性 ( ギーセラープラストメータ法 ) 軟化開始温度 測定不能 最高流動度温度 測定不能 固化温度 測定不能 Log10( 最高流動度 /ddpm) - 測定不能 膨張性 ( ジラトメータ法 ) 軟化開始温度 最大収縮温度 最大膨張温度 収縮続行 収縮率 % 膨張率 % 収縮続行 全膨張率 % 収縮続行 CSN( るつぼ膨張指数 ) HGI 総発熱量 ( 無水無灰ベース ) cal/g 灰組成 SiO2 % Al2O3 % CaO % Fe2O3 % K2O % Na2O % MnO % MgO % TiO2 % P2O5 % SO3 %
67 PTN1 PTN2 温度 [ ] 温度 [ ] 時間 [min] 時間 [min] 図 乾留時の昇温パターン (PTN) 表 配合条件一覧 条件番号 Adaro adaro 600 か焼品 MGM 炭 Tuhup 炭 adaroのみ Adaro のみ 粘結炭配合 SOP 比率低減試験 配合条件 SOP ( 外数 ) バインダー配合割合: 外数で 6,8,10% の 3 条件 乾留時の昇温パターン: 緩速昇温と初期急速昇温の 2 パターン ( 図 ) 配合条件: 表 の配合条件一覧に示す配合条件 3 強度評価結果表 に SOP10% で固定しての試験結果一覧を 図 に成型後と乾留後の写真を示す 粘結炭を配合すると 乾留後のひび割れが多くなり タブレットの高さ方向中央部付近での膨れが目立つ ( 樽型になる ) MGM 炭は配合比率に関わらず 強度の増加がみられなかった 一方 Tuhup 炭を配合した場合 配合比率 10% において乾留後のタブレットの膨れ割れが無くなり 大幅に強度改善がみられた 配合比率 20% では 緩速 66

 体積膨張率 条件")
![配合条件 [%] 乾留 強度 番号 Adaro PTN MGM Tuhup [%] (600 か焼品](/docs-images/66/54548314/images/68-3.jpg ") [%] [N] 1 100 10 1 85.")




68 昇温では強度が低いが 初期急速昇温で強度が大幅に増加した 初期急速昇温することで まず外殻に硬い層が形成され その後の膨張による膨れ割れを抑えられたため 粘結炭が本来の粘結性能を発揮し強度が改善されたと考えられた 表 SOP 配合割合 10% での試験結果一覧 SOP 割合 ( 外数 ) 体積膨張率 条件 配合条件 [%] 乾留 強度 番号 Adaro PTN MGM Tuhup [%] (600 か焼品 ) [%] [N] 条件番号 成型後 PTN1 乾留後 PTN2 図 SOP10% 固定条件でのサンプル写真 上記結果を踏まえ Tuhup 炭の配合比率 10,20% において SOP 量を低減しての試験を実施した結果を表 表 3.2-9に 図 にサンプルの写真を示す SOP 配合割合を減らすと強度が低下する傾向となったが Tuhup 炭配合率 10%,SOP8% で急速昇温する条件では強度が約 7500N となり 高炉用コークス強度 6200N を上回った 67

![体積配合条件 [%] 強度割合乾留膨張率 PTN Tuhup [%] [%] [N] Adaro](/docs-images/66/54548314/images/69-2.jpg "(600 か焼品 ) 90 10 6 90 10 8 90 10 10 1 101.")


![(600 か焼品 ) [%] [N] 10 80 20 6 1 111.5 1911 2 109.](/docs-images/66/54548314/images/69-7.jpg "5 2058 11 80 20 8 1 116.0 2156 2 98.")
69 表 Tuhup 炭配合率 10% での SOP 割合低減試験結果 条件番号 SOP 体積配合条件 [%] 強度割合乾留膨張率 PTN Tuhup [%] [%] [N] Adaro (600 か焼品 ) 表 Tuhup 炭配合率 20% での SOP 割合低減試験結果 SOP 体積配合条件 [%] 条件割合乾留膨張率 強度 番号 Adaro PTN Tuhup [%] (600 か焼品 ) [%] [N] 条件番号 成型後 PTN1 乾留後 PTN2 図 SOP 割合低減試験でのサンプル写真 68
70 3.2.2 低品位炭からの成形コークス用バインダー製造試験 バインダー製造成形コークスの強度を確保するためには 骨材石炭とその骨材を接合するためのバインダーとの組み合わせのマッチングが必要である 特にバインダーには 骨材石炭との混錬性 コークス化後の炭化歩留りなどが重要な品質事項となる 褐炭など低品位炭は 石炭化度が低いために比較的軟化点の低いバインダーを製造しやすく また 骨材石炭にインドネシア産褐炭を使用する場合には バインダーも同じ褐炭ベースであるため 混練性の改善が期待できる また 第 4 章で述べる高炉コークス用バインダーと併産できれば 設備費や製造コストの大幅削減ができる可能性があり この点を考慮した試験とした (1) 軟化点調整バインダーについて成型コークス製造工程においてバインダーは骨材石炭に混練されるが 約 10% 添加されるバインダーが均一に分散されることが重要である 本バインダーは石炭から製造したものであることから Ash やイナーチニット ( 難分解性成分 ) などが含まれ 混練時にこれらの成分に偏りがあるとコークス強度に悪影響を与える 混練温度が 120 であることから これに合致するバインダーの軟化点が必要であるが まずは軟化点の最適化を図るために 高炉コークス用に製造したバインダーを基材として 溶剤を加えることにより 種々の軟化点のサンプルを試作し 混錬性の確認および成型コークス強度のへの影響度を調査することとした 基材バインダーの特性を表 に示す WARA-A WARA-B は高炉コークス用バインダーで製造したものを使用した また PKN-B は 410 で新たに熱分解したバインダーである WARA-B は分解温度が低いため軟化点が高く PKN-B-11 は HI-TS 成分が多いことが特徴である 表 バインダー基材の溶剤不溶分と軟化点 バインダー基材 分解温度 原料石炭 溶剤不溶分 (%) HI-TS TI-QS 軟化点 ( ) ( ) HI TI QI WARA-A 420 WARA WARA-C 390 WARA PKN-B PKN (2) 軟化点の調整方法軟化点の調整には 基材バインダーにコールタールから得られる重質油を使用した 表 にその比重と元素分析値 図 に蒸留曲線を示す コークス化時の揮発を極力抑えるために比較的高沸点な油を採用した 基材バインダーと軟化点調整溶剤のブレンド方法は 基材バインダーを 300 メッシュ以 69
71 下に粉砕したものを 150 に加熱した軟化点調整溶剤に少しずつ添加する方法とした なお 軟化点調合溶剤の比率が 20% 未満では混ざりにくいため調合が不可能であった 軟化点は溶剤添加率を上げるとともに低下し 図 に示すように溶剤添加率 40% 以上は軟化点は低下しなかった 表 軟化点調整用溶剤の比重と元素分析値 比重 (15/4 ) 元素分析 C 91.4 (wt%) H 5.6 N 0.7 留出温度 ( ) 留出量 ( 容量 %) 図 軟化点調整用溶剤の蒸留曲線 表 各バインダーの溶剤比率と軟化点 基材バインダー種類 バインダー名称 基材比率 溶剤比率 軟化点 ( ) WARA-A B-WARA B-WARA B-WARA B-WARA PKN-B-11 B-PKN B-PKN B-PKN WARA-C A-WN A-WN A-WN
72 軟化点 ( ) WARA-A 基材 WARA-C 基材 PKN-B-11 基材 溶剤比率 (%) 図 バインダーの溶剤添加率による軟化点への影響 (3) 溶剤を使用しないで軟化点を低下させたバインダー試作軟化点調整溶剤を使用したバインダーのコークス成形試験結果において 軟化点調整溶剤の添加量が多くなるとコークス強度が低下することが判明したことから 溶剤を添加しない前提で低軟化点バインダーの製造を行った 表 にその結果を示す 石炭の水素化熱分解時の温度と蒸留温度の工夫により 溶剤添加なしで 70 ~80 の軟化点を持つバインダーが試作できたことから 混錬性評価用サンプルとして供した 表 低軟化点バインダーの試作結果 バインダー名称 分解温度 O/C H/C 固定炭素 溶剤不溶分 (%) HI-TS TI-QS 軟化点 ( ) ( ) (%) HI TI QI WARA-D PKN-C (4) まとめ 1 成型コークス用バインダーに高炉用コークスで製造したバインダーを使用するためには 軟化点が高いことから 重質溶剤を添加することで軟化点を低下させて混練性のスクリーニング試料とした このスクリーニング試験の結果 混練性の改善は見られたが 添加する重質油の添加比率が大きくなると成型コークスの強度が低下した これはコークス化過程において重質油が揮発するために空隙ができて強度低下を来たしている可能性がある 71
73 2 そこで軟化点調整用の重質油の添加をしないで低軟化点化を図った バインダー製造時の熱分解度を進めることにより軟化点が 70 ~80 のバインダーが試作できたことから これらを成型コークス評価に供した その結果 低軟化点であるにも関わらず混練性が悪く成型できないことが判明した この原因は重質油添加の場合と比較して 粘度 - 温度の関係が異なる可能性があり 今後粘度をベースとした品質調整が必要であると考える 低品位炭からの成型コークス用バインダー評価試験 (1) 製造バインダーを使用した成型コークス強度評価試験 1 試験概要褐炭から製造したバインダーを使用して 溶融炉用成型コークス強度評価試験を実施した 試験方法は3.2.1と同様に タブレット試験による評価を行った バインダーは SOP と同様の使用方法とする為に 製造バインダーをアントラセン油で軟化点調整したものを使用した 2 使用バインダー一覧表 に使用したバインダーの一覧を示す 基材となるバインダーは 3 種類で それぞれアントラセン油の配合割合を 3~4 段階に調整したサンプルを用意した ( 計 10 サンプル ) 表 に基材バインダーの溶剤分別結果を SOP の値とともに示す HI-TS はヘキサン不溶分 (HI) 中のトルエン可溶分 (TS) を TI-QS はトルエン不溶分 (TI) 中のキノリン可溶分 (QS) を意味し それぞれ HI と TI TI と QI の差から算出したものである HI-TS TI-QS ともにバインダーの性能を評価する一般的な指標として用いられている 表 バインダーサンプル一覧 配合割合 (wt%) サンプル名称基材 ( 石炭熱分解物 ) 軟化点調整溶剤 1 WARA WARA WARA WARA PKN PKN PKN ASC-AN ASC-AN ASC-AN
74 表 基材バインダーの溶剤分別結果 基材バインダー名称 HI [%] TI [%] QI [%] HI-TS [%] TI-QS [%] (HI-TS)+(TI-QS) [%] WARA PKN ASC-AN SOP 試験条件 使用石炭: 一般炭と半無煙炭を一定の比率で配合したもの バインダー添加割合: 外数で 8% 昇温時の乾留パターン: 図 のパターン 1 4 試験結果表 に試験結果一覧を 図 に軟化点調整溶剤の添加率と加熱後圧潰強度の相関を示した ASC WARA PKN の順に強度が高くなったが いずれも SOP の強度には及ばず 軟化点調整溶剤の添加割合との明確な相関もみられなかった 表 試験結果一覧 サンプル名称 バインダー加熱後圧潰強度割合 [N] WARA WARA WARA WARA PKN PKN PKN ASC-AN ASC-AN ASC-AN SOP
75 8000 加熱後圧潰強度 [N] SOP8% 添加 WARA PKN ASC-AN 軟化点調整溶剤添加率 [%] 図 軟化点調整溶剤添加率と加熱後圧潰強度の相関 図 にサンプルの成型後と乾留後の写真を示す 軟化点調整溶剤の割合が高いほど乾留後の表面の亀裂が多く 軟化点調整溶剤の揮発によるものと考えられる 表 に 軟化点調整溶剤の添加割合 ( 基材の含有割合 ) バインダーの添加割合 各基材の溶剤分別結果から算出した HI-TS および TI-QS の含有割合を 図 図 に HI-TS および TI-QS の含有割合と加熱後圧潰強度との相関を示す 図中には他のバインダーによる試験結果も合わせて示している TI-QS の含有割合は加熱後圧潰強度との間に明確な相関は見られないが HI-TS の含有割合との間にはある程度の相関がみられた HI-TS 分は石炭の軟化溶融性を向上させるため 乾留後の強度に大きく影響を与えると考えられる このことから バインダーの製造条件において HI-TS 分の増加を志向するのがよいと考えられる 74

















76 バインダー名称成型品乾留品バインダー名称成型品乾留品 WARA-20 PKN-40 WARA-30 PKN-50 WARA-40 ASC-AN-40 WARA-50 ASC-AN-50 PKN-30 ASC-AN-60 図 各種バインダーでの成型後と乾留後のタブレット 表 各条件での HI-TS および TI-QS 分含有割合 基材割合 [%] HI-TS [%] TI-QS [%] (HI-TS)+(TI-QS) [%] WARA WARA WARA WARA PKN PKN PKN ASC-AN ASC-AN ASC-AN
77 加熱後圧潰強度 [N] WARA 4000 PKN 2000 ASC-AN その他バインダー HI-TS 分割合 [%] 図 HI-TS 分含有割合と加熱後圧潰強度の相関 加熱後圧潰強度 [N] WARA 4000 PKN 2000 ASC-AN その他バインダー TI-QS 分割合 [%] 図 TI-QS 分含有割合と加熱後圧潰強度の相関 76
78 3.3 tekmira および成型コークス製造プロセスの実機イメージの検討 (1)tekMIRA プロセスの課題 tekmira プロセスの実機化に向けて 以下の課題を解決する必要がある 1コークス強度の改善 tekmira 成型コークスは 各分析値や加熱後圧壊強度測定結果より 溶融炉用コークスとして使用するためには 現状より強度を改善する必要がある か焼工程 乾留工程におけるヒートパターンの最適化により 強度改善を志向する 2プロセスエネルギー効率の改善現状プロセスにおいては 外部燃料のみで操業を行っており 排ガスの廃熱回収を行っておらず エネルギー効率が不十分と考えられる 排ガスを乾留あるいはか焼工程にリサイクルすることで エネルギー効率の向上を図る 3プロセスの生産性向上現状プロセスでは か焼と乾留に同一のトンネル炉を使用しており 連続化ができない か焼用の別炉 ( ロータリーキルン 流動床炉 etc) を設けることで プロセスの生産性を向上させることが可能となる また乾留ガスをか焼炉用の燃料に用いることで 現状の間接加熱 直接加熱への転換が可能になり 金属パイプへの成型炭充填作業が不要になる結果 生産性の向上が期待できる 更には乾留を生産性 設備コスト的に有利なシャフト炉に転換すれば 乾留時間を大きく短縮することができ 更なる生産性向上が期待できる 4 排ガス処理の改善現状プロセスでは 乾留排ガスをほぼそのまま大気放散しており 実機においては適正な排ガス処理が必要となる 放散ガスを完全燃焼させるフレアスタックの設置や 燃焼後排ガスの脱塩 脱硫 脱硝の為の設備を別途設置する必要がある (2) 成型コークス製造プロセスの実機イメージこれまでの成型コークスプロセス及び tekmira 成型コークスを調査した結果 目標とすべき実機プロセスのイメージを図 3.3.1に示した 図 3.3.1は 以下の点を考慮してイメージした 1 成型プロセス 経済性向上のため 外部エネルギー節約とバインダー用のタール回収可能な外熱式のロータリーキルン方式をチャー化プロセスに採用する 生成チャーは 安全対策 設備簡略化のため 120 以下に冷却するが チャー顕熱を回収し 乾燥に利用する 2 乾留プロセス 生産性 設備コスト的に有利なガスを熱媒とする直接加熱タイプのシャフト炉を採用する 77
79 コークス品質に大きな悪影響がなければ 発生 COG の燃焼排ガスを使用する (+ コークスの部分燃焼?) 炉内ヒートパターンの簡略化 強度向上を狙って 成型炭の Curing を行う ( 回収熱 ( 蒸気 or 熱風 ) ( 発生低カロリーカ スの循環利用 ) ( 褐炭 ) 乾燥機 外熱式チャー冷却乾留炉ロータリーキルン ( 熱交 ) Curing? (FCP シャフト炉 ) ( 成型コークス ) (C カ ス ) ( 燃料 ) ( タール ) ( 発生 C ガスを乾留炉燃料に使用 ) 図 褐炭を用いた成型コークスのプロセスイメージ また このプロセスイメージを具体化するためには 下記の技術検討が必要である 1プロセスの基礎検討 チャー化 乾留炉での発生タール性状の推定とタールの酸化改質条件の検討 乾留炉内で必要な成型炭の熱間圧壊強度条件とそれを踏まえた乾留炉ヒートパターンの検討 Curing 条件の検討 全体プロセス検討のための物質収支 2 基本プロセスの要素設備の絞り込み 乾燥設備の選定( 流動床 or スチームチューブドライヤ ) 全体プロセスの熱収支 物質収支に基づく各要素設備の基本仕様の検討 78
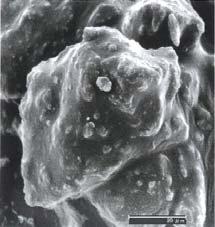
80 第 4 章高炉用コークス製造の可能性調査 4.1 インドネシア原料炭の品質評価 H22 年度調査インドネシアで入手した粘結炭の特性を調べ 高炉用コークス製造用原料炭として評価を行った 試験方法 (1) 試料以下の 2 試料を入手し評価した 1 MGM 炭 2 Harfa 炭なお この試料の入手前に少量入手した 3 試料については付録 1 として分析値を記載した (Juloi #1, Juloi #2, Harfa) また 事前調査で少量入手した 3 試料についても 分析値を付録 2 に記載した (Juloi, Tuhup (Asmin Koal Indo Tuhup), Borneo Prima) (2) 試験項目下記の項目について分析 試験を実施した 1 工業分析 全硫黄 元素分析 (JIS M8812, JIS M8813 但し恒湿試料は JIS M による ) 2 灰の分析 (JIS M8815) 3 石炭組織分析およびビトリニットの平均反射率 (JIS M8816 に準ずる自動分析 ) 4 粘結性 : るつぼ膨脹指数 流動性 膨脹性 (JIS M8801) 5 ハードグローブ指数 (JIS M8801) 6 発熱量 (JIS M8814) 試験結果試験結果を表 に示す また ビトリニット反射率分布を図 図 に示す 石炭の顕微鏡写真を図 と図 に示す (1) MGM 炭揮発分 ( 無水ベース )38.6% ビトリニットの平均反射率 0.78% の瀝青炭である 灰分 全硫黄分は低い 灰の組成では CaO が比較的多い 石炭化度は低いが イナーチニットが少なく粘結性が高いので コークス配合用に使用できる可能性がある イナーチニットとしては 図 に示すように フジニットやセミフジニットは少なく フンギニットが多い エクジニットも一部みられた 但し 石炭化度が低いので コークスに亀裂が多く発生し コークス粒度が小さくなると予想される 従って 高品質のコークスを製造するためには より高石炭化度の強粘結炭と配合することが必須であると考えられる 79
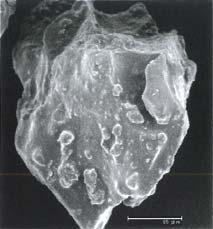
81 (2)Harfa 炭揮発分 ( 無水ベース )23.0% ビトリニットの平均反射率 1.36% の瀝青炭である 灰分 全硫黄分は低い 灰の組成では CaO, Fe2O3, K2O, Na2O が少ない 石炭化度が比較的高く イナーチニットも少なく粘結性が高いので コークス配合用に使用できる可能性がある 体積 (%) 反射率 (%) 図 MGM 炭のビトリニット反射率分布 体積 (%) 反射率 (%) 図 Harfa 炭のビトリニット反射率分布 80
82 表 石炭の試験結果 81 MGM Harfa 工業分析と全硫黄 ( 無水ベース ) 恒湿水分 ( 恒湿ベース ) (%) 灰分 (%) 揮発分 (%) 全硫黄 (%) 元素分析 ( 無水無灰ベース ) C (%) H (%) N (%) S (%) O (%) H/C (-) O/C (-) 微細組織成分および反射率ビトリニット (vol.%) エクジニット (vol.%) イナーチニット (vol.%) Ro ( 平均反射率 ランダム ) (%) 流動性 ( ギーセラープラストメータ法 ) 軟化開始温度 ( C) 最高流動度温度 ( C) 固化温度 ( C) log 10 ( 最高流動度 /ddpm) (-) 膨脹性 ( ジラトメータ法 ) 軟化開始温度 ( C) 最大収縮温度 ( C) 最大膨脹温度 ( C) 収縮率 (%) 膨脹率 (%) 全膨張率 (%) CSN ( るつぼ膨脹指数 ) (-) 8 9 HGI ( ハードグローブ指数 ) (-) 総発熱量 ( 無水無灰ベース ) (cal/g) 灰の組成 SiO 2 (%) Al 2 O 3 (%) CaO (%) Fe 2 O 3 (%) K 2 O (%) Na 2 O (%) MnO (%) MgO (%) TiO 2 (%) P 2 O 5 (%) SO 3 (%)
 中央白色組織はフンギニット ( スクレロチニット")
83 図 MGM 炭の組織 ( 油浸 ) 中央白色組織はフンギニット ( スクレロチニット ) その左の濃い灰色の組織はリプチニット ( エクジニット ) 50 μm 82
 全体がほぼビトリニットであるが 中央付近などに一部セミイナーチニットやエクジニットらしき組織が見られる 4.1.1.3 まとめ (1) MGM 炭は石炭化度が低いが")
84 50 μm 図 Harfa 炭の組織 ( 油浸 ) 全体がほぼビトリニットであるが 中央付近などに一部セミイナーチニットやエクジニットらしき組織が見られる まとめ (1) MGM 炭は石炭化度が低いが 高石炭化度の強粘結炭と配合することにより 高炉用コークス製造用原料炭として使用できる可能性がある (2) Harfa 炭は強粘結炭と考えられ 高炉用コークス製造用原料炭として使用できる可能性がある 83
85 付録 1 少量入手試料の分析値 表 石炭の分析値 Juloi No.1 Juloi No.2 Harfa 工業分析と全硫黄 ( 無水ベース ) 恒湿水分 ( 恒湿ベース ) (%) 灰分 (%) 揮発分 (%) 全硫黄 (%) 元素分析 ( 無水無灰ベース ) C (%) H (%) N (%) S (%) O (%) H/C (-) O/C (-) 微細組織成分および反射率ビトリニット (vol.%) エクジニット (vol.%) イナーチニット (vol.%) Ro ( 平均反射率 ランダム ) (%) 流動性 ( ギーセラープラストメータ法 ) 軟化開始温度 ( C) 測定不能 測定不能 447 最高流動度温度 ( C) 固化温度 ( C) log 10 ( 最高流動度 /ddpm) (-) 膨脹性 ( ジラトメータ法 ) 軟化開始温度 ( C) 成型不能 最大収縮温度 ( C) 最大膨脹温度 ( C) 収縮率 (%) 膨脹率 (%) 全膨張率 (%) CSN ( るつぼ膨脹指数 ) (-) 総発熱量 ( 無水無灰ベース ) (cal/g) 灰の組成 SiO 2 (%) Al 2 O 3 (%) CaO (%) Fe 2 O 3 (%) K 2 O (%) Na 2 O (%) MnO (%) MgO (%) TiO 2 (%) P 2 O 5 (%) SO 3 (%)
86 15 体積 (%) 反射率 (%) 図 Juloi #1 炭のビトリニット反射率分布 体積 (%) 反射率 (%) 図 Juloi #2 炭のビトリニット反射率分布 体積 (%) 反射率 (%) 図 Harfa 炭のビトリニット反射率分布 85
87 付録 2 事前調査試料の分析結果 表 石炭の分析値 Juloi Asmin Koal Indo Tuhup Borneo Prima 工業分析と全硫黄 ( 無水ベース ) 恒湿水分 ( 恒湿ベース ) (%) 灰分 (%) 揮発分 (%) 全硫黄 (%) 元素分析 ( 無水無灰ベース ) C (%) H (%) N (%) S (%) O (%) H/C (-) O/C (-) 微細組織成分および反射率ビトリニット (vol.%) エクジニット (vol.%) イナーチニット (vol.%) Ro ( 平均反射率 ランダム ) (%) 流動性 ( ギーセラープラストメータ法 ) 軟化開始温度 ( C) 最高流動度温度 ( C) 固化温度 ( C) log 10 ( 最高流動度 /ddpm) (-) 膨脹性 ( ジラトメータ法 ) 軟化開始温度 ( C) 最大収縮温度 ( C) 最大膨脹温度 ( C) 収縮率 (%) 膨脹率 (%) 全膨張率 (%) CSN ( るつぼ膨脹指数 ) (-) 総発熱量 ( 無水無灰ベース ) (cal/g)
88 体積 (%) 反射率 (%) 図 Juloi 炭のビトリニット反射率分布 体積 (%) 反射率 (%) 図 Tuhup 炭のビトリニット反射率分布 体積 (%) 反射率 (%) 図 Borneo Prima 炭のビトリニット反射率分布 87
89 4.1.2 H23 年度調査 試験方法 (1) 試料以下の 4 試料を入手し特性を調べた 3 ウォシュッドセナキン炭 4 ABK 炭 5 ロトサウス炭 6 Tuhup 炭 (2) 分析下記の項目について分析を実施した 7 工業分析 全硫黄 元素分析 (JIS M8812, JIS M8813 但し恒湿試料は JIS M による ) 8 灰の分析 (JIS M8815) 9 石炭組織分析およびビトリニットの平均反射率 (JIS M8816 に準ずる自動分析 ) 10 粘結性 : るつぼ膨脹指数 流動性 膨脹性 (JIS M8801) 11 ハードグローブ指数 (JIS M8801) 12 発熱量 (JIS M8814) (3) 乾留試験乾留試験は 装入炭量約 90kgの電気加熱式乾留試験炉を用いて行った その概略を図 に示す 実際のコークス炉での乾留を模擬するために 加熱面の間隔である炉幅は 420 mmで実炉と同等とし 高さと長さを縮小したものである 炉壁は珪石煉瓦ではなく炭化珪素煉瓦を使用している そこで 炭化室内の昇温が珪石煉瓦の場合と同等になるように 煉瓦温度を変化させた 今回用いた炉壁煉瓦の加熱室側温度を表 に示す 石炭は 配合前に 処理能力 500 kg/h の小型反撥粉砕機で粉砕した 粉砕は 3 mm 以下 85% を目標として行った 粉砕した石炭を 配合 混合して乾留試験を行った 乾留時の石炭の水分は 4~5% 嵩密度は 850 kg/m 3 とした 88
90 Ascension pipe 420 mm Coal Heating wall (SiC) Heating elements 図 乾留試験炉模式図 表 加熱条件 時間 (h) 温度 ( ) 分析結果試験結果を表 に示す ビトリニット反射率分布を図 図 に示す 石炭の顕微鏡写真を図 図 図 図 に示す (1) ウォシュッドセナキン炭揮発分 ( 無水ベース )45.4% ビトリニットの平均反射率 0.49% 炭素( 無水無灰ベース )80.8% の低石炭化度炭である 灰分が 12.4% と高めである ABK 炭やロトサウス炭と比べると やや石炭化度が高い (2) ABK 炭揮発分 ( 無水ベース )47.1% ビトリニットの平均反射率 0.44% 炭素( 無水無灰ベース )75.3% の低石炭化度炭である 灰分は低い (3) ロトサウス炭揮発分 ( 無水ベース )49.3% ビトリニットの平均反射率 0.40% 炭素( 無水無灰ベース )74.1% の低石炭化度炭である 灰分は低い (4) Tuhup 炭揮発分 ( 無水ベース )25.3% ビトリニットの平均反射率 1.15% 炭素( 無水無灰ベース )91.3% の瀝青炭である 89
91 灰分は低めであるが 全硫黄分は比較的高い [H/C] が比較的低く [O/C] は非常に低い 粘結性としては 流動性は高くないが イナーチニットが少ないためか 膨脹性は比較的高い 石炭化度が比較的高く 膨脹性が高いので コークス配合用に使用できる可能性がある なお 今回の試料は ビトリニット反射率分布の低反射率側の裾が広がっている 低石炭化度の炭層からのものが混入していた可能性も考えられる 90
92 表 石炭の分析結果 ウォシュッドセナキン ABK ロトサウス Tuhup Inherent moisture (%) (Moisture holding capacity) Proximate analysis and sulfur (dry basis) Ash (%) VM (%) TS (%) Ultimate analysis (daf basis) C (%) H (%) N (%) S (%) O (%) H/C (-) O/C (-) Petrographic analysis Mean random reflectance (%) Vitrinite (vol.%) Liptinite (vol.%) Inertinite (vol.%) Gieseler plastometer test IST ( C) 成型崩れ 成型崩れ 成型崩れ 418 MFT ( C) 462 FFT ( C) 492 log 10 (MF/ddpm) (-) 1.57 Dilatometer test ST ( C) MCT ( C) MDT ( C) 収縮継続 収縮継続 収縮継続 485 MC (%) MD (%) 87 TD (%) 114 CSN (-) HGI (-) Calorific value (daf) (cal/g) Calorific value (wet) (cal/g) Ash analysis (mass %) SiO Al 2 O CaO Fe 2 O K 2 O Na 2 O MnO MgO TiO P 2 O SO
93 体積 (%) 反射率 (%) 図 ウォシュッドセナキン炭のビトリニット反射率分布 体積 (%) 反射率 (%) 図 ABK 炭のビトリニット反射率分布 体積 (%) 反射率 (%) 図 ロトサウス炭のビトリニット反射率分布 92
94 体積 (%) 反射率 (%) 図 Tuhup 炭のビトリニット反射率分布 93

 2-17 ABK 炭の組織")
95 50 μm 図 ウォシュッドセナキン炭の組織 ( 油浸 ) 50 μm 図 ABK 炭の組織 ( 油浸 ) 94

 95")
96 50 μm 図 ロトサウス炭の組織 ( 油浸 ) 50 μm 図 Tuhup 炭の組織 ( 油浸 ) 95
97 乾留試験結果 Tuhup 炭は石炭化度が比較的高いので 強粘結炭として使用できる可能性がある そこで 高強度のコークスが得られる基準配合炭を インドネシア以外の石炭を用いて組み その中の一部の石炭を Tuhup 炭に置換してコークスを製造する試験を実施した (1) 石炭配合石炭配合を表 に示す 1 No.1 は基準配合炭である 2 No.2 は 基準配合炭中の強粘結炭 C を Tuhup 炭に置換したものである 表 石炭配合割合 (%) No. 1 2 強粘結炭 A 強粘結炭 C 20 Tuhup 20 非微粘結炭 E 合計 なお 強粘結炭 A は揮発分 ( 無水ベース )22.0 % ビトリニットの平均反射率 1.35% のものを 強粘結炭 C は揮発分 ( 無水ベース )23.8 % ビトリニットの平均反射率 1.23% のものを使用した 非微粘結炭 E は揮発分 ( 無水ベース )36.5 % ビトリニットの平均反射率 0.76% のものを使用した (2) 分析項目下記の項目について分析を実施した 1 工業分析 全硫黄 2 真密度 見掛密度 気孔率 3 反応性指数 (JIS K2151) 4 ドラム強度試験 (JIS K2151) 5 CSR( 反応後強度指数 ) 試験 ( 新日鉄法 ) 6 偏光顕微鏡によるコークス組織観察 ( 乾燥系 直交ニコル 石膏検板 ) (3) 試験結果乾留試験結果を表 と図 に示す Tuhup 炭 20% の配合により ドラム強度指数 (DI 150 6) は 0.3 低下し DI は 0.8 低下した すなわち ドラム 150 回転後の 6~15 mm の比率が 2.1% から 2.6% に 0.5% 増加した また 25 mm 指数も低下している Tuhup 炭 20% 配合コークスの外観を図 に示すが コークス塊内の横亀裂が増加していた 96
98 Tuhup 炭の揮発分や平均反射率からすると このようにコークスの亀裂が増加するとは予測されなかったが イナートが少ないことなどが影響している可能性も考えられ 今後の検討課題である コークスの偏光顕微鏡写真を図 と図 に示す 図 はTuhup 炭 20% 配合のコークスであり Tuhup 炭由来と考えられる組織が見られる その部分を拡大して図 に示すが もっと石炭化度の高い石炭からの組織に似て 気孔径が小さく気孔壁の薄い組織である (a) のように比較的良好な構造は少なく 大部分は (b) のように気孔壁が薄くなり気孔が連結した構造である このため DI も若干低下傾向になった可能性がある また Tuhup 炭 20% の配合により 反応後強度指数である CRI(Coke Reactivity Index) が上昇し CSR(Coke Strength after Reaction) が低下した 単味コークスの反応性がやや高いのではないかと考えられるが 今回は試料量が足らず 単味炭の乾留試験は実施出来なかったので詳細は不明である 97
99 表 Tuhup 炭乾留試験結果 基準配合 Tuhup 20% 工業分析と全硫黄 ( 無水ベース ) 灰分 (%) 揮発分 (%) 全硫黄 (%) 密度および気孔率真密度 (kg/m 3 ) 見掛密度 (kg/m 3 ) 気孔率 (%) 反応性指数 ReI (JIS K2151) (-) 粒度分布 +75 mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) ドラム強度指数 30 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 反応後強度指数 CRI (-) CSR (-)
100 反応性指数 RIe (-) 気孔率 (%) 基準配合 Tuhup 20% 42 基準配合 Tuhup 20% mm 15mm DI (-) DI 150 (-) 基準配合 Tuhup 20% 84 基準配合 Tuhup 20% DI (-) 基準配合 Tuhup 20% 平均粒度 (30 回転, +25mm) (mm) 基準配合 Tuhup 20% CRI (-) 30 CSR (-) 基準配合 Tuhup 20% 35 基準配合 Tuhup 20% 図 配合炭乾留試験結果 99

101 図 Tuhup 炭 20% 配合コークスの外観 ( 写真の幅の実寸 135mm) 100
102 図 基準配合のコークス組織 101

103 図 Tuhup 20% のコークス組織 102


104 (a) 比較的良好な部分 (b) 気孔が連結した部分図 Tuhup 炭由来のコークス組織 ( 写真中央の光学的異方性の発達した部分 ) 103
105 まとめ ウォシュッドセナキン炭 ABK 炭 ロトサウス炭は低石炭化度炭である インドネシアの粘結炭 Tuhup 炭は粘結性が高く コークス用配合炭に使用できる可能性がある ただし コークスの亀裂が増加する傾向が見られたので この点は今後の検討課題である 104
106 4.2 室炉タイプの高炉用コークス製造用バインダーの製造 NEDO 委託の共同研究はインドネシア産炭を使用した高炉用コークスおよび成形コークスの製造可能性調査を行うものである インドネシアは粘結性の高い原料炭の産出量が少ないことから インドネシア産炭を使用した高炉コークス製造においては粘結性補填材の添加が必要になる 本章ではこの粘結性補填材にインドネシア産低品位炭を原料にして製造したバインダーが適用できないかを調査するために 原料石炭 バインダー製造条件を変えた6 種類のサンプルを試作しコークス評価に供するとともに そのバインダー物性評価を行ったので その結果を報告する バインダー製造の実用化には原料コストの低減が大変重要であり安価な低品位炭が使用できればその意義は大きい バインダーの製造石炭の可溶化処理法としては溶剤抽出法 水素化溶剤を使用した熱分解法などがあるが 溶剤抽出法は褐炭では得られる可溶化成分の収率が低いことから適さないと考える そこで 本バインダーの製造においては 図 に示すような水素化溶剤を使用した水素化熱分解により行うこととした 以下にバインダー製造にあたって検討した結果を示す 石炭 乾燥粉砕スラリー化石炭熱分解 蒸留 ( 水素化溶剤回収 ) バインダー 水素化溶剤 図 バインダー試作フロー (1) 原料石炭の性状と粉砕性バインダー製造用の原料褐炭は 比較的灰分が少なくインドネシア国内で入手が可能な WARA と PKN-3500 を選定した これら石炭の分析結果を表 に示す 入手した石炭サンプルは湿った土状であり全水分は 40% 程度であった なお PKN-3500 のほうが WARA に比較して全水分が多く O/C がやや高かった 表 バインダー原料石炭の分析結果 石炭銘柄 工業分析 元素分析 原子数比 TM Ash 真発熱量 VM C H N S Odiff H/C O/C % %,dry kj/kg %,dry %,daf %,daf %,daf %,daf %,daf mol/mol mol/mol WARA , PKN ,
107 今回選定した褐炭は比較的脆い石炭であったことから粉砕性について調査した これらの石炭を乾燥して水分を低減したのち カッターミルで約 100μm の中心径となるように粉砕した結果を表 に示す WARA と PKN-3500 の粉砕性を比較すると WARA のほうが 1PASS 粉砕処理における 150μm アンダーの歩留りが高く 微粒化しやすい結果となった また全量粉砕化が可能か検討した結果を表 に示す 2PASS の粉砕によりほぼ全量の石炭が 106μm アンダーにできることが分かった 表 PASS 粉砕における粒度分布と 150μm アンダー歩留り 粒度 (μm) 歩留り % d10 d50 d90-150μm WARA PKN 表 WARA 炭の粉砕歩留 1PASS 2PASS 原料 100% μm 67% 88% 106-μm 25% 0.2% ロス 7% 12% (2) 熱分解条件と物質収支高炉コークス用のバインダーとしての性能を担保するためには 褐炭を原料とする場合 褐炭中には酸素が多いことからには分解度を上げて酸素を低下させること また芳香族成分が少ないことから重縮合を進めて芳香族性を高めることの2 点が重要と考える 本検討では石炭種 熱分解温度 雰囲気ガスを変化させて異なる物性を持ったバインダーを試作しコークス評価に供することとした 表 に熱分解条件を示す WARA 原料については分解温度を 390 ~420 まで変化させるとともに雰囲気ガスを変化させた なお雰囲気ガスに水素を使用したのはバインダーの H/C を高めることが目的である PKN 原料では分解温度を 420 に加えて 440 でも行い より分解度を進めたものを製造した 表 各バインダーの熱分解条件 バインダー試料 原料石炭 熱分解温度 ( ) 雰囲気ガス WARA-A WARA 420 生成ガス WARA-B WARA 390 H2 流通 WARA-C WARA 390 N2 流通 PKN-A PKN 生成ガス WARA-11 WARA 390 H2 流通 PKN-11 PKN 生成ガス 106
108 また 表 に物質収支を示す 各バインダーの収率は熱分解条件や石炭種にもよるが 70~80% であった 雰囲気ガスの比較 (WARA-B,WARA-C) では 水素雰囲気 (WARA-B) のほうが熱分解ガスや油水の収率が大きかったことから より分解が進んだものと考えられる WARA と PKN の原料比較では バインダー歩留りは同じであったが PKN のほうが熱分解ガスの発生量が多かった また PKN を使用した 440 での熱分解試作品は熱分解ガス収率が 20% にもなっており かなり分解が進んだものとなった 表 各バインダー製造における物質収支 ( 石炭 dry base) (wt%) バインダー種 バインダー 熱分解ガス 油 + 水 WARA-A WARA-B WARA-C PKN-A WARA PKN CO+CO2 と C1~C6 の合計 ( 水素を除く ) からバインダーと熱分解ガス重量を引いた 各バインダーの物性評価製造した各バインダーについて物性評価を行い原料石炭や製造条件との関係性をみる (1) 元素分析表 に各バインダーの元素分析値を 図 に Coal Band マッピングを示す WARA 炭から製造したバインダーは H/C が 0.60 から 0.88 まで また PKN 炭を使用したバインダーも H/C が 0.67 と 0.84 と幅のあるサンプルが製造できた 雰囲気ガスの違いでは WARA-B と WARA-C の比較において 前者の水素雰囲気のほうが H/C が高くなっており バインダー中に芳香族環に水素が付加している可能性がある 石炭種の違いでは WARA-A と PKN-A の比較において同一分解条件でも WARA-A よりも PKN-A のほうが O/C が低くなっていることから PKN のほうが脱酸素しやすいものと考えられる 表 各バインダーの元素分析値 バインダー 元素分析 原子数比 C H N S Odiff H/C O/C %,daf %,daf %,daf %,daf %,daf mol/mol mol/mol WARA-A WARA-B WARA-C PKN-A WARA PKN
109 1 H/C(mol/mol) WARA-A PKN-A WARA-11 PKN-11 WARA-B WARA-C WARA-coal PKN-coal O/C(mol/mol) 図 各バインダーの Coal band マッピング 表 にバインダー中の XRF による微量金属分析の結果を示す これら金属成分は Si Al Ca が多いことから 石炭中の Ash と考えられる 表 バインダーの XRF 元素分析結果 (wt%) Binder CHNO Si Al Fe S Ca K Cu Ti Sr Mn WARA-A WARA-B WARA-C PKN-A
110 (2) 溶剤分割成分表 に溶剤不溶解成分の値を 図 にそれから算出された溶剤分割成分を示す 分解温度が 390 のバインダー (WARA-B,WARA-C,WARA-11) はいずれも QI が高く 分解度が低い可能性がある また逆に分解温度が高いバインダー (WARA-A,PKN) は HS が高く分解が進んでいるものと考えられる 高炉コークス用バインダーの溶剤分割成分は コールタールピッチの場合 HI-TS(γ レジン ) や TI-QS(βレジン ) が有効であるとされているが 本バインダーにおいて これら溶剤分割成分の差がコークス評価に与える影響については興味をひくところである 表 各バインダーの溶剤不溶成分 バインダー試料 溶剤不溶解成分 (wt%) HI( ヘキサン不溶分 ) TI( トルエン不溶分 ) QI( キノリン不溶分 ) WARA-A WARA-B WARA-C PKN-A WARA PKN % HS HI-TS TI-QS QI 0 WARA-A WARA-B WARA-C PKN-A WARA-11 PKN-11 図 各バインダーの溶剤分割成分 図 に WARA-11 と PKN-11 のバインダーの外観を示す O/C が低く分解度が進んでいると考えられる PKN-11 のほうが外観上はピッチ状になった 109


111 N-P-2011 WARA-11 PKN-11 図 各バインダーの外観写真 (3) 工業分析表 に各バインダーの工業分析値を示す 分解温度が 390 で製造したバインダーは QI が高かったが 固定炭素 軟化点とも高い値となった 逆に 420 で分解したものは 固定炭素が低く軟化点も低かった 固定炭素はコークスへの歩留りを考えると高いほうが好ましい 表 各バインダーの工業分析値 バインダー試料 工業分析 Ash 固定炭素 真発熱量 軟化点 %,dry %,dry kcal/kg WARA-A , WARA-B , WARA-C , PKN-A , WARA , 以上 PKN , (4) 機器分析 (TG NMR) 図 に TG( 熱重量分析 ) の結果を示す PKN 炭を原料としたバインダーは重量減少率が大きく 先に述べたヘキサン溶解分が高かったことや固定炭素が低かったことと一致する 高炉コークス用バインダーは芳香族性を高めることがコークス強度アップに繋がる可能性がある そこで各バインダーの芳香族性を 13 C-NMR で評価した 110
112 また 表 にNMR 測定による芳香族炭素と非芳香族炭素の比率を示す 芳香族炭素比率は分解温度の高いほうが低い H/C は高いことから分解温度が高いサンプルは芳香族が水素化されてナフテン環に変化している可能性が考えられる またバインダー原料による違いでは PKN 炭原料バインダーの芳香族性が高い結果となった TG(%) WARA(coal) PKN(coal) WARA-A 昇温速度 :5 /min PKN-A N2:200ml/min 温度 ( ) 図 バインダーの TGA 結果 表 バインダーの芳香族 非芳香族炭素 ( 13 C-NMR) Binder Aromatic Aliphatic WARA-A WARA-B WARA-C PKN-A
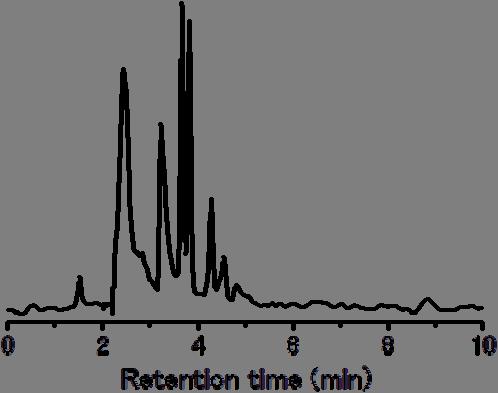
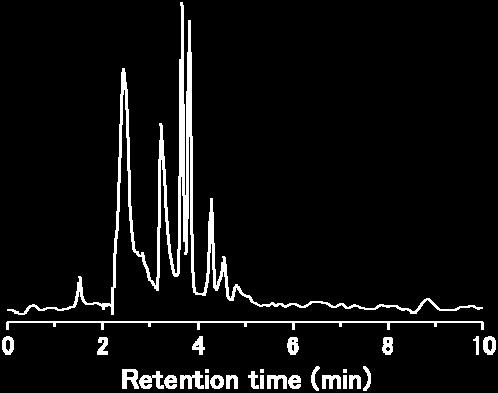
113 4.2.3 乾留タールのバインダーとしての利用に関する基盤研究 (1) 乾留タールの生成条件と回収率乾留チャー製造時に生成するタールを改質しバインダーとして用いることができれば コスト面から大きなメリットがある そこで 将来的なバインダー利用のための基盤データとすることを目的とし 日本コークス工業株式会社に委託した乾留試験において回収した乾留タールについて分析を行った 乾留試験の詳細は 節に示した通りである トラップで回収された水含有タールからタールを水と分離して回収するために ロータリーエバポレーター (80 1 時間 ) を用いて水分を除去した タール回収量及び用いた石炭量に対するタール比率を表 に示す タール回収量は乾留温度 500 の方が 800 よりも何れの炭種の場合も多く また WARA 炭の方が MIRA 炭よりも多かったが この方法ではガラス容器の周りにタールがこびりつくため全てのタールを回収することはできず 正確さを欠くことに留意する必要がある 表 ロータリーエバポレーターを用いたタール分離回収 (2) 乾留タールの分析結果 WARA 炭原炭から製造した乾留タールの CHN 元素分析結果を表 に示す 何れの乾留温度のタールにおいても タールにしては比較的酸素含有量が多いことが確認できる 表 WARA 炭原炭からの乾留タールの CHN 元素分析結果 112
114 表 に WARA 炭原炭から製造した乾留タールの XRF 元素分析結果を示す ター ルには CHNO 以外の元素としては S 以外はほとんど含まれないことがわかった 表 WARA 炭原炭からの乾留タールの XRF 元素分析結果 次に 乾留タールにおける TG 分析結果を図 に示す ここで 昇温速度は 5 / 分 ガス流速は 50 ml/ 分で測定を行った 窒素雰囲気下では 乾留温度 500 及び 800 の何れの乾留タールも炭化収率は 30~40% であった 一方 空気雰囲気下では 800 乾留で得られたタールがより低温で重量が減少し始めたが 中温度領域では重量減少を示さず一定値を取り 500 付近で急激に燃焼した WARA 500 乾留タール WARA 800 乾留タール 100 WARA 500 乾留タール WARA 800 乾留タール 80 Weight (%) Weight ( ) Temperature ( ) Temperature ( ) 図 WARA 炭原炭からの乾留タールの TGA 結果 図 に WARA 炭原炭からの乾留タールの 13 C- 固体 NMR 測定結果を示す 乾留温度 800 の乾留タールは芳香族指数が 500 乾留タールに比べて低かった このことが空気中 TGA 測定において 800 乾留タールで見られた より低温での重量減少の原因と推定される 113




115 図 WARA 炭原炭からの乾留タールの 13 C- 固体 NMR 測定結果 図 に 乾留抽出分中の水分の HPLC 分析結果を示す H2O をリファレンスとして測定を行った結果 800 乾留で得られた水分中には 500 乾留と比較すると 2 環の芳香族類の含有量が減少していることがわかった (3) 考察乾留タール収率は乾留温度にもよるが石炭に対し約 1% 前後得られることが分かった このタールは TGA の結果や O/C から考えると タール酸などの軽質を含むコールタールに近い性状であると推察される また タール中の軽質成分を除去することによりバインダーとして使用できる可能性があるが さらに溶剤分割成分などのデータなども見ていく必要がある 114
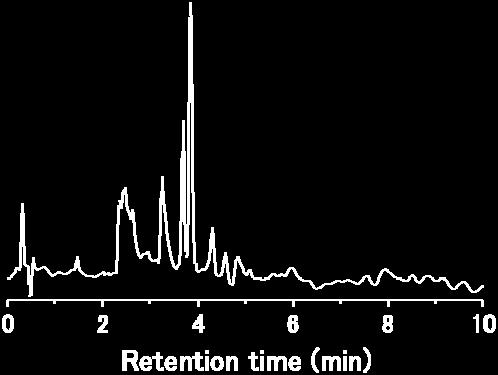
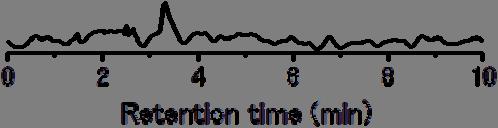
116 H O(reference) 2 WARA 500 乾留 WARA 800 乾留 図 WARA 炭原炭からの乾留抽出分中の水分の HPLC 分析結果 115
117 4.2.4 まとめ 1 褐炭 (WARA PKN) を原料として水素化溶剤を使用した熱分解法により製造したバインダーは 適切な分解条件を設定すれば 高炉コークス用バインダーとして使用できる可能性を示す物性 性状になることが分かった 2 熱分解反応におけるガス雰囲気 ( 窒素 水素 ) のバインダー物性に与える影響は小さいと考えられる 3 熱分解温度 ( ) のバインダー物性に与える影響は 390 のほうが O/C がやや大きいことや QI が多かったことから やや未分解である可能性がある また コークス評価結果からは ドラム強度 (DI ) は両分解温度での差は小さかったが CSRは 420 のほうが高く高評価であった 4 石炭種 (WARA PKN) のバインダー物性に与える影響は PKN のほうが O/C が下がりやすく HS が多く また TG の結果からも 分解し易い石炭であることが推察される またコークス評価において PKN は分解温度が 420 でも 440 でも CSR が高く良好な結果となった 5 次節に述べるコークス評価において 特に PKN-11 は流動性 膨張性の改善が見られ また DI については配合炭ベースを維持しつつ CRI の改善が見られた PKN-11 は 440 で改質されており 側鎖が切れ 環縮合度が進んだバインダーである可能性がある 6 バインダーの物性 性状やコークス評価結果から 褐炭であっても熱分解条件を適切に選定すれば 高炉コークス製造用バインダーとして適用できる可能性があると推察される 7 乾留チャー製造時に生成する乾留タールは 芳香族性が高いこと及び TGA の結果から炭化歩留りが高いことから 軽質成分の除去や熱改質などの適切な処理をすればバインダーとして使用できる可能性がある 116
118 4.3 高炉用コークス製造の試験炉試験 H22 年度インドネシア炭から高炉用コークスを製造できる可能性を検討するため インドネシア粘結炭を用いた乾留試験およびコークス製造には適さないインドネシア低品位炭からの粘結材を用いた乾留試験を 乾留試験炉により実施した インドネシア粘結炭としては 大量に入手できた MGM 炭を用いた 粘結材としては Wara 炭と PKN 炭から製造された粘結材 (4.2 参照 ) を用いた 乾留試験方法乾留試験は 装入炭量約 90kgの電気加熱式乾留試験炉を用いて行った その概略を図 に示す 実際のコークス炉での乾留を模擬するために 炉幅は 420 mmで実炉と同等とし 高さと長さを縮小したものである 炉壁は珪石煉瓦ではなく炭化珪素煉瓦を使用している そこで 炭化室内の昇温が珪石煉瓦の場合と同等になるように 煉瓦温度を変化させた 今回用いた炉壁煉瓦の加熱室側温度を表 に示す 石炭は 配合前に 処理能力 500 kg/h の小型反撥粉砕機で粉砕した 粉砕は 3 mm 以下 80% を目標として行った 粉砕した石炭を 配合 混合して乾留試験を行った 乾留時の石炭の水分は 4% 嵩密度は 850 kg/m 3 とした Ascension pipe 420 mm Coal Heating wall (SiC) Heating elements 図 乾留試験炉模式図 表 加熱条件 時間 (h) 温度 ( )
119 MGM 炭評価試験 MGM 炭は石炭化度が十分に高くはなく 単独では高強度の高炉用コークスを製造することは難しいと考えられ 配合炭を構成する一要素として使用することが妥当である そこで 高強度のコークスが得られる基準配合炭を インドネシア以外の石炭を用いて組み その中の一部の石炭を MGM 炭に置換してコークスを製造する試験を実施した なお MGM 炭 100% の乾留試験も併せて実施した (4) 石炭配合石炭配合を表 に示す 3 No.1 は MGM 炭 100% である 4 No.2 は基準配合炭である 5 No.3~No.5 は 基準配合炭中の一部を MGM 炭に置換したものである No.3 は 強粘結炭 B の 30% をすべて MGM 炭 30% に置換したものである No.4 は 強粘結炭 B を 15% と非微粘結炭 15% を MGM 炭 30% に置換したものである No.5 は 非微粘結炭 30% を MGM 炭 30% に置換したものである 表 石炭配合割合 (%) No 強粘結炭 A 強粘結炭 B MGM 非微粘結炭 合計 なお 強粘結炭 A は揮発分 ( 無水ベース )21.5 % ビトリニットの平均反射率 1.38% のものを 強粘結炭 B は揮発分 ( 無水ベース )23.3 % ビトリニットの平均反射率 1.20% のものを使用した 非微粘結炭は揮発分 ( 無水ベース )37.3 % ビトリニットの平均反射率 0.76% のものを使用した (5) 試験項目下記の項目について試験を実施した 7 工業分析 全硫黄 8 真密度 見掛密度 気孔率 9 反応性指数 (JIS K2151) 10 ドラム強度試験 (JIS K2151) 11 CSR( 反応後強度指数 ) 試験 ( 新日鉄法 ) 12 偏光顕微鏡によるコークス組織観察 ( 乾燥系 直交ニコル 石膏検板 ) 118
120 (6) 試験結果 MGM 炭 100% の乾留試験結果を表 に示す 灰分と全硫黄は低い 石炭揮発分が高いため コークスの見掛密度が低く 気孔率が高い JIS ReI ( 反応性指数 ) はやや高めである DI は低い DI は比較的高いので 石炭粒子間の接着は良好であるが コークス中に巨視的亀裂が多いためと考えられる そのため MS( 平均粒度 ドラム 30 回転処理後 25mm 以上 ) も小さい 実際 図 に示すように コークスにいわゆる指状亀裂が見られる 石炭化度が低いためか CRI が高く CSR は低い MGM 炭コークスの組織は 付録に示すように 殆ど光学的等方性組織であるが 一部の気孔周辺には光学的異方性組織も見られた 表 MGM 炭乾留試験結果 Ash VM TS True Apparent Porosity JIS (db) (db) (db) density density ReI (%) (%) (%) (cm 3 /g) (cm 3 /g) (%) (-) DI DI MS CRI CSR (30R,+25mm) (-) (-) (mm) (-) (-)



121 a. 側面 b. 頭部 ( 炉壁に接した面 ) c. 足部 ( 炭化室中央部 ) 図 MMGM 炭コークスの外観 120
122 配合炭の乾留試験結果を表 および図 に示す また コークス組織の偏光顕微鏡写真を付録に示す MGM 炭を強粘結炭と置換すると 灰分は低下するが 気孔率と反応性がやや上昇している 石炭化度が同程度である非微粘結炭と置換した場合は 気孔率と反応性の上昇は抑制されている MGM 炭を強粘結炭と置換すると DI はほぼ維持されているが DI は低下した MGM 炭を強粘結炭と非微粘結炭に 1/2 ずつ置換した場合も DI は維持されたが DI はやや低下した DI が低下したのは いずれも コークス中に巨視的亀裂が増加したためと考えられる MGM 炭は 粘結性は十分高いので 石炭粒子間の接着は確保され DI は維持されたものと判断される MGM 炭に置換したためコークスの亀裂が増加した結果として DI や MS( 平均粒度 ) もやや低下している MGM 炭に置換すると CRI が上昇し CSR は低下する傾向が見られたが 非微粘結炭を MGM 炭に置換した場合は基準配合とほぼ同等の CSR が維持された コークス組織は 付録に示すように 強粘結炭と置換した場合は 低石炭化度炭特有の大気孔が増加する傾向が見られたが 非微粘結炭と置換した場合は大きな変化は見られなかった 以上から MGM 炭は 少なくとも 非微粘結炭同等には使用できると評価される 121
123 表 乾留試験結果 基準配合 強粘結炭置換 強粘結炭, 非微粘結炭置換 非微粘結炭置換 工業分析と全硫黄 ( 無水ベース ) 灰分 (%) 揮発分 (%) 全硫黄 (%) 密度および気孔率 真密度 (g/cm 3 ) 見掛密度 (g/cm 3 ) 気孔率 (%) 反応性指数 ReI (JIS K2151) (-) ドラム強度指数 30 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 反応後強度指数 CRI (-) CSR (-)
124 88 +15mm +6m m 86 DI 150 (-) 基準配合強粘結炭強粘結炭, 非微非微粘結炭 置換粘結炭置換置換 a. DI 95 DI (-) 基準配合強粘結炭強粘結炭, 非微非微粘結炭 置換粘結炭置換置換 MS(30 回転, +25mm) (mm) 基準配合 b. DI 強粘結炭 強粘結炭, 非微 非微粘結炭 置換 粘結炭置換 置換 c. M S CRI (-) 基準配合強粘結炭強粘結炭, 非微非微粘結炭 置換粘結炭置換置換 d. CRI CSR (-) 基準配合 強粘結炭 強粘結炭, 非微 非微粘結炭 置換 粘結炭置換 置換 e. CSR 図 配合炭乾留試験結果 123
125 粘結材評価試験 (1) 粘結材試料以下の 4 試料を評価した 1 Wara 炭粘結材 A(Wara 炭から製造された粘結材 ) 2 PKN 炭粘結材 (PKN 炭から製造された粘結材 ) 3 Wara 炭粘結材 B(Wara 炭から製造された粘結材 ) 4 Wara 炭粘結材 C(Wara 炭から製造された粘結材 ) (2) 石炭配合石炭配合を表 に示す 1 No.1 は基準配合炭である 2 No.2~No.7 は 基準配合炭に粘結材を添加したものである 表 石炭配合割合 (%) No 強粘結炭 A 強粘結炭 B 非微粘結炭 Wara 炭粘結材 A 3 5 PKN 炭粘結材 3 5 Wara 炭粘結材 B 3 Wara 炭粘結材 C 3 合計 (3) 試験項目下記の項目について試験を実施した 1 工業分析 全硫黄 2 真密度 見掛密度 気孔率 3 反応性指数 (JIS K2151) 4 ドラム強度試験 (JIS K2151) 5 CSR( 反応後強度指数 ) 試験 ( 新日鉄法 ) 6 偏光顕微鏡によるコークス組織観察 ( 乾燥系 直交ニコル 石膏検板 ) (4) 試験結果結果を図 に示す また コークス組織の偏光顕微鏡写真を付録に示す 工業分析 全硫黄は 粘結材添加により変化していない 気孔率も明確な傾向は見られない 反応性指数は 粘結材添加により上昇する傾向が見られた 124
126 DI と DI は 粘結材の添加により向上した ただし 粘結材添加量を 5% とした場合は 3% の場合と比較して上昇率低下する傾向が見られた DI も 粘結材添加により向上傾向を示した MS( 平均粒度 ) は 大きな変化は見られない CRI は 粘結材添加により上昇傾向になっている このため CSR は低下傾向となった CRI が上昇する傾向は反応性指数の上昇傾向と一致している 粘結材を添加するとコークスの反応性は低下する場合が多いが 今回上昇したのは 粘結材の製造方法によるものか あるいは原料特性によるものか検討する必要がある コークス組織は 付録に示すように 粘結材の添加により気孔径が若干拡大する傾向が見られた 125
127 表 乾留試験結果 基準配合 Wara A 3% Wara A 5% PKN 3% PKN 5% Wara B 3% Wara C 3% 工業分析と全硫黄 ( 無水ベース ) 灰分 (%) 揮発分 (%) 全硫黄 (%) 密度および気孔率 真密度 (g/cm 3 ) 見掛密度 (g/cm 3 ) 気孔率 (%) 反応性指数 ReI (JIS K2151) (-) ドラム強度指数 30 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 反応後強度指数 CRI (-) CSR (-)
128 88 +15mm +6mm DI 150 (-) 基準配合 Wara A 3% Wara A 5% PKN 3% PKN 5% Wara B 3% Wara C 3% a. DI 91 DI (-) 基準配合 Wara A 3% Wara A 5% PKN 3% PKN 5% Wara B 3% Wara C 3% b. DI MS (30 回転, +25mm) (mm) 基準配合 Wara A 3% Wara A 5% PKN 3% PKN 5% Wara B 3% Wara C 3% c. M S CRI (-) 基準配合 Wara A 3% Wara A 5% PKN 3% PKN 5% Wara B 3% Wara C 3% d. CRI CSR (-) 基準配合 Wara A 3% Wara A 5% PKN 3% PKN 5% Wara B 3% Wara C 3% e. CSR 図 配合炭乾留試験結果 127
129 まとめ (1) インドネシアの粘結炭 MGM 炭は少なくとも非微粘結炭なみには使用できる可能性がある MGM 炭配合によりコークスに巨視的亀裂が増加する傾向があるため その対策として 石炭化度の補填などが必要である (2) コークス製造には適さないインドネシア低品位炭から製造された粘結材は 高炉用コークス製造用に使用できる可能性がある 粘結材添加によりコークスの反応性が上昇する傾向が見られた点については今後さらに検討する必要がある 128
 写真の横幅の実寸は 2 枚目の写真を除き 16.")

130 付録コークスの偏光顕微鏡写真 ( 乾燥系 直交ニコル 石膏検板 ) 写真の横幅の実寸は 2 枚目の写真を除き 16.5mm である 2 枚目の写真の横幅の実寸は 0.60mm である MGM 100% 1 mm MGM 100% 0.1 mm 129


131 MGM 基準配合 1 mm MGM 強粘結炭置換 1 mm 130


132 MGM 強粘結炭, 非微粘結炭置換 1 mm MGM 非微粘結炭置換 1 mm 131


133 粘結材基準配合 1 mm Wara A 3% 1 mm 132


134 Wara A 5% 1 mm PKN 3% 1 mm 133


135 PKN 5% 1 mm Wara B 3% 1 mm 134
 粘結性評価試験インドネシア低品位炭からの粘結材の評価試験として 石炭に粘結材を添加することによる粘結性の改善効果を評価した")
136 Wara C 3% 1 mm H23 年度インドネシア炭から高炉用コークスを製造できる可能性を検討するため コークス製造には適さないインドネシア低品位炭から製造された粘結材を用いた乾留試験を実施した 粘結材としては Wara 炭と PKN 炭から製造された粘結材を用いた 試験方法 (1) 粘結性評価試験インドネシア低品位炭からの粘結材の評価試験として 石炭に粘結材を添加することによる粘結性の改善効果を評価した 粘結性としては 流動性と膨脹性を測定した ( いずれも JIS K2151) 基準配合炭に粘結材を添加した際の 流動性および膨脹性の向上する程度により粘結材を評価した 基準配合炭としては 強粘結炭 50% と非微粘結炭 50% の配合炭を用いた (2) 小型乾留試験粘結材評価試験のひとつとして 図 に示す小型の電気乾留炉による乾留試験を実施した この乾留炉は 石炭装入部寸法は 60mm 60mm 40mmで 石炭装入量は g ( 水分 9%, 嵩密度 0.70g/cm 3 ) である また 加熱は炉を 3 時間 20 分で室温から 1000 までで昇温し ( 昇温速度 5 /min) 30 分間維持したのち冷却した 基準配合炭に粘結材を添加した際のコークス強度の向上する程度により粘結材を評価 135
137 した 基準配合炭としては 強粘結炭 50% と非微粘結炭 50% の配合炭を用いた コークス強度としては I 型ドラム試験機でコークスを 600 回転 ( 回転速度 20/min で 30 分間 ) 処理後の 1mm 以上の割合で評価した なお I 型ドラム試験機は内径 130mm 長さ 700mm の円筒形のものである 40 Thermocouple Lid Insulation brick 150 Heating element 60 Coal Thermocouple Ceramic fiber Insulation Carbonization retort 図 小型電気乾留炉. (3) 試験炉乾留試験試験炉乾留試験は 装入炭量約 90kgの電気加熱式乾留試験炉を用いて行った その概略を図 に示す 実際のコークス炉での乾留を模擬するために 加熱面の間隔である炉幅は 420 mmで実炉と同等とし 高さと長さを縮小したものである 炉壁は珪石煉瓦ではなく炭化珪素煉瓦を使用している そこで 炭化室内の昇温が珪石煉瓦の場合と同等になるように 煉瓦温度を変化させた 今回用いた炉壁煉瓦の加熱室側温度を表 に示す 石炭は 配合前に 処理能力 500 kg/h の小型反撥粉砕機で粉砕した 粉砕は 3 mm 以下 85% を目標として行った 粉砕した石炭を 配合 混合して乾留試験を行った 乾留時の石炭の水分は 4~5% 嵩密度は 850 kg/m 3 とした 136
138 Ascension pipe 420 mm Coal Heating wall (SiC) Heating elements 図 乾留試験炉模式図 表 加熱条件 時間 (h) 温度 ( ) 評価試験結果 (1) 粘結性評価試験 ( ア ) 粘結材試料以下の 2 試料を評価した 5 Wara11(Wara 炭から製造された粘結材 ) 6 PKN11(PKN 炭から製造された粘結材 ( イ ) 石炭配合粘結炭 A 50% 非微粘結炭 C 50% とした ( ウ ) 試験結果試験結果を図 に示す Wara11 は添加效果が見られなかった PKN11 は添加により粘結性が向上した 137
139 3.0 log 10 (MF/ddpm) 基準配合 Wara11 SOP 基準配合 PKN11 SOP a. 流動性 40 膨脹率 (%) 基準配合 Wara11 SOP 基準配合 PKN11 SOP b. 膨脹性 図 粘結材添加の粘結性への效果 (2) 小型乾留試験 1) 結材試料以下の 2 試料を評価した 1 Wara11(Wara 炭から製造された粘結材 ) 2 PKN11(PKN 炭から製造された粘結材 2) 石炭配合粘結炭 A 50% 非微粘結炭 C 50% とした 3) 試験結果試験結果を図 に示す Wara11 は添加效果が見られなかった PKN11 は添加により I 型強度指数が向上した 138
140 84 82 I (-) 基準配合 Wara11 SOP 基準配合 PKN11 SOP 図 粘結材添加の I 型強度指数への效果 (3) 試験炉乾留試験 1) 粘結材試料以下の 2 試料を評価した 1Wara11(Wara 炭から製造された粘結材 ) 2PKN11(PKN 炭から製造された粘結材 ) 2) 乾留試験の石炭配合石炭配合を表 に示す 1No.1 と No.4 はそれぞれ基準配合炭と基準配合炭 2 である 2No.2, No.3 と No.5 は 基準配合炭に粘結材を添加したものである 表 石炭配合割合 (%) No 強粘結炭 A 強粘結炭 B 強粘結炭 C 非微粘結炭 D 非微粘結炭 E Wara PKN11 3 合計 なお 強粘結炭 A は揮発分 ( 無水ベース )22.0 % ビトリニットの平均反射率 1.35% のものを 強粘結炭 B は揮発分 ( 無水ベース )22.7 % ビトリニットの平均反射率 139
141 1.42% のものを 強粘結炭 C は揮発分 ( 無水ベース )23.8 % ビトリニットの平均反射率 1.23% のものを使用した 非微粘結炭 D は揮発分 ( 無水ベース )36.6 % ビトリニットの平均反射率 0.76% のものを 非微粘結炭 E は揮発分 ( 無水ベース ) 36.5 % ビトリニットの平均反射率 0.76% のものを使用した 3) 試験項目下記の項目について試験を実施した 1 工業分析 全硫黄 2 真密度 見掛密度 気孔率 3 反応性指数 (JIS K2151) 4ドラム強度試験 (JIS K2151) 5CSR( 反応後強度指数 ) 試験 ( 新日鉄法 ) 6 偏光顕微鏡によるコークス組織観察 ( 乾燥系 直交ニコル 石膏検板 ) 4) 試験結果試験結果を図 と図 に示す Wara11 を添加した場合 DI と DI は低下した また CRI が上昇し CSR が低下した ただし DI と平均粒度には大きな変化は見られなかった この結果からすると Wara11 は石炭の改質が不十分なのではないかと考えられる PKN11 を添加した場合 DI と DI は維持された また CRI はやや低下し CSR がやや向上した DI と平均粒度には大きな変化は見られなかった この結果からすると PKN 11 は石炭がある程度改質されていたと考えられる コークス組織の偏光顕微鏡写真を図 ~14に示す Wara11 を添加したコークスの場合 粘結材添加コークスに見られる 気孔径の拡大や気孔壁の肉厚化が見られない まとめ ( ア ) コークス製造には適さないインドネシア低品位炭から製造された粘結材は 適切な条件で製造されたものは添加によるコークス品質向上効果が見られた ( イ ) 低品位炭からの粘結材製造条件について今後さらに検討する必要がある 140
142 表 乾留試験結果 基準配合 Wara11 3% Wara11 3.5% 基準配合 2 PKN11 3% 工業分析と全硫黄 ( 無水ベース ) 灰分 (%) 揮発分 (%) 全硫黄 (%) 密度および気孔率真密度 (kg/m 3 ) 見掛密度 (kg/m 3 ) 気孔率 (%) 反応性指数 ReI (JIS K2151) (-) 粒度分布 +75 mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) ドラム強度指数 30 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 回転 +50 mm (-) mm (-) mm (-) mm (-) mm (-) 平均粒度 (mm) 平均粒度 (+25 mm) (mm) 反応後強度指数 CRI (-) CSR (-)
143 50 30 気孔率 (%) 基準配合 Wara11 3% Wara11基準配合 2 PKN11 3.5% 3% 反応性指数 RIe (-) 基準配合 Wara11 3% Wara11基準配合 2 PKN11 3.5% 3% DI (-) 基準配合 Wara11 3% Wara11基準配合 2 PKN11 3.5% 3% DI 150 (-) 基準配合 Wara11 3% 6-15 mm 15mm Wara11基準配合 2 PKN11 3.5% 3% DI (-) 基準配合 Wara11 3% Wara11基準配合 2 PKN11 3.5% 3% 平均粒度 (30 回転, +25mm) (mm) 基準配合 Wara11 3% Wara11基準配合 2PKN11 3.5% 3% CRI (-) CSR (-) 基準配合 Wara11 3% Wara11基準配合 2 PKN11 3.5% 3% 35 基準配合 Wara11 3% Wara11基準配合 2 PKN11 3.5% 3% 図 配合炭乾留試験結果 142
 図 4.3.")
144 付録コークスの偏光顕微鏡写真 ( 乾燥系 直交ニコル 石膏検板 ) 図 基準配合のコークス組織 143

145 図 Wara11 3% のコークス組織 144

146 図 Wara のコークス組織 145
147 図 基準配合 2 のコークス組織 146

148 図 PKN 3% のコークス組織 147
149 4.4 インドネシアにおける将来の高炉用コークス需要動向インドネシアには高炉がなく 同国に於ける粗鋼生産といえば 電炉法によるスラブの生産もしく小型のキュープラ炉による鋳物銑の生産に限られる 電炉法では還元剤としてのコークスは不要であり キュープラ炉での鋳物銑生産用に僅かばかりのコークス需要があるのみであり 更にこのコークスは主に中国からの輸入に頼っているのが実態であった 一方で 中国 インド 東南アジアの経済発展に伴う世界鉄鋼需要の拡大や自動車需要の拡大に伴う鋳物需要の増加と環境問題の観点から 日本 韓国を中心とした先進各国の企業が東南アジア諸国に生産拠点を移設する動きが活発化してきており インドネシアを含む東南アジア諸国で 高炉を始めとする一貫製鉄所建設ラッシュが始まった 現在 インドネシアでは 韓国 POSCO と国営 Krakatau Steel の JV による年産 600 万 t の高炉建設をはじめ Indoferro 社による年産 120 万 t の高炉建設 Gunung Steel Group による年産 140 万 t の高炉建設が同時に進捗しており Gunung Steel Group と中国武漢鋼鉄と共同で年産 100 万 t の高炉建設を計画している また Sebuku Iron Lateritic Ores 社は DRI プラントとコークス炉の建設を推進しており Krakatau Steel も単独で年産 100 万 t の高炉建設を計画中と聞く 以上の建設中もしくは計画中の高炉の粗鋼生産能力は 10 百万トンを上回る Indoferro 社の高炉は 2012 年後半にも完成し試運転を開始するとされる 各社は高炉建設にあわせてコークス炉の建設も進めており 2012 年以降インドネシアはコークスおよび原料炭の新規市場となる POSCO-Krakatau Steel JV による高炉建設韓国の POSCO と Krakatau Steel は 2010 年 8 月 4 日に共同で高炉建設計画を進める Joint Venture 契約を締結 全体の計画概要は第 1 基工事のみ決定しており 続いて第 2 基工事の建設に着手する予定になっているが 最終的な完成時期は 2016 年を目指すに留まっている 具体的な建設時期については 2011 年 10 月より第 1 基工事に着手し 粗鋼 300 万 t/ 年に見合う大型高炉を 2013 年末に完成させ 引き続き第 2 基工事で同規模の高炉を建設し 粗鋼生産能力 600 万 t/ 年の鉄鋼一貫製鉄所とするもの 併せて 60 万 t / 年のコークス炉も建設中 出資比率 : 初期 POSCO 70%:Krakatau Steel 30% 1 年後 POSCO 55%:Krakatau Steel 45% 計画位置 : チレゴン州 インドネシア 敷地面積 : 388 ヘクタール 投資規模 : 総額 60 億 US$ 操業開始 : 2013 年 148
150 粗鋼生産規模 : 600 万 t/ 年 (1 期工事で 300 万 t 2 期工事で 300 万 t) 製品内訳 : スラブ (100 万 t) 鋼板 (200 万 t) 鋼管 (300 万 t) 尚 1 期工事では高炉を建設する予定だが 第 2 期工事では溶鉱炉工法に代えられる POSCO の次世代製鉄技術 FINEX( ファイネックス ) の商用化設備にすることを計画中との報道あり Krakatau Steel 単独の高炉建設計画 Krakatau Steel には POSCO との合弁事業の他に 独自で高炉建設を計画中 詳細は未定だが 現状 Krakatau Steel は年間 50 万 t ほどスラブ 冷延鋼板を輸入していることから 銑鉄不足を解決することが目的であると説明される 鉄鉱石 200 万 t/ 年 コークス 70 万 t/ 年を使用して自国の高炉出銑量を増強する計画であり その出銑量は 120 万 t/ 年と思われ 炉容積 2,000m 3 程度の高炉を建設するものと思われる Indoferro による高炉建設 450m 3 の高炉が 2012 年後半に完成し試運転を行う予定 銑鉄生産量は 50~60 万 t/ 年を計画 併せて 60 万 t/ 年のコークス炉も建設しており こちらは既に完成している 更に 2014 年以降生産能力を倍増すべく高炉をもう一基建設する計画 2020 年には粗鋼生産能力 120 万 t/ 年を目指す Gunung Steel Group による高炉建設 Gunung Steel は小型高炉 2 基を建設し 2014 年前半に粗鋼生産 140 万 t/ 年を目指す 更に中国武漢鋼鉄と共同で 100 万 t/ 年の高炉建設を検討中 以上のインドネシアにおける高炉建設計画に基づく 粗鋼生産能力推移の見通しを示したのが以下図 のグラフである 149
151 (mil ton) Others Krakatau Steel Forecast:Indonesia Blast Furnance capacity Gunung Steel Group POSCO Krakatau Steel JV Indoferro 図 インドネシアにおける粗鋼生産能力の見通し 150
152 第 5 章本プロセスの事業性評価 5.1 バインダー製造プロセス本バインダー製造プロセスの特徴は 水素化溶剤を使用して比較的マイルドな熱分解条件で石炭を改質できるために 従来のSRCなどの石炭液化プロセスとは異なり 設備建設費を大幅に小さく抑えることができる これに安価な褐炭を原料とすることで製造コストの大幅な低減ができる可能性がある インドネシア産の褐炭 (WARA) を使用して室炉コークス製造用バインダーを実験室レベルで製造したときの物質収支をベースにして概略の製造コストを試算した 製造コストの試算前提 (1) 製造プロセスの概要と物質収支インドネシア産の褐炭 (WARA) を原料とする前提で 水素化溶剤による熱分解で製造するプロセスとする 試験結果から得られたデータを参考にして計算した物質収支を図 に示す また以下にプロセスの概略を説明する 熱分解ガス 10 反応水 15 石炭 石炭スラリー熱分解油石炭乾燥 石炭粉砕工程熱分解工程 蒸留工程 軽質油 (dry) バインダー 65 水素化溶剤回収溶剤 溶剤水素化工程 水素 2 図 褐炭 (WARA) からのバインダー製造における物質収支 1 乾燥 脱水工程褐炭 (WARA) は受入れベースでの水分が40% もあるため 粉砕前にこの水分を熱風により予備乾燥を行う その後 水素化溶剤と粉砕石炭を混合してスラリー状態とするが この時点で中圧蒸気を使用して石炭中の水分が5% になるまで水蒸気として回収する 2 熱分解工程石炭スラリーは熱分解反応器にて所定の温度 時間で処理することにより 熱分解油と副生物である熱分解ガスおよび反応水を得る その後 蒸留工程において熱分解油から水素化溶剤を回収して目的のバインダーを得る 3 溶剤水素化工程蒸留工程で回収された水素放出後の水素化溶剤は MPa 反応条件で水素化され循環使用される 151
153 4 副生物の燃料化使用熱分解ガスは表 に示すような組成であり 約 5900kcal/Nm 3 の熱量を持つことから燃料使用が可能である 但し0.5Vol% の硫化水素を含むために脱硫処理が必要である また軽質油は燃料として使用が可能であるが タール酸成分を含むために設備腐食防止の点から脱酸処理設備が必要となる 表 熱分解ガスの組成と熱量 ( 計算値 ) 分子量 組成 平均分子量 低発熱量 (vol%) kcal/nm3 kcal H , N CH ,570 1,620 CO , CO C2H , C2H ,390 1,170 C3H ,380 1,029 C3H , i-c4h , n-c4h , C2H 計 ,863 kcal/nm3 (2) 設備建設費設備建設費は千代田ユーテックで算出した80 億円 (364t/ 日 ) をベースとし 水素製造設備費 (LNG 改質設備 )10 億円を足して90 億円とした なお 設備費の算出は日本での建設費にインドネシアの物価係数を勘案して算出している また石炭入荷設備 ( 港湾 ) ユーティリティ供給設備や環境対応設備などのインフラについては現段階では不明なので本設備建設費には入れていない (3) 原料石炭価格バインダー試作用の原料石炭にはインドネシア産のWARAとPKNを使用した 表 に示すように工業分析結果から 試作に使用したWARAはEcocoal 相当 PKNはPKN3500であると推察される ベンチマーク価格から計算したこれら石炭価格を表 に示す WARAは63 US$/t PKNは42US$/tとなった 152
154 表 褐炭の価格 今回使用石炭 石炭銘柄 工業分析 価格 TM Ash CV 2011 年 2 月 % %,dry kcal/kg WARA ,800(GAD) PKN Ecocoal ,200(GAR) PKN ,520(GAR) (4) 水素価格水素はLNGを原料とした改質水素を前提にした なおLNG 価格は重油を基準にカロリー等価で算出したものを使用し 本試算では改質設備を設置することから水素価格はそれに改質コストを載せた限界製造原価ベースとした (5) 副産物評価熱分解ガスは石炭中の水分を蒸発させるエネルギー源として使用する 熱分解ガスは表 に示すようにガス組成から計算すると熱量が5900kcal/Nm 3 であるが この熱分解ガスから得られる全熱量と 褐炭中の水を蒸発させるために必要な熱量を計算したところ ほぼ見合ったことから全量を使用することとする また副生油である軽質油は約 2 万 t/ 年弱発生するが 燃料として使用するためにはフェノールなどのタール酸成分の除去や油水分離などの処理が必要であり その処理コストを考慮すると仮に販売できても利益は出ない可能性があるため 本コスト試算ではカウントしない 製造コストの試算結果表 に褐炭 (WARA) を原料にしたバインダーの製造コスト算出結果を示す この結果から製造コストは36.6 円 /kgとなった 153
155 表 バインダーの製造コスト算出結果 原油 100 $/bbl 為替 80 円 /$ バインダー生産量 125,960 t/ 年 (376t/ 日 *335 日 / 年 ) 副産物量 熱分解ガス 13,194 knm3/ 年 軽質油 19,378 t/ 年 設備建設費 90 億円 項目 数量 単価 金額 M /kg 原料 原料石炭 ( 水分 40%) t 322,974 5,067 1, 水素 knm3 43,408 18, 用役等 電力 MWh 42,331 8, 燃料油 t 7,558 62, 冷却水 m3 4, その他 水素化触媒 kg 11,046 3, 変動費計 廃水処理 ( 反応水 ) m3 29,068 1, 人件費 (@5200\/ 人 年 *20 名 ) 減価償却 8.49%(15 年 金利 4%) 修繕費 保険 税金 修繕費 3% 保険 税金 1.5% 一般管理費 ( 人件費 *20%) 固定費計 10.3 合計 経済性評価製造コストにおいて原料石炭単価と減価償却費の影響が大きいことから これらが変動することによりどの程度コストが変化するかを図 に示した この結果 プラスマイナスで2~3 円 /kg 程度の触れ幅になることが分かる インドネシアの褐炭は灰分が比較的少ないことから 熱量が低い場合でも発電用石炭として使用する検討もなされており 市場で流通し始めると価格が高くなる可能性が大きい バインダー原料としての褐炭物性には熱量は関係ないので より熱量の低い褐炭 (PKN など ) が狙い目かも知れない また設備建設費は本コスト試算においては 石炭の入荷設備や用役供給設備などの基盤インフラ費はカウントしていないので留意が必要である 立地場所としては石炭火力発電所近傍やコークス炉近傍などでインフラを共用できることを前提としている 日本の鉄鋼メーカーでは軟ピッチをコークス用バインダーに使用している例がある 流通品ではないので市場価格は不明であるが その原料となるコールタール価格は日本芳香族工業会のデータに記されている これによると2011 年度の価格は50 円 /kg 前後となっており 今回試算した製造コストに比較して高い水準である 154
156 50 製造コスト ( 円 /kg) 石炭 6 円 /kg 石炭 5 円 /kg 石炭 4 円 /kg 設備建設費 ( 億円 ) 図 各石炭単価における製造コストと設備建設費の関係 155
 5.1.")
157 図 コールタール価格の推移 ( 日本芳香族工業会の HP より ) まとめインドネシアにおけるバインダー製造は 石炭火力発電所などの近傍に設置して物流や用役などのインフラ設備がある前提とし 且つ褐炭を原料とすることで概略 40 円 /kg 前後のコストで生産できる可能性があることが分かった 製造コストは使用する褐炭の性状による物質収支の変化や 環境対策やインフラの状況などによる設備建設費の変化により大きく変動することから さらなる調査を進めて精度アップを図っていく必要があると考える 156
158 5.2 成型コークス製造プロセス事業性評価ガス化溶融炉向け成型コークス製造の事業性評価を実施した 平成 23 年度の研究成果より 原料石炭としてインドネシア石炭 (Adaro 炭 Tuhup 炭 ) を使用し またバインダーとして SOP を使用する条件にて ラボレベルにおいてはガス化溶融炉向け強度が得られたことから 本条件にて成型コークスを製造した場合の事業性を評価した 検討条件検討した条件は ラボレベルで高炉コークス相当強度以上が得られた下記 2 条件 条件 1:Adaro 炭 ( 事前乾留 )+SOP 12% 条件 2:Adaro 炭 ( 事前乾留 )+Tuhup 炭 10% 混合 +SOP 8% 事業化前提 1) プロセスフロー概要条件 1 2とも tekmira プロセスと概ね同一とし 下図のプロセスを想定した 2) 原料石炭 粘結炭について原料石炭としては 実験条件と同じく Adaro 炭 粘結炭としては Tuhup 炭相当石炭の使用とした 3) か焼についてか焼は 実験条件と同じく 600 不活性雰囲気とした か焼熱源は 発生 COG の燃焼を想定した また粘結炭についてはか焼はせず 乾燥のみとした 4) 粉砕について粉砕は 3mm アンダー 100% とした 5) バインダー添加 混練についてバインダー SOP 添加量は ガス化溶融炉用コークスとしての強度が得られた量とした また SOP は液状としての混練を想定し 混練温度は 100 程度とした 6) 成型について成型方式は特定しておらず今後検討が必要であるが 成型圧力として実験条件と同じく数 t/cm 2 程度の高圧が必要と考えられる 157
159 7) 乾留について乾留最高温度は 900 とし 乾留熱源は 発生 COG の燃焼を想定した 乾留方式は特定しておらず今後検討が必要であるが tekmira プロセスで使用しているカセット充填したトンネル炉使用では 生産性 昇温性能とも問題があると考えられ 例えば鉄連開発 FCP の様な竪型シャフト炉を使用した連続直接乾留等がより適切と考えられる プロセス物質収支計算 ( 各工程歩留まり ) 1) 条件 1:Adaro 炭 ( 事前乾留 )+SOP 12% 1 原料石炭の工業分析値は Adaro 炭相当 2 乾燥後の残留水分は 10% 3か焼後の残留揮発分は 10% 4か焼後石炭に対して バインダー SOP を 12% 混練 成型 5 成型炭を本乾留し成型コークスとなる 残留揮発分は 0% 6 成型コークスのうち 10% は乾留過程で粉化する以上の設定において 各過程における成分 歩留まりを計算した 石炭分析値重量バインダー分析値重量 項目 単位 原炭 乾燥後 か焼後 混練後 乾留後 合計 %wet 水分 %wet VM %wet 灰分 %wet FC %wet 合計 kg 水分 %wet VM %wet 灰分 %wet FC %wet % 粉化 項目 単位 SOP 12% 混合 成型コークス 合計 %wet 水分 %wet 0 0 VM %wet 灰分 %wet FC %wet 合計 kg 水分 %wet VM %wet 灰分 %wet FC %wet 原料石炭 1000kg と SOP43.3kg から 成型コークスが 305kg 製造 原料石炭 SOP の成型コークストン当たりの必要量はそれぞれ 原料石炭: 3.28t/ 成型コークスt 158
160 SOP: 142kg/ 成型コークス t となる 2) 条件 2:Adaro 炭 ( 事前乾留 )+Tuhup 炭 10% 混合 +SOP 8% 1 原料石炭の工業分析値は Adaro 炭相当 粘結炭は Tuhup 炭相当 2 乾燥後の残留水分は 10% 3か焼後の残留揮発分は 10% 4か焼後石炭に対して 粘結炭を 10% 混合 5 粘結炭混合後石炭に対して バインダー SOP を 8% 混練 成型 6 成型炭を本乾留し成型コークスとなる 残留揮発分は 0% 7 成型コークスのうち 10% は乾留過程で粉化する以上の設定において 各過程における成分 歩留まりを計算した 石炭分析値重量バインダー分析値重量 項目 単位 原炭 乾燥後 か焼後 混練後 乾留後 合計 %wet 水分 %wet VM %wet 灰分 %wet FC %wet 合計 kg 水分 %wet VM %wet 灰分 %wet FC %wet % 粉化 項目 単位 SOP 粘結炭 成型コークス 合計 %wet 水分 %wet 0 10 粘結炭 10% 混合 0 VM %wet ( 対か焼後石炭 ) 0 灰分 %wet SOP8% 混合 6.0 FC %wet ( 対か焼後石炭 + 粘結炭 ) 94.0 合計 kg 水分 %wet VM %wet 灰分 %wet FC %wet 原料石炭 1000kg 粘結炭 40.1kg SOP32.1kg から 成型コークスが 326kg 製造 石炭 SOP の成型コークストン当たりの必要量はそれぞれ 原料石炭 3.03t/ 成型コークスt 粘結炭 123kg/ 成型コークスt SOP 99kg/ 成型コークスt となる 159
161 5.2.3 経済性評価現段階では プロセスが確定しておらず また立地が確定していない為 ユーティリティの使用費や発生ガス タールの売却益等の変動要因に前提を置くことが困難である ここでは経済性評価は原料価格及びその歩留まりにて変動費を求め その上で変動費割合を想定して割り戻す形で求めた 1) 経済性評価前提 1 石炭価格石炭は Adaro 炭相当 価格は 50US$=4000 円 /wet-t 2バインダー価格バインダー (SOP 相当品 ) 価格は 120 円 /kg 3 用役費 ( 電力 燃料 蒸気 etc) 用役費総額として 5000 円 / 成型コークスtと仮定 4 固定費 ( 人件費 設備償却費 etc) 総コストに占める変動費割合を 30% と仮定 2) 製造コスト計算上述の前提を元に 条件 1 2での成型コークスの製造コストを試算した 条件 1 単価 量 / 成型コークスt コスト / 成型コークスt 変動費 石炭 ( 亜瀝青炭 ) 4000 円 /t 3.28t 13,120 石炭 ( 粘結炭 ) 円 /t 0kg 0 SOP相当品 120 円 /kg 142kg 17,040 用役 - - 5,000 変動費合計 ,160 固定費 固定費合計 固定費割合 30% 15,069 成型コークス製造コスト 50,
162 条件 2 単価 量 / 成型コークスt コスト / 成型コークスt 変動費石炭 ( 亜瀝青炭 ) 4000 円 /t 3.03t 12,121 石炭 ( 粘結炭 ) 円 /t 123kg 1,970 SOP相当品 120 円 /kg 99kg 11,821 用役 - - 5,000 変動費合計 ,912 固定費 固定費合計 固定費割合 30% 13,248 成型コークス製造コスト 44,161 成型コークス製造コストは 条件 1: 50,229/t 条件 2: 44,161/t となり いずれ も目標の 40,000/t より高くなった 特に問題となるのが条件 1で 3 割以上 条件 2で も 2 割以上を占めるバインダーコストであり 今後その使用量低減技術探索 及び高 価な SOP の代替品探索が必須であると考えられた 章で探索している低品位炭からの製造バインダー適用においては SOP 同 等の強度を得られない状況であるが 製造条件最適化による成型コークス用バインダー 機能改善 ( 軟化点調整 バインダー成分増強等 ) を継続探索していくことが求められる 本バインダーの適用が可能であれば バインダー単価が 40 円 /kg 程度になるので 成 型コークス製造コストが 条件 1: 34,000/t 条件 2: 32,902/t となり いずれも目 標の 40,000 を下回ることが可能となる 161
163 第 6 章まとめ (1) インドネシア炭の資源調査 1 原料炭調査 H22 年度に中央カリマンタンの北バリト県 ムルンラヤ県を調査し コークス試験炉試験用の大量試料の入手を試みたが 生産炭鉱が少なく 弱粘結炭 1 銘柄のみしか入手できなかった 2 褐炭調査東 南カリマンタン 南スマトラからバインダー製造用の大量褐炭試料及び品質評価用の少量褐炭試料を入手した また インドネシア褐炭の価格調査も実施した その結果 インドネシア褐炭は 現在 インド 国内の火力発電用に一部使用されており これらには瀝青炭高騰の影響で FOB 価格 30US$/ トン程度で取引されているものもあることが判明した (2) 成型コークス製造技術検討 1 成型コークスの品質改善 (a)tekmira 試験設備でのバインダー改善効果確認試験 H21 年度調査においてコークス強度改善効果が認められたバインダーの中から 実用化されていて多量に入手可能な石炭系軟質ピッチ (SOP) を選定し tekmira の試験装置を用いて大型成型コークス (105mmΦ 95mm) を製造 ( 現在 tekmira で使用されている石油系のアスファルトバインダー ( 以下 既存バインダーと記す ) SOP バインダーそれぞれ 300kg) し バインダー改善効果の確認試験を実施した バインダー添加率は いずれも 12.5% であったが 表 6.1に示したように バインダーを SOP に変更しても シャッター強度の改善は見られなかった 表 6.1 大型成型コークスの試験結果 既存ハ インタ ー 成型コークス SOP ハ インタ ー 成型コークス 工業分析灰分 (%) 揮発分 (%) 全硫黄 (%) シャッター強度 SI SI (b) 成型コークス製造条件の追加検討 tekmira 試験設備での SOP バインダー改善効果が見られなかった原因追及を小 162
164 型タブレットタイプ (φ40mm 20mm) の成型炭を用いて 製造条件の検討を行い 以下の知見を得た 小型試験では SOP 混練が容易なため SOP12% で高炉用コークス相当のコークス強度が得られた 但し 褐炭チャーはポーラスで比表面積が大きく 大幅な SOP による強度改善効果を得るには SOP を 14~15% 添加する必要がある インドネシア強粘結炭(Tuhup 炭 ) 10% 配合して急速昇温乾留すれば SOP を 8% まで抑制できる また 上記の製造条件で製造した成型コークスは 新日鉄エンジニアリング( 株 ) が開発したシャフト炉式ガス化溶融炉用コークスとして使用できることを確認した 2 低品位炭からのバインダー製造褐炭から製造した高炉用コークスバインダーを成型コークス用に改良する試験を行ったが 改良バインダーの粘度が高く 良好な成型炭を製造できなかった 今回は試験装置の能力不足で混練温度を上げられなかったが 混練温度の最適化検討が必要なことがわかった 3 成型コークス製造プロセスの実機イメージの検討 tekmira プロセスは 乾留炉中の酸素濃度がコントロールできず 成型炭を鉄製のパイプに入れて乾留中のコークス燃焼を防止しているため スケールアップが困難である また灯油を燃料としており 経済性にも問題がある 成型コークス製造プロセスは 既存技術である外熱式ロータリーキルンで褐炭チャー化を行い 日本の連続式成型コークス法 (FCP) で成型コークス化することが可能であることを確認した (3) 高炉用コークス製造の可能性調査大量入手可能だったインドネシア弱粘結炭と豪州強粘結炭を用いて 室炉式コークス炉によるインドネシア炭を用いた高炉用コークス製造の試験炉試験を実施した その結果 1 今回使用したインドネシア弱粘結炭は 豪州非弱粘結炭相当のコークス化性を有しており 豪州等の強粘結炭と組み合わせれば 通常の湿炭操業で 10% 程度使用でき SCOPE21 を用いれば 50% まで高炉用コークス原料炭として使用可能である 2インドネシア褐炭からのバインダーは 現状の日本での市販バインダーと同等以上のコークス強度改善効果があるものもあり このバインダーを用いることによりインドネシア弱粘結炭の配合量を増加できる可能性が十分あることが判明した また インドネシアでの高炉用コークス需要は 2010 年 8 月に韓国 POSCO とク 163
165 ラカタウ製鉄が共同で高炉建設計画を進める Joint Venture 契約を締結し 2013 年末に大型高炉 1 基稼働 (300 万 t/ 年 ) に向けて工事中であり 60 万 t/ 年のコークス炉も建設中である その他 Indoferro 社が 450m 3 の高炉 コークス炉 (60 万 t/ 年 ) を建設中であり 2012 年後半に稼働する予定である また クラカタウ製鉄単独の 2000 m 3 の高炉建設計画 Gunung steel の小型高炉建設計画等が検討されており 2012 年以降 インドネシアはコークス及び原料炭の新規市場となる (4) インドネシア炭からのコークス製造事業の事業性評価 1 褐炭からの高炉コークス用バインダー製造褐炭からのバインダー製造原価を試算した結果 目標値であるコールタール価格 =50 円 /kg(2011 年度 ) よりも約 10 円 /kg 安くなり 立地条件がよければ 事業化の可能性がある 2 成型コークス製造目標コークス強度を達成できた SOP12% 添加 強粘結炭 10%+SOP8% 添加の 2 ケースで製造コストを試算した結果 目標コークスコスト=40,000 円 /tよりも 4,000~10,000 円高くなった 今回は SOP 代替として褐炭からのバインダーを使用出来なかったが 褐炭からの改質バインダー ( 推定単価 40 円 /kg) が使用可能ならば 目標コスト (40,000 円 /t) より 6,000~7,000 円 /t 程度 製造コストを下げられる (5)tekMIRA のコークス研究者の招聘 H23 年 3 月に tekmira から3 名のコークス研究者を招聘し 日本側の研究施設見学と技術ディスカッションを行い 日本のコークス技術に対する理解を深めてもらった また H24 年 2 月に tekmira を訪問し お互いの成果報告会を開催した 本調査では tekmira の希望する鋳物用成型コークスの製造に関してチャー化条件 使用バインダー及び全体プロセスの見直しを行い インドネシア炭から成型コークスが製造可能である事を経済性も含めて確認した また 新日鉄エンジニアリングが必要とするシャフト炉式ガス化溶融炉等 成型コークスの用途開発も合わせて行った さらに 今後 インドネシアで需要増が見込まれる高炉用コークスに関しても 褐炭からのバインダーを用いれば 室炉式コークス炉でのインドネシア原料炭の多量使用の可能性がある事を経済性も含めて確認した しかし 本調査では 各プロセスの最適化は未完であり 個別技術でもチャー成型 164
166 時の加熱混練 成型コークス製造時の発生タールの改質 成型炭の部分装入等による室炉式コークス炉でのインドネシア炭の使用増などの検討項目が残っている 今後も 実用化に向けた技術検討を継続する必要がある 165
167 < 参考 > 過去の成形コークスプロセス調査 1. はじめに これまでの成型コークス製造技術 2.1 成型コークス技術の変遷 成型コークス法の分類 代表的な成型コークスプロセス 章のまとめ 褐炭を用いた成型コークス製造に関する技術知見 3.1 褐炭の特性 褐炭のチャー化条件 成型炭の Curing( 養生 ) 生成タールを用いたバインダー製造の可能性 章のまとめ
168 1. はじめにインドネシア褐炭から鋳物用 シャフト炉式ガス化溶融炉用の成型コークスを製造するため 過去の成型コークス製造技術の調査を行うと共に インドネシアで研究が進んでいるインドネシア政府エネルギー鉱物資源省下の鉱物石炭技術研究開発センター (tekmira) の成型コークスプロセスも合わせて調査し 褐炭を用いた成型コークスのプロセス開発の方向性について調査した 2. これまでの成型コークス製造技術 2.1 成型コークス技術の変遷成型コークスの技術開発は 1920~45 年代の第 1 世代 1960~80 年代の第 2 世代 1990 年度以降の第 3 世代に分かれる 第 1 世代は 主な製品はタールであり タール収率の高い低温乾留後に 残ったチャーを成型して無煙で着火性の良い低揮発分の無煙固形燃料に利用する技術開発が主流であった 特に第二次世界大戦前後にはドイツを中心に液体燃料の製造が主目的に種々のプロセスが考案され その中のいくつかは商業化された チャーの活用は 活性炭等の炭素材料 金属の還元材 家庭用の無煙固形燃料 ボイラの固形燃料 高炉用コークスの低揮発分原料炭の代替に使用されたが 現在も使われているのは 主として家庭用の無煙固形燃料である この時代のプロセスで現在でも残っているものは 米国ピッツバーグの Consolidation Coal Company の Disco Process がある 第 2 世代は 鉄鋼生産の増加に伴い 高炉用コークスの原料である強粘結炭の資源量が枯渇することが懸念され 鉄鋼会社を中心に 強粘結炭なしで高炉用コークスを生産するための成型コークス製造技術の開発が進んだ しかし 表 に主な成型コークスの高炉試験結果を示したが 成型コークスは室炉コークスの 100% 代替までは出来なかった 日本でも 海外の成型コークスプロセスの失敗事例を参照し 鉄連式 FCP( 連続式成型コークスプロセス ) の開発を 1978~1986 年に実施し 200t/d のパイロットプラントを建設して高炉試験まで実施したが 室炉コークスの 30% 代替までしかできなかった 現在 第 2 世代の成型コークスプラントは稼働していない 第 3 世代の成型コークスとしては 米国 Coal Technology Corporation 社が DOE の補助を得て 1988~1996 年に開発した CTC/CLC Process がある このプロセスは ベンゼン等の有害物質を含んでいる乾留ガスがコークス炉から漏れるという環境上問題のある室炉式コークス炉の代替プロセスとして開発された パイロットプラント (10t/d) で成型コークスを製造し 鋳物用試験を実施した 現在 CTC Process は Carbonite Corporation が技術継承し 商業化のパートナーを探している 167

169 表 海外の成型コークスの高炉使用試験結果 1) 2.2 成型コークス法の分類成型コークス法の分類は 一般に 成型方式と乾留方式の組合せで分類されている 成型方式の代表例を 図 に示した 熱間成型は 粘結炭を加熱し その粘結性をバインダー代替として活用する方式であり その利用はかなり限定されており 基本はバインダーを添加して成型機で成型する冷間成型が主流となっている また 成型機の代表例を図 に示す 石炭の成型機は 工業的に確立されているダブルロール法が主流であるが ダブルロール法は 成型炭の厚みがロール径の制約で厚くできないため 大型の成型炭を製造するには押し出し成型機が使用されている 日本では押し出し成型機は 鋳物用の大型成型コークスに利用されていたが 現在 稼働している 168
 2 炉内の石炭移動方式 ( 固定床 移動床 流動床 etc) 3 連続 or バッチ 4 直接加熱 or 間接加熱などで分類する 生産性に影響を与える連続 / バッチ 直接 / 間接加熱の観点から分類した分類法を図 2.2.3 に示した 乾留炉の選択では 設備費を下げるために連続 直接加熱を指向すべきであるが 直接加熱では 発生 C ガスを熱媒体にした鉄連 FCP 以外は排ガス等を熱媒体に使用するため 発生 C ガスのカロリー低下を招く また竪型炉を選択すると成型炭の自重で成型炭が炉内で融着し易くなり 排出できなくなる可能性があるため ヒートパターン 成型炭表面の酸化等の融着防止対策が必要になる 169")
170 事例はない 日本では旭コークス工業 ( 株 ) と鉄研コークス ( 株 ) が鋳物用コークス製造に使用 していた FCP, HBNPC DKS, 鉄研コークス Sapoznikov BBF FMC 図 成型方式による分類 図 代表的な成型機の種類乾留方式の分類は 1 乾留炉の形状 ( 竪型 水平 etc) 2 炉内の石炭移動方式 ( 固定床 移動床 流動床 etc) 3 連続 or バッチ 4 直接加熱 or 間接加熱などで分類する 生産性に影響を与える連続 / バッチ 直接 / 間接加熱の観点から分類した分類法を図 に示した 乾留炉の選択では 設備費を下げるために連続 直接加熱を指向すべきであるが 直接加熱では 発生 C ガスを熱媒体にした鉄連 FCP 以外は排ガス等を熱媒体に使用するため 発生 C ガスのカロリー低下を招く また竪型炉を選択すると成型炭の自重で成型炭が炉内で融着し易くなり 排出できなくなる可能性があるため ヒートパターン 成型炭表面の酸化等の融着防止対策が必要になる 169
171 なお 直接加熱の場合 発生 C ガスのカロリーが低下するケースが多いが その対策 として 赤熱コークスに蒸気を入れて 水性反応により H2 CO を製造する例があるが コークス品質面では好ましくない FCP, HBNPC FMC, Auscoke BBF Sapoznikov 非連続 直接加熱 間接加熱 カ ス傾斜炉 カ ス傾斜炉 鉄研コークス DKS 図 乾留方式による分類 褐炭を原料とする場合 水分が多いので成型前に石炭を乾燥する また 乾留時の収縮量が大きく成型コークスに亀裂が入るため 成型前に褐炭を低温乾留してチャー化する必要がある チャー化プロセスは 第 2 次世界大戦前に種々のプロセスが考案され 図 と同様な分類がなされているが 粉炭を処理するので流動床タイプが使われる事例が多い 流動床タイプは 石炭の炉内付着防止のため 粘結炭は 必ず 石炭表面の酸化処理を行う必要がある また 熱効率向上のため 乾燥工程と組合せて複数の流動床を構成し 循環ガスを複数の流動床で使用する事例が多い 循環ガスの加熱源は 乾留ガスだけでは不足し チャーを部分燃焼するケースが多い 2.3 代表的な成型コークスプロセス表 に これまでの成型コークスプロセスの中で 工業化規模まで開発が進んだ代表的なものを示した 現在も稼働中のものは少ないが 種々のプロセスが開発された 乾留温度をみると 高炉 鋳物用のプロセスは 1000 まで乾留するものが多いが タール製造 家庭用燃料のものは 低温乾留の 800 レベルのものが多い 以下に 特色のあるプロセスの概要を記載した 170
172 表 工業化規模の代表的な成型コークスプロセス 2) 方式 ( 国 ) 原料方法規模用途乾留温度備考 Disco Process( 米 ) Stoker Carbonization Process ( 加 ) Humphreys & Glasgow( 豪 ) 粘結炭 瀝青炭 褐炭 粘結炭を空気で部分酸化して粘結性を低下させ 回転キルンで球状の低温コークスを製造する 移動ク レートの下部から空気を吹込み石炭を部分燃焼して乾留ハ インタ ーなしフ リケット シャフト炉 750t/d 家庭用 570 稼働中 商業規模 カーハ イト工業 1200 詳細不明 60000t/y 冶金用 800 詳細不明 Lurgi-Spaulgas( 独 ) 褐炭 ハ インタ ーなしフ リケット シャフト炉で 2 段乾留 t/y 家庭用 800 H.B.N.P.D.C ( 仏 ) Bergbau Forschung- Lurgi (BBF) ( 独 ) FMC( 米 ) all all all DKS ( 住金 - 京浜練炭 ) 瀝青炭 旭コークス法 ( 日本 ) 鉄研コークス法 ( 日本 ) 鉄連 FCP( 日本 ) CTC/CLC Process( 米 ) 瀝青炭 粉コークス 瀝青炭 all フ リケットを内熱式炉で 乾燥 乾留低温乾留後 加熱下フ リケット成型 (30% 強粘添加 ) し 熱砂で乾留 多段流動層でチャー化 しフ リケット シャフト炉 冷間成形 外熱式傾 斜炉 ( ハ ッチ式 ) 冷間成形 外熱式直 立炉 ( ハ ッチ式 ) 冷間成形 内熱式傾 斜炉 ( ハ ッチ式 ) 冷間成形 内熱式シャ フト炉 ( 連続式 ) 冷間成型 内熱式ト ンネル炉 150t/d 冶金用 850 高炉試験 300t/d 冶金用 1000 高炉試験 250t/d 冶金用 1000 高炉試験 130t/d 冶金用 1000 高炉試験 24000t/y 鋳物用 t/y 鋳物用 950~ 1000 商業化 ( 廃棄 ) 商業化 ( 廃棄 ) 200t/d 冶金用 1000 高炉試験 10t/d 冶金用 1100~ 1200 鋳物試験 (1)Disco process 2)3) 1 開発経緯米国ピッツバークの炭鉱会社が 選炭工場の微粉炭から家庭用無煙炭燃料を製造する方法として 1930 年代に開発され 現在も稼働している 現状設備は 1947 年に建設され 7 基の乾留炉で 800t/d のチャーを生産しており 当時の建設費は 3 百万ドルであった 171
 で一部リサイクルチャーを混合した粘結炭 (320 ) をスクリューフィーダで投入され 投入後 石炭は軟化溶融温度まで加熱され ボール状に成型されて乾留後")
173 2 使用石炭粘結炭 3プロセス概要まず 乾燥した粘結炭を Roaster で粘結炭を空気で部分酸化させて粘結性を低下させる 次に 傾斜した回転式キルンを用いて粘結性の低下した粘結炭とリサイクルされたチャーを入れて 粘結性を利用してキルン内で球状の低温コークス ( ディスコボール ) を製造しながら低温乾留するプロセスであり 成型機を使用しない点に特色がある 図 Disco Process のフローダイアグラム 粘結炭の乾燥は 石炭燃焼の排ガスを加熱ガスとする気流塔で水分を2~3% に低下させるものである Roaster は図 のように 6 段の直角炉で構成され 撹拌棒で移動しながら 炉内のバーナからの排ガスで 320 まで間接加熱されながら 加熱空気で酸化される 低温乾留は 外熱式のロータリーキルン (150t-coal/d 直径 9ft 長さ 126ft) で一部リサイクルチャーを混合した粘結炭 (320 ) をスクリューフィーダで投入され 投入後 石炭は軟化溶融温度まで加熱され ボール状に成型されて乾留後 排出される ロータリーキルン内部には 8 インチのダムが数個あり 排出部の炉内温度が 570 に保持されている 乾留ガスは 直接冷却タイプのプライマリークーラーで冷却され タールを除去して 乾留炉用の燃料ガスになる チャーの石炭に対する歩留は約 75% 揮発分は 15~17% である 172
174 (2)Lurgi-Spulgas プロセス 2) 1 開発経緯第二次大戦直前に褐炭の成型炭を低温乾留して 生成タールからモータ油を得ることを目的として Lurgi 社により開発された連続式竪型レトルト炉で ドイツに多数建設された また米国のノースダコタ 日本の若松 ニュージーランドにも建設された 2 使用石炭 ドイツ 米国では褐炭が使用されたが 日本 ニュージーランドでは 瀝青炭 亜瀝青炭が使用された 3プロセス概要上下 2 室からなり 上室で成型炭を乾燥したのち 下室で 600~700 のガスと直接接触させて低温乾留し さらに冷ガスにより冷却してレトルトより成型コークスを取り出す構造になっている 各室の加熱ガスは いずれも外部燃焼炉からの排ガスを使用する チャーの冷却ガスは 発生ガスをチャーと直接接触させて行い チャーの冷却で予熱された発生ガスは 下室の底部から吹き込まれる 図 のドイツの例では 水分 54% の褐炭を 20mm 以下に粉砕し 生成ガスの排ガスを用いた乾燥機で水分 15% まで乾燥する 乾燥炭はバインダーを用いて成型され 上室 ( 乾燥室 ) に装入され 水分 0.5% までさらに乾燥される 乾燥ガスは 220~250 で投入され 60~80 で室外へ排出される なお 乾燥ガス温度は 褐炭の含有水が沸騰して褐炭を細粒化しない温度に抑制されている 乾燥された成型炭は 直径 10ft, 高さ 20ft の連結管から下室 ( 炭化室 ) へ送られる この連結管は上 下室のマテリアルシールの役割を果たしている 下室に送られた成型炭は 酸素含有のない排ガス (600~700 ) で最終乾留温度 500 まで乾留される 炭化室で粉化したチャー ((granular char)) は回転シリンダーで水と空気で冷却される 炭化室での乾留ガスと加熱ガスは一緒に室外に取り出され スクラバーでダスト 重質タールを除去され 電気集塵機で軽質タールが除去され 間接冷却で中質油 溶媒で軽質油が吸収除去されて 外部燃焼室へリサイクルされる ドイツの褐炭使用時の製品収率は チャー 45wt%( 対成型炭 ) タール 12.5wt%, 乾留ガス 4600cu ft ( カロリー ;225 Btu/cu ft,) が生成する またブリケットチャーは揮発分が 10~12% であり 反応性が高い 173
Coking Stoker Process 2) 1")
175 図 Lurgi-Spulgas Process のフローダイアグラム (3)Coking Stoker Process 2) 1 開発経緯カナダのケベックにあるカルシウムカーバイド製造に関連する Shawinigan 化学会社が開発したプロセスであり Shawinigan stoker を応用したプロセスである 2 使用石炭瀝青炭 174
FMC Process 2)4) 1 開発状況米国アイダホ州で Food Machinery Corp.")
176 3プロセス概要移動グレートの上に瀝青炭を 2~4 インチの厚さで載せて 下から空気を吹込んで 石炭を部分燃焼してグレートの上部空間で 1200 に昇温され この熱で石炭を乾留する 乾留後のガスは 高温のためタール分が分解されており CO H2 CH4 の可燃成分を残しており 石灰キルンに導入されてから二次空気で燃焼され 石灰キルンの加熱源になる チャーの揮発分は 3% でカーバイト工業に利用されている 図 Coking Stoker Process のフローダイアグラム (4)FMC Process 2)4) 1 開発状況米国アイダホ州で Food Machinery Corp. が 1950 年に開発に着手し 1966 年以降本格運転を開始した 生産能力は 85 万 t/ 年であり 高炉試験を実施した 2 使用石炭使用石炭の制約はないが バインダーバランスから見ると VM=40% 程度の石炭がよい 3プロセス概要 2.6mm 以下に粉砕した石炭を Catalyser で約 160 で部分酸化して乾燥と粘結性除去を行う 次に Carbonizer で約 485 で部分燃焼し タールを回収する ( 温度が高過ぎるとチャーが低密度化する )Calciner では空気によって約 850 で流動乾留し 揮発分を3% 程度まで低下する このチャーを約 100 まで流動冷却する ( 回収は蒸気発生に使用する ) Carbonizer から回収したタールに空気を吹込んでバインダーとし 175
177 チャーとバインダー ( 約 15%) パドルミキサーで混練後 成型炭を製造する 成型炭は Curing oven(moving grate) で 220 に保持し バインダーを重合させてブリケット強度を保持しシャフト炉で約 870 で乾留し 揮発分を 8~3% まで低下させる 乾留ガスは carbonizer が約 850kcal/Nm 3, Calciner が 1200~1700kcal/Nm 3 である 図 FMC Process のフローダイアグラム (5)Ancit Process 4)5) 1 開発状況 1950 年代に 家庭用無煙燃料を製造するため ルクセンブルクの Dutch state 炭鉱会社が原理を考案し Affiliate company が開発した低揮発分の粘結炭を用いたプロセスである 1967 年に EBV が 10t/h のパイロットプラントを建設して発展させた ほぼ 10 年間で tの成型コークス (17 100g/ 個 ) を製造し 高炉試験も実施した 2 使用石炭非粘結炭 ( 無煙炭 )70% 粘結炭(30%) 粘結炭はバインダーとして使用 3プロセス概要非粘結炭 ( 無煙炭 ) を低温乾留でチャー化し これに粘結炭を加えて熱間成型を行った 176
 をダブルロール成型機でブリケット化する ブリケットは 成型後 断熱した容器内で2~ 3 時間保持してコークス強度を改善してから水冷で冷却して製品とする なお コークスの揮発分は 11% 程度である 図 2.3.5 Ancit Process のフローダイアグラム (6)H.B.N.P.D.")
178 後 成型炭を硬化させて成型コークスを製造する方法である 無煙炭は 水平フラッシュ反応器を用いて 1600 の燃焼排ガスと接触させて瞬間的に乾燥 粉砕 チャー化して 600 まで昇温させる この排ガス (700~800 ) で水平フラッシュ反応器を用いて粘結炭を 350 ( 軟化溶融温度 (500 ) 以下の温度 ) に加熱し 無煙炭 70% 粘結炭 30% を混練するが この時 粘結炭が分解してタールが生成される この混練 (500 ) をダブルロール成型機でブリケット化する ブリケットは 成型後 断熱した容器内で2~ 3 時間保持してコークス強度を改善してから水冷で冷却して製品とする なお コークスの揮発分は 11% 程度である 図 Ancit Process のフローダイアグラム (6)H.B.N.P.D.C Process 6) 1 開発経緯 1966 年にプランスの炭鉱会社の Houilleres du Bassin du Nord et du Pas de Calais が開発したプロセスで 1972 年に 150~170t/d のパイロットプラントで成型コークスを製造して高炉試験を実施した 2 使用石炭半無煙炭 (VM10~14%) を (80~85% 粘結炭(VM10~14%) を 15~20% 配合 3プロセス概要冷間でバインダーとしてタール (or 石油ピッチ ) を添加して成型炭を製造し 単段羽口の竪型乾留炉で乾留するプロセスである 竪型乾留炉は 断面が4 室に分割されてい 177
 図 2.3.6 H.B.N.P.D.")
179 て 上方から予熱帯 乾留帯 冷却帯を構成し 乾留ガスを直接冷却タイプのプライマリークーラーでタールを除去して循環使用しており 乾留帯は 炉内に空気を吹込み 900/1000 まで加熱して乾留する 鉄連 FCP が2 段羽口で COG を熱媒にしているのに対して HBNPDC は単段羽口で燃焼排ガスを用いているが コンセプトが近いプロセスである (100~120 ) (900~950 ) (100 ) 図 H.B.N.P.D.C Process のフローダイアグラム (7) 鉄連 FCP 7) 1 開発経緯 1978~86 年に ( 社 ) 日本鉄鋼連盟が 原料炭の供給量の減少等を懸念して 一般炭 ( 瀝青炭 ) の多量配合を目的に開発した連続式成型コークス製造プロセスであり 200t-coke/d( 実験結果では 300t-coke/d の能力あり ) のパイロットプラントを建設して 高炉試験を実施した 2 使用石炭一般炭 ( 瀝青炭 )70~80% 原料炭 20~30% ( コークス熱間強度の制約がなかれば 一般炭 100% で操業可能 ) 178
180 3プロセス概要図 に鉄連 FCP の概念図を示したように 冷間成型と竪型式乾留炉で乾留ガスを用いた直接加熱方式で乾留するものである 冷間成型は これまでの成型コークスプロセスを参考にしたものであって開発要素はないが 乾留炉は独特のプロセスになっている 冷間成型は 乾燥 混練のため 水分 2~3% まで乾燥 粉砕 (-3mm=100 %) 後 バインダー (SOP)7~8% を添加し アイリッヒミキサー ( バッチ式 ) で混練してからダブルロール成型機で成型炭を製造する なお混練では蒸気を吹き込み 混練物の温度を 80 前後に保持して混練をよくしている 乾留炉は 図 のように成型炭の乾留から成型コークスの冷却までを炉内で行えるようになっており 乾留部分は 成型炭の溶融潰れ 収縮割れを防止するため 図 のヒートパターンを形成するために 2 段羽口になっている また冷却は乾留炉下部から常温の乾留ガスを投入して行い 赤熱コークスで加熱されたガスは中間部分からエジェクターで引き抜かれる 乾留炉の熱媒ガスは 図 のように 発生乾留ガスをプレクーラー ( 安水噴霧 ) 図 乾留炉ヒートパターン プライマリーガスクーラー ( 間接冷却 ) でタールを除去し さらに電気集塵機でタールミストも除去して循環使用される 発生乾留ガスを熱媒ガスに使用するのは 酸化性ガスによる炉内での成型炭の酸化による劣化を防止するためである また 熱媒ガス中の H2Oは 800 以上で成型コークスと反応し コークス品質劣化につながるので 循環ガス中のH2O 濃度を 10% 以下に低下させている 乾留炉内の成型炭の炭中温度は 図 のように 1000 まで乾留するため 成型コークスの揮発分は 1% 以下である 179
181 図 乾留炉のヒートパターン 図 乾留炉の熱媒ガス循環フロー 図 成型炭の炭中温度推移 180
182 図 鉄連 FCP Process の概念図 181
 を配合 3プロセス概要")
183 (8)CTC/CLC Process 8)9) 1 開発経緯 1988~1996 年に米国 DOWの補助金を得て Coal Technology Corporation(CTC) が開発したプロセスである 1990 年に米国 Clean Air Act が改正され 室炉式コークス炉からのベンゼン等の有害物質の漏洩が問題になり 室炉法の代替プロセスとして開発された 10t/dのパイロットプラントで 5 年以上試験されて 1993 年にEPAから室炉式コークス炉の代替プロセスとして認定され 1996 年には鋳物用コークス試験も実施して良好な結果が得られた 2000 年代に Carbonite Corporation がCTC 技術を継承し 現在 商業炉を支援するパートナーを探している 2 使用石炭一般炭をチャー化し 粉コークス 粘結炭 タール (or アスファルト ) を配合 3プロセス概要 CTC/CLC プロセスは チャー製造と成型コークス製造の2つの工程から構成されている チャー製造は 図 のように乾燥 チャー化に twin-screw( 図 ) と呼ばれる外熱式の炉を使用している -1/4 in に粉砕された石炭 ( 揮発分 28.5%) を水分 3% 以下に乾燥してからガス化炉に装入される ここで 650~750 まで加熱され 発生した乾留ガスはタールを除去して燃焼炉で燃やされ 排ガスをガス化炉の加熱に使用される ガス化炉の乾燥炭の滞留時間は約 20 分間である チャーの揮発分は 10% 以下であり 合金鉄 ミニミルの還元剤に使用できる 図 CTC/CLC Process( チャー製造 ) のフローダイアグラム 182
 粘結炭にバインダー(tar")

184 図 twin-screw の詳細図 成型コークス製造工程は 図 に示したように チャーに粉コークス ( チャーを粉砕したもの ) 粘結炭にバインダー(tar or アスファルト ) を混練機に挿入し 成型機で成型し 煉瓦製造と同様なトンネル炉を用いて 1100~1200 で乾留する 成型コークス工程は3 時間程度であり チャー製造工程と合わせても 3 時間 20 分で成型コークスが製造できる 成型炭の形状は 成型方法を変えることにより種々のものが製造できる 表 にチャーの分析値 表 に成型コークスの分析値を示した 図 CTC/CLC Process( 成型コークス製造 ) のフローダイアグラム 183

 (10) 鉄研コークス法 1 開発経緯鉄研プロセスは 鉄研鉄道研究所と資源技術研究所が共同開発したものであり 1949 184")
185 表 CTC/CLC のチャー性状 表 CTC/CLC の成型コークス性状 4) (9) 旭コークス法 1 開発経緯 1956 年に旭コークス工業 ( 株 ) が 独自に開発した鋳物用コークス製造プロセスである 図 のようなバッチ式の底部開底式外熱式直立炉に特色がある 2 使用原料当初 粉コークスを使用していたが 品質上の問題で 非粘結炭 高揮発分弱粘結炭 無煙炭 石油コークス配合に変更した 3プロセス概要成型炭は 石炭にピッチ配合して 一定時間 100 以下で加熱後 200kg/cm 3 で 105φmm 105mm の円筒状に打ち抜き法で成型する 乾留はバッチ式であり 1000 で 24 時間で乾留する 成型炭は付着防止のために表面を酸化させる 図 旭コークス法の乾留炉 4) (10) 鉄研コークス法 1 開発経緯鉄研プロセスは 鉄研鉄道研究所と資源技術研究所が共同開発したものであり
186 年に鉄研コークス ( 株 ) が設立され 鋳物用コークスとして販売された 2 使用原料 12mesh 以下に粉砕された粉コークスを使用していた 3プロセス概要成型炭は 粉コークスにバインダーピッチと粘結炭を 12~20% 配合し 約 90 に加熱後 200kg/cm 3 で 100φmm 100mm の円筒状に打ち抜き法で成型する また 成型前の粉コークス乾燥は 乾留炉の排ガスで実施する 乾留はバッチ式であり 内熱式静置式傾斜炉を用いて 1000 で乾留する 2.4 章のまとめ 1)1920~40 年代の成型コークスプロセスは 石炭からの液体燃料製造や 炭鉱の選炭で発生する微粉炭からの家庭用固体燃料製造が主体であり 乾留温度が 800 以下の低温乾留が多く 鋳物用の成型コークスに適用できるプロセスは少なかった 2)1970~80 年代に 高炉用コークスの原料炭の逼迫が予想される中 鉄鋼会社を中心に非粘結炭から成型コークスを製造する技術開発が進んだが 室炉コークスの部分代替に止まり実機化には至らなかった この時の成型コークスは 乾留温度が 900~ 1000 の高温乾留であり 成型は冷間成型が主体であり 乾留炉は内熱タイプの連続式竪型炉が主流であった 3) 褐炭からの成型コークスプロセスでは 褐炭のチャー化を行うが 高炉用の成型コークスでは使用例が少ない 褐炭のチャー化プロセスは 流動床タイプ ロータリーキルンタイプが多い また 熱源から見ると 流動床タイプは 発生乾留ガスだけでなく チャーの部分燃焼を利用するものが多く ロータリーキルンタイプでは 発生乾留ガスの燃焼で賄えるものが多い 4) チャーの利用先は固体燃料が多く その揮発分は低温乾留なので 10% 以上のものが多い 5) チャーを用いた成型炭では バインダーを 15~20% 添加する事例が多い 6) 褐炭からの成型コークスプロセスとして参考になるものは CTC/CLC プロセス 鉄連 FCP H.B.N.P.D.C があり 流動床タイプならばFMCがある 特に CTC/CLC は 最新の成型コークスプロセスであり DOE の補助金を使用したので チャー化の部分は DOE から詳細なレポートが出ている また 個別技術としては FMC 旭コークスの Curing FMC の流動床タイプの石炭乾燥の熱供給方法等 参考になるプロセスもあった 185
 の石炭と言われているが 褐炭の定義は国によって若干異なっている 元素分析の炭素含有量 (Cdaf.%) による分類を表 3.1.1 に示した 褐炭はC(daf.%) で 70~78% なっているが C% と代表的な関連する特性との関係を図 3.1.1~3.1.5 に示した 表 3.1.1 炭素含有量による石炭分類 図 3.1.1 炭素含有量と水分との関係 図 3.1.2 炭素含有量とヒ トリニット最大反射率との関係 (1) 水分褐炭の全水分は 図 3.")
187 3. 褐炭を用いた成型コークス製造に関する技術知見成型コークス強度は チャーの真比重 気壁強度 気孔率及びバインダーとチャーとの相互作用が影響する これらの成型コークス強度に影響する因子に関するこれまでの技術知見を以下にまとめた 11) 3.1 褐炭の特性褐炭は コークス化せず 高水分 (12~60%) 高反応性 高揮発分(40~70daf.%) の石炭と言われているが 褐炭の定義は国によって若干異なっている 元素分析の炭素含有量 (Cdaf.%) による分類を表 に示した 褐炭はC(daf.%) で 70~78% なっているが C% と代表的な関連する特性との関係を図 3.1.1~3.1.5 に示した 表 炭素含有量による石炭分類 図 炭素含有量と水分との関係 図 炭素含有量とヒ トリニット最大反射率との関係 (1) 水分褐炭の全水分は 図 のように C% が下がると急激に増加し 図 では 褐炭範囲のデータが少ないが 他データも加味すると 褐炭水分は 全水分で 50~70% 平衡水分 ( 恒湿水分 ) で 12~15% である これは 褐炭が図 のように石炭化度が低ので 石炭表面に親水性の含酸素官能基 ( 水酸基 カルボキシル基 ) が多く 石炭表面の 186
188 バルク水が多い上に 石炭空隙に毛細管水が存在し易いためである 全水分の保持形態別の比率は 表面のバルク水が 60% 毛細管水が 30% 水素結合水 6% 含酸素官能基との水素結合水 4% 程度と言われている 褐炭の熱分解では 熱分解中に褐炭中の恒湿水分や分解水が水蒸気になりチャーと水性化反応を起こす 従って褐炭水分は 褐炭ガス化に対しては熱効率を無視すれば悪影響は少ないが チャーの気孔率が増加し 反応性が上がるので 成型コークス用のチャー品質としては望ましくない また褐炭を乾燥すると 気孔率が高いので自然発火し易い ( 但し 水分レベルをどの程度にすると発火するかのデータは見つけられなかった ) (2) チャーの気孔率褐炭は 図 のようにポーラスのため内部表面積が大きいが 図 のように真比重を表すヘリウム比重が褐炭の方が瀝青炭より高いので 褐炭の気孔率が瀝青炭より高いことを示している このため 褐炭チャーは 燃焼性が良好である しかし 図 のように豪州炭のチャー化時の比容積変化を見ると 300~350 で 瀝青炭 (C=80~ 90%) の比容積に近づくデータもあり チャー化過程で構造変化が起こり 気孔率が改善される可能性もある また 褐炭チャーの気孔率は 原炭の気孔率の影響が大きいが 揮発分の放出の影響もうける 豪州褐炭の場合 揮発分の放出で 気孔率が原炭より 30% 増しになるという実験結果がある なお チャーの反応性が高いのは 気孔率が高いだけでなく アルカリ金属等の触媒作用のある無機質の含有量が高いことも影響している 従って 褐炭チャーは一般的に 強度が弱く 反応性も高い 図 炭素含有量と内部表面積との関係 図 炭素含有量とヘリウム比重との関係 187
189 図 豪州 Yallourn 炭 ( 褐炭 ) のチャー化時の水素含有量と比容積との関係 11) (3) 褐炭の熱分解挙動図 に褐炭と瀝青炭のガス 液状の熱分解生成物を示した これらの図は 急速加熱 (1000 k/s) で乾留して生成物の 2 次熱分解を抑止したデータである 褐炭の熱分解は 図 のように 700K 位まで水のみが発生し その後 CO2 とタールが発生して CO ハイドロカーボン( メタン エチレン ) 水素の順で発生する CO2 は 最初 700K で 次に 1050K で急激に発生するという2 段階で急増するパターンを示す CO, ハイドロカーボンは類似の発生パターン示す また水素は 800K から発生して 1150K まで連続的に増加するパターンを示す また褐炭は 酸素分が多いので 1073 K になっても水分が発生する 一方 瀝青炭では 図 のようにタールの発生が多く 水は 700K 以下の低温度で発生し その量も褐炭に比べて少ない 褐炭は 酸素含有率が 20~25%( 無水無灰基準 ) 程度と高いという特色があるが 含有酸素は含酸素官能基として存在しているものが多い 主な含酸素官能基は フェノール性やアルコール性の水酸基 (-OH), カルボキシル基 (-COOH), カルボニル基 (> C=O), メトキシル基 (-OCH3), エーテル状の酸素 (-O-) であり 一般に水酸基の含有量が最も多いとされている なお 石炭の官能基は石炭化度によって変化し 水酸基は石炭化が進むとともに減少するが, 高石炭化度炭にもある程度残っており カルボキシル基は石炭化が進むとともに消失する傾向がある 但し カルボニル基はその含有量が少なく, 石炭化度による変化も少ない 11) 豪州褐炭の熱分解では カルボキシル基はその 70% が 573K までに失われ 873K までにその 92% が消失する またフェノール性の水酸基の全量とエーテル酸素の 60% が 873K までに喪失する 188

190 図 モンタナ炭 ( 褐炭 ) の熱分解生成物 2) 図 ピッツバーク炭 ( 瀝青炭 ) の ( 昇温速度 >1000K/s) 熱分解生成物 ( 昇温速度 >1000K/s) 2) 10) (4) 褐炭の粉砕性石炭の粉砕性は プロセス選定に必要な情報であるが 図 に石炭の炭素含有量と HGIとの関係を示した 褐炭は HGI が50 以下と低く 瀝青炭よりも粉砕性が良くない 図 炭素含有量と HGI との関係 189
191 3.2 褐炭のチャー化条件 12) (1) チャー化の昇温速度及び最終処理温度褐炭のチャー化では 最終処理温度よりも昇温速度の方がチャーの特性に影響すると言われている チャー化の昇温速度の系統的な研究としては 鉄連 FCP 開発の一環として図 の 2t/d の PDU(Process Development Unit) を用いたものがある この研究は 高揮発分の亜瀝青炭をチャー化し FCP の低揮発分炭配合炭として使用するため 亜瀝青炭のチャー化の熱処理条件がチャーの品質に与える影響を検討したものである PDU では 褐炭を粉砕 乾燥して外熱式ロータリーキルン (30kg/ バッチ ) でチャーを種々の条件で作成し 加熱方式 昇温速度 最終処理温度 原炭の異なるチャーを製造し チャーを部分配合した成型コークスの品質への影響を検討した 図 マイルドチャーの PDU プラント (2t/d) 図 に内熱式キルン ( 昇温速度不明 ) で製造した従来チャーと外熱式ロータリーキルン ( 昇温速度 5 / 分 最高処理温度 500 ) で製造したマイルドチャーをそれぞれ 20% 40% 配合した成型コークスの性状を比較した 加熱方式と昇温速度の影響が分離されていないが 明らかにマイルドチャーの性状の方が良好であることを示している 顕微鏡写真で見ると マイルドチャーは気孔率が低く 気壁が厚くて緻密な構造になっている この効果は 褐炭を用いても同様になることが確認されている 但し 図 のように イナートが30% 程度までの石炭が対象であり 高イナードの石炭では効果ない 190
192 図 チャー原料石炭のイナートと成型コークスの CSR の関係 (CSR) 図 成型コークスの性状 図 チャーの昇温温度と 13) 成型コークスの RDI との関係 191
193 昇温速度が 図 のように 8 / 分を越えると 成型コークス強度が低下する 昇温速度の制約条件は 褐炭の顕微鏡観察で気孔率 気壁の厚みとの関係から判断されるべきであるが 図 に示したように 褐炭の揮発分が放出し 大きな収縮を示す温度領域 (300~400 ) では 昇温速度を上げない方がよいように思われる また 褐炭の場合 揮発分の減少が 800 でも続いているので 昇温速度は 300~400 を過ぎても高めない方がよいと思われる 図 豪州褐炭の揮発分の減少速度と乾留温度の関係 ( 昇温速度 80 /hr ) 最高処理温度の影響は 図 図 のように 400~500 で極大値を示している しかし さらに温度を上げると 図 図 に示したように チャーの真比重 微細気孔率は減少してくる これから考えると 500 からさらに温度を上げれば 微細気孔率が小さくなり チャー強度も改善されると思われる 但し 最高処理温度は バインダーを用いたチャーの成型炭製造 成型炭のコークス化も含めた検討が必要であり 成型炭製造はチャーを冷やして行う必要があり 全体の熱効率を考えると 成型前にチャー化は 400~500 で留め チャーの真比重向上によるコークス強度改善は 成型炭のコークス化過程で昇温する方が合理的に思える 192
194 図 チャーの最高処理温度と RDI 成型コークスの RDI との関係 図 チャーの最高処理温度と 図 チャーの最高処理温度と 図 チャーの最高処理温度と気孔率 14) RDI 成型コークスの RDI との関係 14) との関係 193
195 また チャーの残留揮発分と処理温度との関係は 炭種による系統的な試験結果が見つからなかったが 図 図 に示したような褐炭 弱粘炭の事例を見ると ほぼ同様な挙動を示すように思われる この関係から考えると最高処理温度が 500 前後が最適値とすると チャー揮発分は 15% 前後にすべきと思われる 図 褐炭の処理温度と揮発分との関係 11) 図 弱粘炭を流動床で加熱した時の処理温度と揮発分との関係 2) (3) チャー化時の原炭粒度図 に示したように 原炭はチャー化前に粉砕した方が成型コークスの性状に良い これは チャー化時間が原炭の熱伝導率に大きく影響されることから チャー化時間の短縮にとっても良い 図 チャー化時の原炭粒度と成型コークスの RDI との関係 12) 194
196 3.3 成型炭の Curing( 養生 ) 1 5)16) 成型炭の Curing は FMC で成型炭を 220 に保持したり 旭コークスプロセスで成型炭の付着防止のために表面を酸化させるなど 過去の成型コークスプロセスで採用されている これらのプロセスは シャフト炉を採用しているが 成型炭の融着 潰れ防止のために 成型炭を酸化雰囲気で加熱する Curing を実施している J.Watson らが Curing について系統的な試験を実施している 彼らは トルコ褐炭 (81.2%C,dmmf) を窒素雰囲気で流動床 (500 ) を用いてチャー化し 105 でエアーブローにより改質したタールをバインダー (14wt%) として成型し 成型炭を 200 で空気を 2 時間吹き込み Curing して 925 で乾留して成型コークスを製造し Curing と成型コークスの引張強度との関係を調査した 表 に示したように Curing により コークス強度がかなり向上している チャーを結合しているバインダーが Curing によりその化学結合力が強まり 図 のように 乾留されることにより さらに強度が向上する 表 Curing の有無による成型コークスの引張強度の変化 図 Curing 時のコークス強度とさらに乾留した時のコークス強度との関係 195
197 また Curing 時に チャー粒径とバインダー添加量を変化させた実験も実施している 図 図 のように 粒径が細かく バインダ添加量が多い方がコークス引張強度が高くなっているが バインダー添加量の効果は 14wt% 以上になるとその向上効果が小さくなっている ハ インタ ー 18wt%, ハ インタ ー 20wt%, 図 チャー粒径とコークス強度との関係 バインダー軟化点 65 バインダー軟化点 57 図 バインダー添加量とコークス強度との関係 196
 と酸化改質が方法がある 酸化改質は 比較的低温の条件下で酸化性ガス ( 通常エアー ) をタールに吹き込み行う方法であり 石油径残渣の改質に利用されているが 石炭系タールでは例が少ない")
 より小さい タールの酸化改質反応は 酸素によりアール中の脂肪族側鎖が主にα-β 位間で分解してラジカルが生成し 次いでラジカル同士が再結合することによって分子間にメチレン架橋やナフテン鎖が形成され高分子化が進むと考えられている 図 3.4.")
198 17) 3.4 生成タールを用いたバインダー製造の可能性褐炭タールは脂肪族側鎖が多く芳香族性が低い このタールを高分子化する改質法として 熱改質 ( 約 723K~) と酸化改質が方法がある 酸化改質は 比較的低温の条件下で酸化性ガス ( 通常エアー ) をタールに吹き込み行う方法であり 石油径残渣の改質に利用されているが 石炭系タールでは例が少ない 褐炭タールの酸化改質の文献は 前述の J.Watson の Curing に関する論文に記載されているが詳細が不明なため 花岡らの鉄連式 FCP タールの酸化改質の文献を紹介する 鉄連式 FCP タールは 室炉式コークス炉タールのように 2 次分解を受けていないため 重質化が進んでおらす タール比重が 1.09 と室炉タール (1.19) より小さい タールの酸化改質反応は 酸素によりアール中の脂肪族側鎖が主にα-β 位間で分解してラジカルが生成し 次いでラジカル同士が再結合することによって分子間にメチレン架橋やナフテン鎖が形成され高分子化が進むと考えられている 図 にエアーの吹き込み量と FCP タールの改質程度との関係を示した 改質程度は TI( キノリン不溶分 ) で示したが 重質化が進むと軟化点 (SP) も高くなる また エアーの吹き込みノズルを細くすると図 のように 同じエアー量でも エアー気泡界面積の大きくなる細いノズルの方が高分子化は進む 図 エアプロ - と FCP タールの TI SP 変化との関係 図 エアプロ - のノズル径と FCP タール改質との関係 197

 褐炭はVMが高いため収縮率が大きいので チャー化する必要がある チャー化に際しては 成型コークス強度向上のために 収縮率の大きい温度領域 (300~600 ) では 昇温速度を 8 / 分以下にして気孔率の増大を抑制すべきである (2) 乾留温度を 1000 程度まで上げると チャーの真比重")
199 また 図 に TI が増加すると成型炭の圧縮強度との関係を示した なお 成型炭はバインダーを 8% 添加し 368K で混練後 小型プレスで円柱型に成型したものであり 熱間圧縮強度は 473K で測定した値である 熱間圧縮強度は TI が約 20% で極大値を示し それ以上の TI では低下した これは TI 増加で粘度が上がりピッチの分散性が低下したためであり 改質時の軽質タールをカットバックして粘度を SOP の粘度レベルまで低下させると SOP と同等の圧縮強度を示す改質タールが得られた 図 FCP 改質ピッチの TJ と成型炭の熱間圧縮強度との関係 図 FCP 改質ピッチへのカットバック量と粘度との関係 3.5 章のまとめ (1) 褐炭はVMが高いため収縮率が大きいので チャー化する必要がある チャー化に際しては 成型コークス強度向上のために 収縮率の大きい温度領域 (300~600 ) では 昇温速度を 8 / 分以下にして気孔率の増大を抑制すべきである (2) 乾留温度を 1000 程度まで上げると チャーの真比重 微細気孔率が改善される (3) 成型コークスの強度向上のために 成型炭の Curing(200~300 で 2Hr 程度 エアーブロー ) が有効であるが チャー粒径 バインダー等の条件で最適値が異なる (4) 成型コークスプロセスで生成したタールは エアーブロー -による酸化改質すれば 198
目次 1. 調査概要 2. インドネシア政府のコークス製造政策 3.PTBA 調査 4.tekMIRA 成型コークス製造プロセス調査 5. まとめ 1
 平成 24 年度石炭開発部調査事業成果報告会産炭国共同基礎調査 3 コークス製造適用性評価 ( インドネシア ) 平成 25 年 6 月 7 日 一般財団法人石炭エネルギーセンター大島弘信 目次 1. 調査概要 2. インドネシア政府のコークス製造政策 3.PTBA 調査 4.tekMIRA 成型コークス製造プロセス調査 5. まとめ 1 H24 年度の調査概要 1. 調査目的 インドネシアにおけるコークス製造プロセスの開発動向調査
平成 24 年度石炭開発部調査事業成果報告会産炭国共同基礎調査 3 コークス製造適用性評価 ( インドネシア ) 平成 25 年 6 月 7 日 一般財団法人石炭エネルギーセンター大島弘信 目次 1. 調査概要 2. インドネシア政府のコークス製造政策 3.PTBA 調査 4.tekMIRA 成型コークス製造プロセス調査 5. まとめ 1 H24 年度の調査概要 1. 調査目的 インドネシアにおけるコークス製造プロセスの開発動向調査
Microsoft Word - 木材の塩素濃度報告110510_2.docx
 木材の塩素濃度に関する報告 (2011 年 5 月 10 日 ) 北海道大学 ( 松藤, 東條, 黄, 松尾 ) 1. 木材の採取表 1に採取木材の概要を, 以下に採取場所等の写真を示す 表 1 採取木材の概要 ID 種類 種別 長さ 断面 採取場所 浸水状況 試料採取 (cm) (cm cm) 1 建材 大 225 15 11 久慈市集積場 集積場であるため不明, 被災域は長 端部 10cm, 中央
木材の塩素濃度に関する報告 (2011 年 5 月 10 日 ) 北海道大学 ( 松藤, 東條, 黄, 松尾 ) 1. 木材の採取表 1に採取木材の概要を, 以下に採取場所等の写真を示す 表 1 採取木材の概要 ID 種類 種別 長さ 断面 採取場所 浸水状況 試料採取 (cm) (cm cm) 1 建材 大 225 15 11 久慈市集積場 集積場であるため不明, 被災域は長 端部 10cm, 中央
鉄鋼協会・材料系主要大学講義資料(22年度)rev.ppt
rev.ppt") 2 3 / 2007 1973200712,152197312,001 200820099,65010 1 140 120 100 112 106 99 97 101 100 101 103 91 98 107 102 110 111 113 113 118 122 106 97 80 60 40 20 0 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999
2 3 / 2007 1973200712,152197312,001 200820099,65010 1 140 120 100 112 106 99 97 101 100 101 103 91 98 107 102 110 111 113 113 118 122 106 97 80 60 40 20 0 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999
年 1996 年 1997 年 1998 年 1999 年 2000 年
 1990 1,050 2000 7,644 2020 1 1,830 1990 94 2000 1,441 3 3 1 2 3 2 1. (1) 1981 1980 34 1990 1,000 2000 7,640 75 25 65.6 17.9 2000 5,769 3.5 1,370 23.7 1,284 22.3% 490 8.5% 3 3,140 55 1 1 1 100 80 73.8 76.4
1990 1,050 2000 7,644 2020 1 1,830 1990 94 2000 1,441 3 3 1 2 3 2 1. (1) 1981 1980 34 1990 1,000 2000 7,640 75 25 65.6 17.9 2000 5,769 3.5 1,370 23.7 1,284 22.3% 490 8.5% 3 3,140 55 1 1 1 100 80 73.8 76.4
<4D F736F F F696E74202D F6E315F8D C993A192898FAC97D1205B8CDD8AB B83685D>
 2010 年 9 月 7 日 2010 クリーン コール デー石炭利用国際会議 ~ 日本と産炭国との相乗的共栄に向けて ~ 石炭資源の安定供給に向けた産炭国との新たな取組み 伊藤忠商事株式会社 代表取締役専務執行役員 小林洋一 石炭市場における課題と伊藤忠商事の取組み 課題 石炭資源の確保 安定供給体制の確立 環境負荷の軽減 背景 寡占化進行 新興国の権益取得 鉄道等の輸送能力不足 港湾の出荷能力の不足
2010 年 9 月 7 日 2010 クリーン コール デー石炭利用国際会議 ~ 日本と産炭国との相乗的共栄に向けて ~ 石炭資源の安定供給に向けた産炭国との新たな取組み 伊藤忠商事株式会社 代表取締役専務執行役員 小林洋一 石炭市場における課題と伊藤忠商事の取組み 課題 石炭資源の確保 安定供給体制の確立 環境負荷の軽減 背景 寡占化進行 新興国の権益取得 鉄道等の輸送能力不足 港湾の出荷能力の不足
PowerPoint Presentation
 アジアの石炭火力発電からの排出増大に起因する疾病の問題 国際シンポジウム 気候変動とエネルギー : 石炭火力発電の問題に迫る 2015 年 5 月 29 日 シャノン コプリッツ 1 ダニエル ヤコブ 1 ラウリ ミリビルタ 2 メリッサ サルプリツィオ 1 1 ハーバード大学 2 グリーンピース インターナショナル 石炭火力発電からの排出は人間の健康に有害 微細粒子状物質 (PM 2.5 ) 二酸化硫黄
アジアの石炭火力発電からの排出増大に起因する疾病の問題 国際シンポジウム 気候変動とエネルギー : 石炭火力発電の問題に迫る 2015 年 5 月 29 日 シャノン コプリッツ 1 ダニエル ヤコブ 1 ラウリ ミリビルタ 2 メリッサ サルプリツィオ 1 1 ハーバード大学 2 グリーンピース インターナショナル 石炭火力発電からの排出は人間の健康に有害 微細粒子状物質 (PM 2.5 ) 二酸化硫黄
褐炭などの低品位炭を活用したIGCCの取組み,三菱重工技報 Vol.48 No.3(2011)
") 発電技術特集技術論文 25 褐炭などの低品位炭を活用した IGCC の取組み Outline of IGCC Technology Utilizing Low Rank Coal *1 橋本貴雄 *2 坂本康一 Takao Hashimoto Koichi Sakamoto *3 山口啓樹 *4 大浦康二 Yoshiki Yamaguchi Koji Oura *5 有馬謙一 *6 鈴木武志 Kenichi
発電技術特集技術論文 25 褐炭などの低品位炭を活用した IGCC の取組み Outline of IGCC Technology Utilizing Low Rank Coal *1 橋本貴雄 *2 坂本康一 Takao Hashimoto Koichi Sakamoto *3 山口啓樹 *4 大浦康二 Yoshiki Yamaguchi Koji Oura *5 有馬謙一 *6 鈴木武志 Kenichi
第 3 章ごみ処理方式の検討 第 1 節可燃ごみ処理方式の検討 1. 横須賀市新ごみ処理施設整備検討委員会の提言広域化基本計画に基づく新たな可燃ごみ処理施設の整備にあたり 適切な施設の整備に資するため設置した委員会において可燃ごみ処理施設の方向性としては 運営方式を民間活用とする場合には処理方式の絞
 第 3 章ごみ処理方式の検討 第 1 節可燃ごみ処理方式の検討 1. 横須賀市新ごみ処理施設整備検討委員会の提言広域化基本計画に基づく新たな可燃ごみ処理施設の整備にあたり 適切な施設の整備に資するため設置した委員会において可燃ごみ処理施設の方向性としては 運営方式を民間活用とする場合には処理方式の絞り込みを行わないこととし 直営方式とする場合には 運転管理の高度さや自前によるスラグの有効利用の困難性から溶融方式を採用しないことが適切であると結論付けた
第 3 章ごみ処理方式の検討 第 1 節可燃ごみ処理方式の検討 1. 横須賀市新ごみ処理施設整備検討委員会の提言広域化基本計画に基づく新たな可燃ごみ処理施設の整備にあたり 適切な施設の整備に資するため設置した委員会において可燃ごみ処理施設の方向性としては 運営方式を民間活用とする場合には処理方式の絞り込みを行わないこととし 直営方式とする場合には 運転管理の高度さや自前によるスラグの有効利用の困難性から溶融方式を採用しないことが適切であると結論付けた
Microsoft Word - 報告書_第4章_rev docx
 4. ごみ処理システムの検討 4.1 検討目的及び検討方法 4.1.1 検討目的施設全体の規模や整備費に影響する各設備 ( 処理方式 排ガス処理設備 余熱利用設備等 ) の方式について 導入実績や各特長等を踏まえた検討を行い その上で ごみ処理の単独処理及び広域処理の経済面 ( 整備費用のコスト等 ) を比較するための仮の想定として ごみ処理システムを設定しました 4.1.2 検討方法本検討会においては
4. ごみ処理システムの検討 4.1 検討目的及び検討方法 4.1.1 検討目的施設全体の規模や整備費に影響する各設備 ( 処理方式 排ガス処理設備 余熱利用設備等 ) の方式について 導入実績や各特長等を踏まえた検討を行い その上で ごみ処理の単独処理及び広域処理の経済面 ( 整備費用のコスト等 ) を比較するための仮の想定として ごみ処理システムを設定しました 4.1.2 検討方法本検討会においては
石炭焚きボイラ向け燃焼装置開発に寄与する高精度燃焼シミュレーションの取り組み,三菱重工技報 Vol.52 No.2(2015)
") 三菱日立パワーシステムズ特集技術論文 67 石炭焚きボイラ向け燃焼装置開発に寄与する精度燃焼シミュレーションの取り組み High-fidelity Combustion Simulation for Pulverized Coal Combustion Boilers *1 山本研二 *2 藤村皓太郎 Kenji Yamamoto Koutaro Fujimura *3 岡崎輝幸 *4 湯浅厚志 Teruyuki
三菱日立パワーシステムズ特集技術論文 67 石炭焚きボイラ向け燃焼装置開発に寄与する精度燃焼シミュレーションの取り組み High-fidelity Combustion Simulation for Pulverized Coal Combustion Boilers *1 山本研二 *2 藤村皓太郎 Kenji Yamamoto Koutaro Fujimura *3 岡崎輝幸 *4 湯浅厚志 Teruyuki
番号文書項目現行改定案 ( 仮 ) 1 モニタリン 別表 : 各種係 グ 算定規程 ( 排出削 数 ( 単位発熱量 排出係数 年度 排出係数 (kg-co2/kwh) 全電源 限界電源 平成 21 年度 年度 排出係数 (kg-co2/kwh) 全電源 限界電源 平成 21 年度 -
 1 モニタリン 別表 : 各種係 グ 算定規程 ( 排出削 数 ( 単位発熱量 排出係数 年度 排出係数 (kg-co2/kwh) 全電源 限界電源 平成 21 年度 年度 排出係数 (kg-co2/kwh) 全電源 限界電源 平成 21 年度 -") 制度文書改定案新旧対照表 ( 単位発熱量 排出係数等 ) 別紙 番号文書項目現行改定案 1 モニタリング 算定規程 ( 排出削減プロジェクト用 ) 別表 : 各種係数 ( 単位発熱量 排出係数等 ) 燃料の単位発熱量 排出係数等 燃料種 燃料形態 単位 単位発熱量 [GJ/ 単位 ] 排出係数 [t-co2/gj] 換算係数 ( 高位 低位発熱量 ) 燃料種 燃料形態 単位 単位発熱量 [GJ/ 単位
制度文書改定案新旧対照表 ( 単位発熱量 排出係数等 ) 別紙 番号文書項目現行改定案 1 モニタリング 算定規程 ( 排出削減プロジェクト用 ) 別表 : 各種係数 ( 単位発熱量 排出係数等 ) 燃料の単位発熱量 排出係数等 燃料種 燃料形態 単位 単位発熱量 [GJ/ 単位 ] 排出係数 [t-co2/gj] 換算係数 ( 高位 低位発熱量 ) 燃料種 燃料形態 単位 単位発熱量 [GJ/ 単位
第 3 章計画ごみ質の設定 第 1 節計画ごみ質の設定計画ごみ質の設定にあたっては, 組合実績より, 可燃ごみの排出量を踏まえ設定するものとする 本施設の計画ごみ質として, 可燃ごみに関する以下の項目を設定する 1 三成分 ( 水分, 可燃分, 灰分 ) 及び種類別組成割合 2 発熱量 ( 低位発熱
 及び種類別組成割合 2 発熱量 ( 低位発熱") 第 3 章計画ごみ質の設定 第 3 章計画ごみ質の設定 第 1 節計画ごみ質の設定計画ごみ質の設定にあたっては, 組合実績より, 可燃ごみの排出量を踏まえ設定するものとする 本施設の計画ごみ質として, 可燃ごみに関する以下の項目を設定する 1 三成分 ( 水分, 可燃分, 灰分 ) 及び種類別組成割合 2 発熱量 ( 低位発熱量 ) 3 単位体積重量 ( 見かけ比重 ) 4 元素組成 3-1 第 2
第 3 章計画ごみ質の設定 第 3 章計画ごみ質の設定 第 1 節計画ごみ質の設定計画ごみ質の設定にあたっては, 組合実績より, 可燃ごみの排出量を踏まえ設定するものとする 本施設の計画ごみ質として, 可燃ごみに関する以下の項目を設定する 1 三成分 ( 水分, 可燃分, 灰分 ) 及び種類別組成割合 2 発熱量 ( 低位発熱量 ) 3 単位体積重量 ( 見かけ比重 ) 4 元素組成 3-1 第 2
- 14 -
 - 13 - - 14 - - 15 - 14 15 2-3-1 14 (KP1.81.4) 4,000(m 3 /) 14 2-3-2 c b c a a b c - 16 - 2-3-1 15 1960 (Cs-137Pb-210) (KP1.42.5) 1960(KP-2.51.4) 132,000m 3 3,300m 3 / 116,000m 3 15,900m 3 Cs-137Pb-210
- 13 - - 14 - - 15 - 14 15 2-3-1 14 (KP1.81.4) 4,000(m 3 /) 14 2-3-2 c b c a a b c - 16 - 2-3-1 15 1960 (Cs-137Pb-210) (KP1.42.5) 1960(KP-2.51.4) 132,000m 3 3,300m 3 / 116,000m 3 15,900m 3 Cs-137Pb-210
事例2_自動車用材料
 省エネルギーその 1- 自動車用材料 ( 炭素繊維複合材料 ) 1. 調査の目的自動車用材料としての炭素繊維複合材料 (CFRP) は 様々な箇所に使用されている 炭素繊維複合材料を用いることにより 従来と同じ強度 安全性を保ちつつ自動車の軽量化が可能となる CFRP 自動車は 車体の 17% に炭素繊維複合材料を使用しても 従来自動車以上の強度を発揮することができる さらに炭素繊維複合材料を使用することによって機体の重量を低減することができ
省エネルギーその 1- 自動車用材料 ( 炭素繊維複合材料 ) 1. 調査の目的自動車用材料としての炭素繊維複合材料 (CFRP) は 様々な箇所に使用されている 炭素繊維複合材料を用いることにより 従来と同じ強度 安全性を保ちつつ自動車の軽量化が可能となる CFRP 自動車は 車体の 17% に炭素繊維複合材料を使用しても 従来自動車以上の強度を発揮することができる さらに炭素繊維複合材料を使用することによって機体の重量を低減することができ
<4D F736F F F696E74202D208D E E B93C782DD8EE682E890EA97705D205B8CDD8AB B83685D>
 ( 財 ) 石炭エネルギーセンター (JCOAL) 石炭基礎講座 発表資料 平成 23 年度 石炭基礎講座プログラム 石炭の輸送 ( 山元からユーザー ) 石炭の価格形成 今後の石炭ソース 2012 年 2 月 9 日双日株式会社石炭部 石炭の輸送形態 石炭はバルク輸送 ( 石炭は嵩張る ) 炭鉱 ~ 積出港までは大型トラック 鉄道輸送 ベルコンベアー バージなどを使用して輸送 石炭積出港では石炭船
( 財 ) 石炭エネルギーセンター (JCOAL) 石炭基礎講座 発表資料 平成 23 年度 石炭基礎講座プログラム 石炭の輸送 ( 山元からユーザー ) 石炭の価格形成 今後の石炭ソース 2012 年 2 月 9 日双日株式会社石炭部 石炭の輸送形態 石炭はバルク輸送 ( 石炭は嵩張る ) 炭鉱 ~ 積出港までは大型トラック 鉄道輸送 ベルコンベアー バージなどを使用して輸送 石炭積出港では石炭船
Slide 1
 インドネシアの石炭政策 総局長 Dr. バンバン スティアワン インドネシア 日本石炭セミナー 2009 年 3 月 27 日 東京 インドネシア共和国エネルギー鉱物資源省鉱物 石炭 地熱総局 1 内容 現在の状況 生産と輸出 基本法について 石炭資源と埋蔵量 2009 年法律第 4 号 新鉱業法 ( 鉱物石炭鉱業法 ) について 主な規定 重要な諸問題 移行期間 需給政策 規定 国内供給義務 (Domestic
インドネシアの石炭政策 総局長 Dr. バンバン スティアワン インドネシア 日本石炭セミナー 2009 年 3 月 27 日 東京 インドネシア共和国エネルギー鉱物資源省鉱物 石炭 地熱総局 1 内容 現在の状況 生産と輸出 基本法について 石炭資源と埋蔵量 2009 年法律第 4 号 新鉱業法 ( 鉱物石炭鉱業法 ) について 主な規定 重要な諸問題 移行期間 需給政策 規定 国内供給義務 (Domestic
J I S J A S O 廃止提案書 1. 対象規格 JASO M 304:02 ( 自動車用発泡体 ) 2. 廃止の背景と理由この規格は自動車用の断熱 防音 防振及びクッション用材料の性能 試験方法を標準化する趣旨で 1969 年に制定され 以後 4 回の改正が行われた なお 本年度の定期見直し
 2. 廃止の背景と理由この規格は自動車用の断熱 防音 防振及びクッション用材料の性能 試験方法を標準化する趣旨で 1969 年に制定され 以後 4 回の改正が行われた なお 本年度の定期見直し") 1. 対象規格 JASO M 304:02 ( 自動車用発泡体 ) 2. 廃止の背景と理由この規格は自動車用の断熱 防音 防振及びクッション用材料の性能 試験方法を標準化する趣旨で 1969 年に制定され 以後 4 回の改正が行われた なお 本年度の定期見直しにおいて この規格の維持要否を確認した結果 現在は各社個別の社内規定での運用 または 2004 年に制定された JIS K6400-1~-8(
1. 対象規格 JASO M 304:02 ( 自動車用発泡体 ) 2. 廃止の背景と理由この規格は自動車用の断熱 防音 防振及びクッション用材料の性能 試験方法を標準化する趣旨で 1969 年に制定され 以後 4 回の改正が行われた なお 本年度の定期見直しにおいて この規格の維持要否を確認した結果 現在は各社個別の社内規定での運用 または 2004 年に制定された JIS K6400-1~-8(
Microsoft Word - koudoka-seika-004
 80 ( ) 70 1 5% 20 12 21 1 6 2 11 21 2 16 23 19 1,000mm 64mm O2 200KW 54kg/h 80% 317kg/ ( 263kg/h) 20 m 21 50% 22 ON-OFF ON ON-FF OFF) O2 O2 23 5.事業実施の成果 ア 工場試験の方法 経過 及び結果 1 試験方法 ボイラ入力 250KW 及び 125KW ターンダウン比率
80 ( ) 70 1 5% 20 12 21 1 6 2 11 21 2 16 23 19 1,000mm 64mm O2 200KW 54kg/h 80% 317kg/ ( 263kg/h) 20 m 21 50% 22 ON-OFF ON ON-FF OFF) O2 O2 23 5.事業実施の成果 ア 工場試験の方法 経過 及び結果 1 試験方法 ボイラ入力 250KW 及び 125KW ターンダウン比率
2007年12月10日 初稿
 LNG 価格のこれまでの経緯と将来の展望 ( パート Ⅰ) 世界の3 大 LNG 市場世界の LNG 市場は アジア 太平洋 欧州 北米と大きく3つに区分することが出来る 世界の地域別 LNG 輸入割合は輸入量の多い地域を順に挙げると 1アジア 太平洋 64.0% 2 ヨーロッパ 27.2% 3 北米 8.3% 4 中南米 0.5% となる 図 1 は世界の地域別 LNG 輸入割合を示したものである
LNG 価格のこれまでの経緯と将来の展望 ( パート Ⅰ) 世界の3 大 LNG 市場世界の LNG 市場は アジア 太平洋 欧州 北米と大きく3つに区分することが出来る 世界の地域別 LNG 輸入割合は輸入量の多い地域を順に挙げると 1アジア 太平洋 64.0% 2 ヨーロッパ 27.2% 3 北米 8.3% 4 中南米 0.5% となる 図 1 は世界の地域別 LNG 輸入割合を示したものである
食肉製品の高度化基準 一般社団法人日本食肉加工協会 平成 10 年 10 月 7 日作成 平成 26 年 6 月 19 日最終変更 1 製造過程の管理の高度化の目標事業者は 食肉製品の製造過程にコーデックスガイドラインに示された7 原則 12 手順に沿ったHACCPを適用して製造過程の管理の高度化を
 食肉製品の高度化基準 一般社団法人日本食肉加工協会 平成 10 年 10 月 7 日作成 平成 26 年 6 月 19 日最終変更 1 製造過程の管理の高度化の目標事業者は 食肉製品の製造過程にコーデックスガイドラインに示された7 原則 12 手順に沿ったHACCPを適用して製造過程の管理の高度化を図ることとし このための体制及び施設 ( 建物 機械 装置をいう 以下同じ ) の整備を行うこととする
食肉製品の高度化基準 一般社団法人日本食肉加工協会 平成 10 年 10 月 7 日作成 平成 26 年 6 月 19 日最終変更 1 製造過程の管理の高度化の目標事業者は 食肉製品の製造過程にコーデックスガイドラインに示された7 原則 12 手順に沿ったHACCPを適用して製造過程の管理の高度化を図ることとし このための体制及び施設 ( 建物 機械 装置をいう 以下同じ ) の整備を行うこととする
Microsoft Word - 様式2-8 産廃処理計画
 様式第二号の八 ( 第八条の四の五関係 ) ( 第 1 面 ) 産業廃棄物処理計画書 平成 24 年 6 月 5 日 山口県知事殿 提出者 住所山口県宇部市大字小串 1978-10 氏名宇部興産株式会社 エネルキ ー 環境事業部電力ヒ シ ネスユニット 電話番号 0836-31-5972 ユニット長藤本定雄 廃棄物の処理及び清掃に関する法律第 12 条第 9 項の規定に基づき 産業廃棄物の減量その他その処理に関する計画を作成したので
様式第二号の八 ( 第八条の四の五関係 ) ( 第 1 面 ) 産業廃棄物処理計画書 平成 24 年 6 月 5 日 山口県知事殿 提出者 住所山口県宇部市大字小串 1978-10 氏名宇部興産株式会社 エネルキ ー 環境事業部電力ヒ シ ネスユニット 電話番号 0836-31-5972 ユニット長藤本定雄 廃棄物の処理及び清掃に関する法律第 12 条第 9 項の規定に基づき 産業廃棄物の減量その他その処理に関する計画を作成したので
<4D F736F F D208A658EED B834A838A A834A94BD899E90AB8E8E8CB182C982E682E98D9C8DDE8B7982D E838A815B836782CC94BD899E90AB955D89BF C668DDA816A2E646F63>
 各種アルカリシリカ反応性試験による骨材及びコンクリートの反応性評価 愛知県生コンクリート工業組合技術委員会 1. 試験目的骨材のアルカリシリカ反応性を判定するために化学法 (JIS A 1145) 及びモルタルバー法 (JIS A 1146) が使用されてきたが これら以外にモルタルバー迅速法 (JIS A 1804) 及びコンクリート自体の反応性を調べる迅速試験法 (ZKT 206) も導入されている
各種アルカリシリカ反応性試験による骨材及びコンクリートの反応性評価 愛知県生コンクリート工業組合技術委員会 1. 試験目的骨材のアルカリシリカ反応性を判定するために化学法 (JIS A 1145) 及びモルタルバー法 (JIS A 1146) が使用されてきたが これら以外にモルタルバー迅速法 (JIS A 1804) 及びコンクリート自体の反応性を調べる迅速試験法 (ZKT 206) も導入されている
調査概要 調査範囲 1. インドネシアの石炭状況 石炭埋蔵量 炭質 石炭生産 国内消費 石炭輸出 インフラ 2. インドネシアの石炭鉱業規制 鉱業規制 森林保護 環境規制 その他の規制 調査協力 Petromindo 1
 平成 25 年度 JOGMEC 石炭開発部調査事業成果報告会海外炭開発高度化等調査 2 インドネシア石炭鉱業事情 平成 26 年 6 月 6 日 調査概要 調査範囲 1. インドネシアの石炭状況 石炭埋蔵量 炭質 石炭生産 国内消費 石炭輸出 インフラ 2. インドネシアの石炭鉱業規制 鉱業規制 森林保護 環境規制 その他の規制 調査協力 Petromindo 1 調査背景 一般炭輸出国 (212
平成 25 年度 JOGMEC 石炭開発部調査事業成果報告会海外炭開発高度化等調査 2 インドネシア石炭鉱業事情 平成 26 年 6 月 6 日 調査概要 調査範囲 1. インドネシアの石炭状況 石炭埋蔵量 炭質 石炭生産 国内消費 石炭輸出 インフラ 2. インドネシアの石炭鉱業規制 鉱業規制 森林保護 環境規制 その他の規制 調査協力 Petromindo 1 調査背景 一般炭輸出国 (212
<4D F736F F F696E74202D E C993A A2E B93C782DD8EE682E890EA97705D205B8CDD8AB B83685D>
 平成 24 年度石炭基礎講座 石炭の流通 2013 年 1 月 22 日伊藤忠商事株式会社石炭部 1. 石炭の輸送形態 2. 事例紹介 3. 石炭マーケット SLIDE 2 石炭の流通フロー 生産地 ( 露天掘り炭鉱 坑内掘り炭鉱 ) 国内輸送 海上輸送 消費地 ( 発電所 製鉄所 工場 ) 消費 炭鉱開発原炭生産選炭 内陸輸送鉄道陸送 貯炭 出荷 貯炭 出荷 海上輸送 貯炭 電力鉄鋼 バージ 石炭有効利用技術
平成 24 年度石炭基礎講座 石炭の流通 2013 年 1 月 22 日伊藤忠商事株式会社石炭部 1. 石炭の輸送形態 2. 事例紹介 3. 石炭マーケット SLIDE 2 石炭の流通フロー 生産地 ( 露天掘り炭鉱 坑内掘り炭鉱 ) 国内輸送 海上輸送 消費地 ( 発電所 製鉄所 工場 ) 消費 炭鉱開発原炭生産選炭 内陸輸送鉄道陸送 貯炭 出荷 貯炭 出荷 海上輸送 貯炭 電力鉄鋼 バージ 石炭有効利用技術
Microsoft Word - 02目次
 ペタライト - 粘土系耐熱素地の熱膨張特性 ( 第 2 報 ) 岡本康男 *, 林茂雄 *, 新島聖治 *, 久野笑加 *, 磯和真帆 * Thermal Expansion Properties on Heat Resisting Ceramics of Petalite and Clays (Part 2) Yasuo OKAMOTO *, Shigeo HAYASHI *, Seiji NIIJIMA
ペタライト - 粘土系耐熱素地の熱膨張特性 ( 第 2 報 ) 岡本康男 *, 林茂雄 *, 新島聖治 *, 久野笑加 *, 磯和真帆 * Thermal Expansion Properties on Heat Resisting Ceramics of Petalite and Clays (Part 2) Yasuo OKAMOTO *, Shigeo HAYASHI *, Seiji NIIJIMA
平成22年度事故情報収集調査結果について(概要速報)
") Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
東洋インキグループの環境データ(2011〜2017年)
") No. 1 環境データ 2011 2020 年 環境負荷のマスバランス 1 INPUT 原料 副資材 エネルギー 用水 溶剤 t 46,920 46,863 47,418 47,628 38,715 40,305 42,404 樹脂 t 57,205 53,136 50,518 47,177 45,859 43,231 41,217 顔料 t 25,841 31,645 30,036 29,560
No. 1 環境データ 2011 2020 年 環境負荷のマスバランス 1 INPUT 原料 副資材 エネルギー 用水 溶剤 t 46,920 46,863 47,418 47,628 38,715 40,305 42,404 樹脂 t 57,205 53,136 50,518 47,177 45,859 43,231 41,217 顔料 t 25,841 31,645 30,036 29,560
<4D F736F F F696E74202D C A834C838C815B83678DDC CC434F D4E C F88979
 浸出水処理技術に関する研究 (C) C1 キレート剤由来の COD T-N 処理の研究 平成 27 年 6 月 5 日 1 メンバー C1 分科会メンバー 主査 松本 真 建設技術研究所 副主査 西村 隆司 水 ing 副主査 福井 久智 鹿島建設 オフ サ ーハ - 上田 豊 神鋼環境ソリューション 喜田 昌良 フソウ 西 史郎 日立造船 堀部 英郎 水 ing 吉田 友之 エイト日本技術開発 一瀬正秋日立造船
浸出水処理技術に関する研究 (C) C1 キレート剤由来の COD T-N 処理の研究 平成 27 年 6 月 5 日 1 メンバー C1 分科会メンバー 主査 松本 真 建設技術研究所 副主査 西村 隆司 水 ing 副主査 福井 久智 鹿島建設 オフ サ ーハ - 上田 豊 神鋼環境ソリューション 喜田 昌良 フソウ 西 史郎 日立造船 堀部 英郎 水 ing 吉田 友之 エイト日本技術開発 一瀬正秋日立造船
Microsoft Word - 報告書.doc
 第 4 節 電力市場自由化の先進地域の現状 PPS 事業者 オンサイト事業者などの新規参入者はターゲットとなる需要家が多い地域から優先的に事業展開を図る傾向があるため 参入状況は地域によって大きく異なる 図表 23 に示すとおり PPS 事業者の販売量シェアが高い地域のうち関東 近畿及び九州地域を先進地域と位置づけ 新規参入者の参入状況 その結果としての電力価格の推移等の情報を整理する 図表 24
第 4 節 電力市場自由化の先進地域の現状 PPS 事業者 オンサイト事業者などの新規参入者はターゲットとなる需要家が多い地域から優先的に事業展開を図る傾向があるため 参入状況は地域によって大きく異なる 図表 23 に示すとおり PPS 事業者の販売量シェアが高い地域のうち関東 近畿及び九州地域を先進地域と位置づけ 新規参入者の参入状況 その結果としての電力価格の推移等の情報を整理する 図表 24
Taro-通知文
 26. 土木コンクリート構造物の品質確保について 技第 198 号 平成 15 年 3 月 31 日 26-1 . 26-2 骨材のアルカリシリカ反応性試験 ( 化学法またはモルタルバー法 ) の結果で注無害と確認された骨材を使用する 土木コンクリート構造物の品質確保のための運用方針について 1. 土木コンクリート構造物の耐久性を向上させるため 一般の環境条件の場合のコンク リート構造物に使用するコンクリートの水セメント比は
26. 土木コンクリート構造物の品質確保について 技第 198 号 平成 15 年 3 月 31 日 26-1 . 26-2 骨材のアルカリシリカ反応性試験 ( 化学法またはモルタルバー法 ) の結果で注無害と確認された骨材を使用する 土木コンクリート構造物の品質確保のための運用方針について 1. 土木コンクリート構造物の耐久性を向上させるため 一般の環境条件の場合のコンク リート構造物に使用するコンクリートの水セメント比は
Microsoft Word - 整備基本計画0319[1]
![Microsoft Word - 整備基本計画0319[1]](/thumbs/94/118171842.jpg "Microsoft Word - 整備基本計画0319[1]") 第 10 章新ごみ焼却施設の処理フロー 第 10 章新ごみ焼却施設の処理フロー... 79 第 1 節排ガス処理方式別の標準プロセスの考え方... 80 1. 排ガス処理方式別の標準プロセスの考え方... 80 第 2 節新ごみ焼却施設の標準処理フロー... 83 第 3 節技術委員会より示された技術的留意事項... 85 1. 標準処理フローに関する技術的留意事項... 85 第 10 章新ごみ焼却施設の処理フロー
第 10 章新ごみ焼却施設の処理フロー 第 10 章新ごみ焼却施設の処理フロー... 79 第 1 節排ガス処理方式別の標準プロセスの考え方... 80 1. 排ガス処理方式別の標準プロセスの考え方... 80 第 2 節新ごみ焼却施設の標準処理フロー... 83 第 3 節技術委員会より示された技術的留意事項... 85 1. 標準処理フローに関する技術的留意事項... 85 第 10 章新ごみ焼却施設の処理フロー
第3類危険物の物質別詳細 練習問題
 第 3 類危険物の物質別詳細練習問題 問題 1 第 3 類危険物の一般的な消火方法として 誤っているものは次のうちいくつあるか A. 噴霧注水は冷却効果と窒息効果があるので 有効である B. 乾燥砂は有効である C. 分子内に酸素を含むので 窒息消火法は効果がない D. 危険物自体は不燃性なので 周囲の可燃物を除去すればよい E. 自然発火性危険物の消火には 炭酸水素塩類を用いた消火剤は効果がある
第 3 類危険物の物質別詳細練習問題 問題 1 第 3 類危険物の一般的な消火方法として 誤っているものは次のうちいくつあるか A. 噴霧注水は冷却効果と窒息効果があるので 有効である B. 乾燥砂は有効である C. 分子内に酸素を含むので 窒息消火法は効果がない D. 危険物自体は不燃性なので 周囲の可燃物を除去すればよい E. 自然発火性危険物の消火には 炭酸水素塩類を用いた消火剤は効果がある
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は
 は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は") HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
PowerPoint プレゼンテーション
 2018 年 8 月 5 日仙台市民活動サポートセンター 石炭火力発電の現実 : 採炭地インドネシア 仙台港の現場の声とともに インドネシアの石炭開発の現場から ~ 環境破壊と地域住民への影響 ~ 東洋大学社会学部 助教 寺内大左 * 本発表資料で使用する写真の中で 出所のない写真はすべて発表者が撮影 出所 ) https://maps.google.com/maps?hl=ja に筆者加筆 日本
2018 年 8 月 5 日仙台市民活動サポートセンター 石炭火力発電の現実 : 採炭地インドネシア 仙台港の現場の声とともに インドネシアの石炭開発の現場から ~ 環境破壊と地域住民への影響 ~ 東洋大学社会学部 助教 寺内大左 * 本発表資料で使用する写真の中で 出所のない写真はすべて発表者が撮影 出所 ) https://maps.google.com/maps?hl=ja に筆者加筆 日本
渋谷清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰 ( 含有試験 ) 6 4 周辺大気環境調査結果 7 5 試料採取日一覧 8 (
 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰 ( 含有試験 ) 6 4 周辺大気環境調査結果 7 5 試料採取日一覧 8 (") 渋谷清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰 ( 含有試験 ) 6 4 周辺大気環境調査結果 7 5 試料採取日一覧 8 ( 参考 ) 測定項目及び測定箇所 9 ( 参考 ) 定量下限値一覧 10 平成 29 年 6 月 東京二十三区清掃一部事務組合
渋谷清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰 ( 含有試験 ) 6 4 周辺大気環境調査結果 7 5 試料採取日一覧 8 ( 参考 ) 測定項目及び測定箇所 9 ( 参考 ) 定量下限値一覧 10 平成 29 年 6 月 東京二十三区清掃一部事務組合
S28-1C1000Technical Information
 Technical Information コンクリート用膜養生剤 リポテックス C-1000 < ご注意 > お取扱に際しては 弊社 SDS をご参照頂くようお願い申し上げます 機能化学品第 1 事業部 130-8644 東京都墨田区本所 1-3-7 TEL 03-3621-6671 FAX 03-3621-6557 1. はじめにリポテックスC-1000は アクリル樹脂を主成分とする樹脂膜系のコンクリート養生剤です
Technical Information コンクリート用膜養生剤 リポテックス C-1000 < ご注意 > お取扱に際しては 弊社 SDS をご参照頂くようお願い申し上げます 機能化学品第 1 事業部 130-8644 東京都墨田区本所 1-3-7 TEL 03-3621-6671 FAX 03-3621-6557 1. はじめにリポテックスC-1000は アクリル樹脂を主成分とする樹脂膜系のコンクリート養生剤です
1 熱, 蒸気及びボイラーの概要 問 10 伝熱についての記述として, 誤っているものは次のうちどれか (1) 金属棒の一端を熱したとき, 熱が棒内を通り他端に伝わる現象を熱伝導という (2) 液体又は気体が固体壁に接触して流れ, 固体壁との間で熱が移動する現象を熱伝達又は対流熱伝達という (3)
 金属棒の一端を熱したとき, 熱が棒内を通り他端に伝わる現象を熱伝導という (2) 液体又は気体が固体壁に接触して流れ, 固体壁との間で熱が移動する現象を熱伝達又は対流熱伝達という (3)") 1 熱, 蒸気及びボイラーの概要 問 10 伝熱についての記述として, 誤っているものは次のうちどれか (1) 金属棒の一端を熱したとき, 熱が棒内を通り他端に伝わる現象を熱伝導という (2) 液体又は気体が固体壁に接触して流れ, 固体壁との間で熱が移動する現象を熱伝達又は対流熱伝達という (3) 熱伝達率は固体表面の状態, 流れの状態, 温度が一定ならば, 流体の種類に関係なく一定である (4)
1 熱, 蒸気及びボイラーの概要 問 10 伝熱についての記述として, 誤っているものは次のうちどれか (1) 金属棒の一端を熱したとき, 熱が棒内を通り他端に伝わる現象を熱伝導という (2) 液体又は気体が固体壁に接触して流れ, 固体壁との間で熱が移動する現象を熱伝達又は対流熱伝達という (3) 熱伝達率は固体表面の状態, 流れの状態, 温度が一定ならば, 流体の種類に関係なく一定である (4)
Microsoft PowerPoint - 1.プロセス制御の概要.pptx
 プロセス制御工学 1. プロセス制御の概要 京都大学 加納学 Division of Process Control & Process Systems Engineering Department of Chemical Engineering, Kyoto University manabu@cheme.kyoto-u.ac.jp http://www-pse.cheme.kyoto-u.ac.jp/~kano/
プロセス制御工学 1. プロセス制御の概要 京都大学 加納学 Division of Process Control & Process Systems Engineering Department of Chemical Engineering, Kyoto University manabu@cheme.kyoto-u.ac.jp http://www-pse.cheme.kyoto-u.ac.jp/~kano/
01扉.indd
 Chapter 5. 給湯設備の入力 1. 給湯対象室入力シート 様式 5-1.( 給湯 ) 給湯対象室入力シート には 給湯設備の仕様が記載されている給排水衛生設備図 ( 機器表 系統図 平面図 詳細図 ) より 給湯機器の名称や節湯器具の採否を入力する なお 給湯計算対象室とは 給湯設備を利用する可能性のある人が存在する居室 と定義しており 給湯機器が設置される室ではないことに注意が必要である
Chapter 5. 給湯設備の入力 1. 給湯対象室入力シート 様式 5-1.( 給湯 ) 給湯対象室入力シート には 給湯設備の仕様が記載されている給排水衛生設備図 ( 機器表 系統図 平面図 詳細図 ) より 給湯機器の名称や節湯器具の採否を入力する なお 給湯計算対象室とは 給湯設備を利用する可能性のある人が存在する居室 と定義しており 給湯機器が設置される室ではないことに注意が必要である
平成 29 年 7 月 地域別木質チップ市場価格 ( 平成 29 年 4 月時点 ) 北東北 -2.7~ ~1.7 南東北 -0.8~ ~ ~1.0 変動なし 北関東 1.0~ ~ ~1.8 変化なし 中関東 6.5~ ~2.8
 北東北 -2.7~ ~1.7 南東北 -0.8~ ~ ~1.0 変動なし 北関東 1.0~ ~ ~1.8 変化なし 中関東 6.5~ ~2.8") 平成 30 年 2 月 地域別木質チップ市場価格 ( 平成 29 年 10 月時点 ) 北東北 南東北 0.5~4.5 1.0~4.5-1.5~1.0 変動なし 北関東 0.5~4.0 2.3~5.0-0.6~2.0 変動なし 南関東 6.5~8.0-0.5~4.0-0.8~1.8 チップの余剰感が強く 値下げの動きもあり 燃料チップの飽和状態が続いている為 価格の低下を懸念している 生木チップの燃料が減ってきた
平成 30 年 2 月 地域別木質チップ市場価格 ( 平成 29 年 10 月時点 ) 北東北 南東北 0.5~4.5 1.0~4.5-1.5~1.0 変動なし 北関東 0.5~4.0 2.3~5.0-0.6~2.0 変動なし 南関東 6.5~8.0-0.5~4.0-0.8~1.8 チップの余剰感が強く 値下げの動きもあり 燃料チップの飽和状態が続いている為 価格の低下を懸念している 生木チップの燃料が減ってきた
1
 問題を解こう. 熱力学の基礎 問題. 容積 [m ] の密閉容器内に 温度 0[ ] 質量 0[kg] の酸素が含まれている この容器内の圧力を求めよ ただし 酸素の気体定数を R= 59.8[J/kg K] とする 解答 酸素の体積 V=m 質量 m=0kg なので 酸素の比容積 v=/0 m /kg である 式 (.) において ガス定数 R=59.8 温度 T=(0+7)K であるので 圧力
問題を解こう. 熱力学の基礎 問題. 容積 [m ] の密閉容器内に 温度 0[ ] 質量 0[kg] の酸素が含まれている この容器内の圧力を求めよ ただし 酸素の気体定数を R= 59.8[J/kg K] とする 解答 酸素の体積 V=m 質量 m=0kg なので 酸素の比容積 v=/0 m /kg である 式 (.) において ガス定数 R=59.8 温度 T=(0+7)K であるので 圧力
EOS: 材料データシート(アルミニウム)
") EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
<4D F736F F D208E9197BF31302D F4390B3816A96FB899890F A E8F8DC58F4994C55F8CC589BB8DDE8B5A8F705F202D208
 セメント系固化材による油含有土の固化処理に関する基礎検討 ( 社 ) セメント協会セメント系固化材技術専門委員会 1. はじめに工場やガソリンスタンドの跡地をセメント系固化材を用いて固化処理する際 油類を含有した土に遭遇する場合がある しかしながら このような油含有土をセメント系固化材により固化処理した報告 1) 2) は少なく 油種や油の含有レベルが改良効果に及ぼす影響は明らかとなっていない また
セメント系固化材による油含有土の固化処理に関する基礎検討 ( 社 ) セメント協会セメント系固化材技術専門委員会 1. はじめに工場やガソリンスタンドの跡地をセメント系固化材を用いて固化処理する際 油類を含有した土に遭遇する場合がある しかしながら このような油含有土をセメント系固化材により固化処理した報告 1) 2) は少なく 油種や油の含有レベルが改良効果に及ぼす影響は明らかとなっていない また
PowerPoint プレゼンテーション
 水素製造システム ( 第 7 回 ) 熱化学水素製造 松本 第 3 回 2 本日の講義の目的 水の熱分解 熱化学水素製造の考え方 エネルギー効率 実際の熱化学水素製造プロセス UT-3 IS 本スライドには以下の資料を参考にした : 吉田 エクセルギー工学 - 理論と実際 原子力辞典 ATOMICA http://www.rist.or.jp/atomica/index.html 再生可能エネルギーを利用した水素製造
水素製造システム ( 第 7 回 ) 熱化学水素製造 松本 第 3 回 2 本日の講義の目的 水の熱分解 熱化学水素製造の考え方 エネルギー効率 実際の熱化学水素製造プロセス UT-3 IS 本スライドには以下の資料を参考にした : 吉田 エクセルギー工学 - 理論と実際 原子力辞典 ATOMICA http://www.rist.or.jp/atomica/index.html 再生可能エネルギーを利用した水素製造
Japanese nuclear policy and its effect on EAGLE project
 2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
1
 < 参考資料 1> 想定最大規模降雨に関する地域区分について 我が国は 東西南北に広い上 脊梁山脈など地形特性もあり 例えば日本海側 太平洋側等といった地域ごとに気温や降雨などの気象の状況は異なる このため これまで観測された降雨データを用いて想定最大規模降雨を設定するにあたり 降雨の特性の類似する地域に区分することとする 気象現象に関する地域区分については 例えば地域別比流量図 ( クリーガー曲線
< 参考資料 1> 想定最大規模降雨に関する地域区分について 我が国は 東西南北に広い上 脊梁山脈など地形特性もあり 例えば日本海側 太平洋側等といった地域ごとに気温や降雨などの気象の状況は異なる このため これまで観測された降雨データを用いて想定最大規模降雨を設定するにあたり 降雨の特性の類似する地域に区分することとする 気象現象に関する地域区分については 例えば地域別比流量図 ( クリーガー曲線
<4D F736F F D2089C692EB BF B C838C815B CC AF834B E2895BD90AC E368C8E29>
 運転音に配慮した 家庭用燃料電池コージェネレーションシステム の据付けガイドブック 平成 28 年 6 月 燃料電池実用化推進協議会 目次 エネファームの運転音について 1 エネファームの据付け要領 2 1. 据付け場所の選定 2 2. 据付け方法 2 3. 試運転時の確認 2 4. 据付け後の対応 2 表 1 の据付け場所に関する配慮点 3 表 2 据付け推奨例 4 エネファームの運転音について家庭用燃料電池コージェネレーションシステム
運転音に配慮した 家庭用燃料電池コージェネレーションシステム の据付けガイドブック 平成 28 年 6 月 燃料電池実用化推進協議会 目次 エネファームの運転音について 1 エネファームの据付け要領 2 1. 据付け場所の選定 2 2. 据付け方法 2 3. 試運転時の確認 2 4. 据付け後の対応 2 表 1 の据付け場所に関する配慮点 3 表 2 据付け推奨例 4 エネファームの運転音について家庭用燃料電池コージェネレーションシステム
.C.O \..1_4
 オーストリアにおけるバイオ燃料規制の現状 ( その 1) オーストリアのバイオ燃料規制のセミナーを 2009 年 6 月 3 日に受講した その内容について 数回にわたって報告する 主催は ofi(österreichisches Forschungsinstitut für Chemie und Technik: オーストリア化学技術研究協会 ) で 私的な検査研究機関である 従業員数は 130
オーストリアにおけるバイオ燃料規制の現状 ( その 1) オーストリアのバイオ燃料規制のセミナーを 2009 年 6 月 3 日に受講した その内容について 数回にわたって報告する 主催は ofi(österreichisches Forschungsinstitut für Chemie und Technik: オーストリア化学技術研究協会 ) で 私的な検査研究機関である 従業員数は 130
円筒型 SPCP オゾナイザー技術資料 T ( 株 ) 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical P
 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical P") 円筒型 SPCP オゾナイザー技術資料 T211-1 211.2.7 ( 株 ) 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical Process (SPCP) と命名し 小型 ~ 中型のオゾナイザーとして製造 販売を行っている SPCP オゾナイザーは図
円筒型 SPCP オゾナイザー技術資料 T211-1 211.2.7 ( 株 ) 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical Process (SPCP) と命名し 小型 ~ 中型のオゾナイザーとして製造 販売を行っている SPCP オゾナイザーは図
強度のメカニズム コンクリートは 骨材同士をセメントペーストで結合したものです したがって コンクリート強度は セメントペーストの接着力に支配されます セメントペーストの接着力は 水セメント比 (W/C 質量比 ) によって決められます 水セメント比が小さいほど 高濃度のセメントペーストとなり 接着
 によって決められます 水セメント比が小さいほど 高濃度のセメントペーストとなり 接着") コンクリートの強度 コンクリートの最も重要な特性は強度です ここでは まず コンクリート強度の基本的特性について解説し 次に 呼び強度および配合強度がどのように設定されるか について説明します 強度のメカニズム 強度の影響要因 強度性状 構造物の強度と供試体強度 配合 ( 調合 ) 強度と呼び強度の算定 材料強度のばらつき 配合強度の設定 呼び強度の割増し 構造体強度補正値 舞鶴市および周辺部における構造体強度補正値
コンクリートの強度 コンクリートの最も重要な特性は強度です ここでは まず コンクリート強度の基本的特性について解説し 次に 呼び強度および配合強度がどのように設定されるか について説明します 強度のメカニズム 強度の影響要因 強度性状 構造物の強度と供試体強度 配合 ( 調合 ) 強度と呼び強度の算定 材料強度のばらつき 配合強度の設定 呼び強度の割増し 構造体強度補正値 舞鶴市および周辺部における構造体強度補正値
泊発電所 地盤(敷地の地質・地質構造)に関するコメント回答方針
に関するコメント回答方針") 1 1 無断複製 転載等禁止 ( 力 ) 資 泊発電所地盤 ( 敷地の地質 地質構造地質構造 ) に関するコメント回答方針 平成 28 年 5 月 13 日北海道電力株式会社 2 ヒアリング 審査会合における指摘事項 No 指摘事項指摘時期 1 2 3 4 5 6 7 8 9 10 11 敷地近傍に位置する図幅に記載されている断層について 見解を整理すること 敷地近傍における海成段丘の分布高度のグラフに
1 1 無断複製 転載等禁止 ( 力 ) 資 泊発電所地盤 ( 敷地の地質 地質構造地質構造 ) に関するコメント回答方針 平成 28 年 5 月 13 日北海道電力株式会社 2 ヒアリング 審査会合における指摘事項 No 指摘事項指摘時期 1 2 3 4 5 6 7 8 9 10 11 敷地近傍に位置する図幅に記載されている断層について 見解を整理すること 敷地近傍における海成段丘の分布高度のグラフに
各資産のリスク 相関の検証 分析に使用した期間 現行のポートフォリオ策定時 :1973 年 ~2003 年 (31 年間 ) 今回 :1973 年 ~2006 年 (34 年間 ) 使用データ 短期資産 : コールレート ( 有担保翌日 ) 年次リターン 国内債券 : NOMURA-BPI 総合指数
 今回 :1973 年 ~2006 年 (34 年間 ) 使用データ 短期資産 : コールレート ( 有担保翌日 ) 年次リターン 国内債券 : NOMURA-BPI 総合指数") 5 : 外国株式 外国債券と同様に円ベースの期待リターン = 円のインフレ率 + 円の実質短期金利 + 現地通貨ベースのリスクプレミアム リスクプレミアムは 過去実績で 7% 程度 但し 3% 程度は PER( 株価 1 株あたり利益 ) の上昇 すなわち株価が割高になったことによるもの 将来予想においては PER 上昇が起こらないものと想定し 7%-3%= 4% と設定 直近の外国株式の現地通貨建てのベンチマークリターンと
5 : 外国株式 外国債券と同様に円ベースの期待リターン = 円のインフレ率 + 円の実質短期金利 + 現地通貨ベースのリスクプレミアム リスクプレミアムは 過去実績で 7% 程度 但し 3% 程度は PER( 株価 1 株あたり利益 ) の上昇 すなわち株価が割高になったことによるもの 将来予想においては PER 上昇が起こらないものと想定し 7%-3%= 4% と設定 直近の外国株式の現地通貨建てのベンチマークリターンと
 ... 1... 2... 3... 4... 5... 6... 7... 7... 9... 10... 16... 16... 19... 20... 21... 25... 26... 27... 31... 39... 40... 40... 43... 45... 53... 54... 55... 55... 56... 57... 57... 59... 60... 61... 61...
... 1... 2... 3... 4... 5... 6... 7... 7... 9... 10... 16... 16... 19... 20... 21... 25... 26... 27... 31... 39... 40... 40... 43... 45... 53... 54... 55... 55... 56... 57... 57... 59... 60... 61... 61...
センタリング
 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 CH4 排出量 [kt-co2 eq.] 1.A.3.c 鉄道 (Ralways)( CH4, N2O) 1. 排出 吸収源の概要
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 CH4 排出量 [kt-co2 eq.] 1.A.3.c 鉄道 (Ralways)( CH4, N2O) 1. 排出 吸収源の概要
2-2 需要予測モデルの全体構造交通需要予測の方法としては,1950 年代より四段階推定法が開発され, 広く実務的に適用されてきた 四段階推定法とは, 以下の4つの手順によって交通需要を予測する方法である 四段階推定法将来人口を出発点に, 1 発生集中交通量 ( 交通が, どこで発生し, どこへ集中
 資料 2 2 需要予測 2-1 需要予測モデルの構築地下鉄などの将来の交通需要の見通しを検討するに当たっては パーソントリップ調査をベースとした交通需要予測手法が一般的に行われている その代表的なものとしては 国土交通省では 近畿圏における望ましい交通のあり方について ( 近畿地方交通審議会答申第 8 号 ) ( 以下 8 号答申 と略す ) などにおいて 交通需要予測手法についても検討が行われ これを用いて提案路線の検討が行われている
資料 2 2 需要予測 2-1 需要予測モデルの構築地下鉄などの将来の交通需要の見通しを検討するに当たっては パーソントリップ調査をベースとした交通需要予測手法が一般的に行われている その代表的なものとしては 国土交通省では 近畿圏における望ましい交通のあり方について ( 近畿地方交通審議会答申第 8 号 ) ( 以下 8 号答申 と略す ) などにおいて 交通需要予測手法についても検討が行われ これを用いて提案路線の検討が行われている
世田谷清掃工場 平成 27 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) スラグ ( ガス化溶融 )( 含
 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) スラグ ( ガス化溶融 )( 含") 世田谷清掃工場 平成 27 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) スラグ ( ガス化溶融 )( 含有 溶出試験 ) 7 (4) 汚水処理汚泥 ( 含有試験 ) 8 4 周辺大気環境調査結果 9 5 試料採取日一覧
世田谷清掃工場 平成 27 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 不燃物 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) スラグ ( ガス化溶融 )( 含有 溶出試験 ) 7 (4) 汚水処理汚泥 ( 含有試験 ) 8 4 周辺大気環境調査結果 9 5 試料採取日一覧
様式1
 東京都低 NOx 低 CO 2 小規模燃焼機器認定に係る 申請時の留意事項について 最終改正平成 29 年 1 月 18 日 申請書 1 申請書はエクセル型式のものを使用し 正本 1 部 写し 8 部及び電子データを提 出してください ( 申請書の様式は東京都環境局ホームページからダウンロードでき ます ) 図面 計量証明書の写し 校正証明書等の写し及び補足説明資料等についても可 能な範囲で電子データ化してください
東京都低 NOx 低 CO 2 小規模燃焼機器認定に係る 申請時の留意事項について 最終改正平成 29 年 1 月 18 日 申請書 1 申請書はエクセル型式のものを使用し 正本 1 部 写し 8 部及び電子データを提 出してください ( 申請書の様式は東京都環境局ホームページからダウンロードでき ます ) 図面 計量証明書の写し 校正証明書等の写し及び補足説明資料等についても可 能な範囲で電子データ化してください
目的 2 汚染水処理対策委員会のサブグループ 1 地下水 雨水等の挙動等の把握 可視化 が実施している地下水流動解析モデルの妥当性を確認すること ( 汚染水処理対策委員会事務局からの依頼事項 )
") 資料 1-3 1 福島第 1 原子力発電所を対象とした地下水流動解析 平成 25 年 12 月 10 日 日本原子力研究開発機構 目的 2 汚染水処理対策委員会のサブグループ 1 地下水 雨水等の挙動等の把握 可視化 が実施している地下水流動解析モデルの妥当性を確認すること ( 汚染水処理対策委員会事務局からの依頼事項 ) 実施内容 3 解析領域設定 地質構造モデルの構築 水理地質構造モデル ( 解析メッシュに水理特性を設定したモデル
資料 1-3 1 福島第 1 原子力発電所を対象とした地下水流動解析 平成 25 年 12 月 10 日 日本原子力研究開発機構 目的 2 汚染水処理対策委員会のサブグループ 1 地下水 雨水等の挙動等の把握 可視化 が実施している地下水流動解析モデルの妥当性を確認すること ( 汚染水処理対策委員会事務局からの依頼事項 ) 実施内容 3 解析領域設定 地質構造モデルの構築 水理地質構造モデル ( 解析メッシュに水理特性を設定したモデル
Microsoft Word 後藤佑介.doc
 課題アプローチ技法 Ⅲ 73070310 後藤佑介テーマ 住宅用太陽光発電システムの利用効果 1. はじめに近年 地球温暖化問題に関心が集まっている その要因である二酸化炭素は私たちの生活を支える電力利用から排出される 二酸化炭素の排出を削減するためには再生可能エネルギー利用の技術が必要である その技術の一つである太陽光発電システム (PV システム ) はクリーンで無公害なエネルギーとして大きな期待が寄せられている
課題アプローチ技法 Ⅲ 73070310 後藤佑介テーマ 住宅用太陽光発電システムの利用効果 1. はじめに近年 地球温暖化問題に関心が集まっている その要因である二酸化炭素は私たちの生活を支える電力利用から排出される 二酸化炭素の排出を削減するためには再生可能エネルギー利用の技術が必要である その技術の一つである太陽光発電システム (PV システム ) はクリーンで無公害なエネルギーとして大きな期待が寄せられている
T ダイの流動解析 HASL 社 FlatCAD を使用した池貝製 T ダイの流動解析事例 各種の樹脂粘度を考慮した T ダイの流路設計 Rich Green on Land Deep Blue in Sky and Sea 株式会社池貝開発室横田新一郎
 T ダイの流動解析 HASL 社 FlatCAD を使用した池貝製 T ダイの流動解析事例 各種の樹脂粘度を考慮した T ダイの流路設計 Rich Green on Land Deep Blue in Sky and Sea 株式会社池貝開発室横田新一郎 secj_yokota@ikegai.co.jp 手順 1 T ダイの設計フロー 製品シート フィルムの仕様を検討 押出機の条件 T ダイ幅 ロール方向の確認
T ダイの流動解析 HASL 社 FlatCAD を使用した池貝製 T ダイの流動解析事例 各種の樹脂粘度を考慮した T ダイの流路設計 Rich Green on Land Deep Blue in Sky and Sea 株式会社池貝開発室横田新一郎 secj_yokota@ikegai.co.jp 手順 1 T ダイの設計フロー 製品シート フィルムの仕様を検討 押出機の条件 T ダイ幅 ロール方向の確認
第1章
 エネルギー価格と為替レートが消費者物価指数へ与える影響 化石 電力ユニットガスグループ 上野宏一 1. はじめに 2013 年 4 月の日本銀行による異次元緩和政策の導入以降 一時は 1.5% まで上昇した消費者物価指数上昇率 ( 消費税を除く ) は 2014 年後半からの原油価格急落を要因として急激に低下した コアCPI(CPI 総合 < 生鮮食品除く>) の足元の動きをみると 2016 年初頭から原油価格は徐々に持ち直し
エネルギー価格と為替レートが消費者物価指数へ与える影響 化石 電力ユニットガスグループ 上野宏一 1. はじめに 2013 年 4 月の日本銀行による異次元緩和政策の導入以降 一時は 1.5% まで上昇した消費者物価指数上昇率 ( 消費税を除く ) は 2014 年後半からの原油価格急落を要因として急激に低下した コアCPI(CPI 総合 < 生鮮食品除く>) の足元の動きをみると 2016 年初頭から原油価格は徐々に持ち直し
ACモーター入門編 サンプルテキスト
 技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
イノベーション活動に対する山梨県内企業の意識調査
 甲府支店山梨県甲府市飯田 1-1-24 OSD-Ⅲ ヒ ル 4F TEL: 055-233-0241 URL:http://www.tdb.co.jp/ イノベーション活動 企業の 4 割超が実施 ~ イノベーション活動の阻害要因 能力のある従業員の不足が半数に迫る ~ はじめに 日本再興戦略改訂 2015( 成長戦略 ) においてイノベーションによる 稼ぐ力 の強化が掲げられているほか 女性の活躍推進政策のなかで
甲府支店山梨県甲府市飯田 1-1-24 OSD-Ⅲ ヒ ル 4F TEL: 055-233-0241 URL:http://www.tdb.co.jp/ イノベーション活動 企業の 4 割超が実施 ~ イノベーション活動の阻害要因 能力のある従業員の不足が半数に迫る ~ はじめに 日本再興戦略改訂 2015( 成長戦略 ) においてイノベーションによる 稼ぐ力 の強化が掲げられているほか 女性の活躍推進政策のなかで
電解水素製造の経済性 再エネからの水素製造 - 余剰電力の特定 - 再エネの水素製造への利用方法 エネルギー貯蔵としての再エネ水素 まとめ Copyright 215, IEEJ, All rights reserved 2
 国内再生可能エネルギーからの水素製造の展望と課題 第 2 回 CO2フリー水素ワーキンググループ水素 燃料電池戦略協議会 216 年 6 月 22 日 日本エネルギー経済研究所 柴田善朗 Copyright 215, IEEJ, All rights reserved 1 電解水素製造の経済性 再エネからの水素製造 - 余剰電力の特定 - 再エネの水素製造への利用方法 エネルギー貯蔵としての再エネ水素
国内再生可能エネルギーからの水素製造の展望と課題 第 2 回 CO2フリー水素ワーキンググループ水素 燃料電池戦略協議会 216 年 6 月 22 日 日本エネルギー経済研究所 柴田善朗 Copyright 215, IEEJ, All rights reserved 1 電解水素製造の経済性 再エネからの水素製造 - 余剰電力の特定 - 再エネの水素製造への利用方法 エネルギー貯蔵としての再エネ水素
北清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4
 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4") 北清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4 周辺大気環境調査結果 8 5 試料採取日一覧 9 ( 参考 ) 測定項目及び測定箇所 10 ( 参考
北清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4 周辺大気環境調査結果 8 5 試料採取日一覧 9 ( 参考 ) 測定項目及び測定箇所 10 ( 参考
Microsoft PowerPoint - session4-speech2_JP.pptx
 インドネシアの 褐 炭 利 用 技 術 とその 商 業 化 クリーン コール デー イン ジャパン 2011 国 際 シンポジウム 20 周 年 記 念 クリーン コールの 最 前 線 ~ 持 続 可 能 な 成 長 と 低 炭 素 社 会 のためのクリーン コール テクノロジー (CCT)~ における 講 演 講 演 者 : BOB KAMANDANU インドネシア 石 炭 鉱 業 協 会 (ICMA)
インドネシアの 褐 炭 利 用 技 術 とその 商 業 化 クリーン コール デー イン ジャパン 2011 国 際 シンポジウム 20 周 年 記 念 クリーン コールの 最 前 線 ~ 持 続 可 能 な 成 長 と 低 炭 素 社 会 のためのクリーン コール テクノロジー (CCT)~ における 講 演 講 演 者 : BOB KAMANDANU インドネシア 石 炭 鉱 業 協 会 (ICMA)
スライド 1
 日本コンクリート技術株式会社 Japan Concrete Technology Co.LTD (JC-tech) JC-tech ) JC-tech ( 国土交通省中部地整発注 ) ( 国土交通省東北地整発注 ) 2 比較する従来技術 ( 従来工法 ) ひび割れ誘発目地の設置 新技術の概要及び特徴本工法は 壁状コンクリート構造物の構築において 水和熱抑制型超遅延剤 ND リターダー を添加したコンクリートを壁体下部に打ち込むことにより
日本コンクリート技術株式会社 Japan Concrete Technology Co.LTD (JC-tech) JC-tech ) JC-tech ( 国土交通省中部地整発注 ) ( 国土交通省東北地整発注 ) 2 比較する従来技術 ( 従来工法 ) ひび割れ誘発目地の設置 新技術の概要及び特徴本工法は 壁状コンクリート構造物の構築において 水和熱抑制型超遅延剤 ND リターダー を添加したコンクリートを壁体下部に打ち込むことにより
新規文書1
 計画停電が企業経営に与える影響調査 結果報告書 熊本商工会議所 0 年 月 < 本調査のお問い合わせ > 熊本商工会議所会員サービス部情報調査課 TEL- FAX-0 Ⅰ 調査概要 実施主体 熊本商工会議所 調査目的 本調査はこの夏の電力供給不足で対応が必要となる節電並びに計画 停電が企業経営に与える影響を把握し 今後の経営支援活動に反映 させることを目的とする 調査期間 平成 年 月 日 ( 金
計画停電が企業経営に与える影響調査 結果報告書 熊本商工会議所 0 年 月 < 本調査のお問い合わせ > 熊本商工会議所会員サービス部情報調査課 TEL- FAX-0 Ⅰ 調査概要 実施主体 熊本商工会議所 調査目的 本調査はこの夏の電力供給不足で対応が必要となる節電並びに計画 停電が企業経営に与える影響を把握し 今後の経営支援活動に反映 させることを目的とする 調査期間 平成 年 月 日 ( 金
3. 排ガスガス処理設備 3.1 ばいじん除去設備ごみ焼却排ガス中のばいじんを除去する設備は 近年では 焼却施設には使用実績が最も多いろ過式集じん器が多く使用されています ろ過式集じん器はバグフィルタとして知られています バグフィルタは 単にばいじんを除去することだけを目的とするのでなく 有害ガス
 参考資料 1 排ガスガス処理方式処理方式について 1. 焼却施設からのからの排ガスガスの性状ごみ焼却排ガス中には 二酸化炭素 (CO 2 ) 水蒸気 (H 2 O) 窒素(N 2 ) 酸素 (O 2 ) のほかに 規制物質であるばいじん 塩化水素 (HCl) 硫黄酸化物(SOx) 窒素酸化物(NOx) ダイオキシン類が含まれています これらの規制物質については 法令 ( 廃棄物処理法 大気汚染防止法
参考資料 1 排ガスガス処理方式処理方式について 1. 焼却施設からのからの排ガスガスの性状ごみ焼却排ガス中には 二酸化炭素 (CO 2 ) 水蒸気 (H 2 O) 窒素(N 2 ) 酸素 (O 2 ) のほかに 規制物質であるばいじん 塩化水素 (HCl) 硫黄酸化物(SOx) 窒素酸化物(NOx) ダイオキシン類が含まれています これらの規制物質については 法令 ( 廃棄物処理法 大気汚染防止法
1
 4. 3R に関する国際規格と国内規格の比較検討 4.1 3R 製品の需要拡大に向けた製品 ( 品質 ) 規格に関する比較検討 (1) 国際規格と国内規格の状況の確認 2.1 章及び 3.1 章の結果を踏まえて 国際規格と国内規格の状況の一覧を作成した ( 表 4.1-1) なお 一覧を作成するに当たり 規格分野 ISO EU 米国 東南アジア 日 本 の 4 つに区分した 表 4.1-1 国際規格と国内規格の状況の一覧
4. 3R に関する国際規格と国内規格の比較検討 4.1 3R 製品の需要拡大に向けた製品 ( 品質 ) 規格に関する比較検討 (1) 国際規格と国内規格の状況の確認 2.1 章及び 3.1 章の結果を踏まえて 国際規格と国内規格の状況の一覧を作成した ( 表 4.1-1) なお 一覧を作成するに当たり 規格分野 ISO EU 米国 東南アジア 日 本 の 4 つに区分した 表 4.1-1 国際規格と国内規格の状況の一覧
化学産業と化学技術の環境貢献 本稿は 化学装置 2010 年 3 月号に筆者が掲載した報文 化学産業 の環境経営と環境貢献 の一部を加筆 削除 修正したものである 環境企画 松村眞 はじめに 環境対策には 環境負荷物質の発生を抑制する上流の分野と やむを得ずに作られてしまう環境負荷物質を無害化する下
 化学産業と化学技術の環境貢献 本稿は 化学装置 2010 年 3 月号に筆者が掲載した報文 化学産業 の環境経営と環境貢献 の一部を加筆 削除 修正したものである 環境企画 松村眞 はじめに 環境対策には 環境負荷物質の発生を抑制する上流の分野と やむを得ずに作られてしまう環境負荷物質を無害化する下流の分野がある 人間の健康にたとえると 上流は病気を未然に防ぐ予防の分野で 下流は治療の分野に相当する
化学産業と化学技術の環境貢献 本稿は 化学装置 2010 年 3 月号に筆者が掲載した報文 化学産業 の環境経営と環境貢献 の一部を加筆 削除 修正したものである 環境企画 松村眞 はじめに 環境対策には 環境負荷物質の発生を抑制する上流の分野と やむを得ずに作られてしまう環境負荷物質を無害化する下流の分野がある 人間の健康にたとえると 上流は病気を未然に防ぐ予防の分野で 下流は治療の分野に相当する
石炭ガス化複合発電 (IGCC) について 2015 年 4 月 21 日 荒木成光 1. IGCC の定義と原理 (1)IGCC の定義 IGCC は Integrated Gasification Combined Cycle の頭文字をとったもので 通常 ガス化複合発電 と呼ばれている 燃料
 について 2015 年 4 月 21 日 荒木成光 1. IGCC の定義と原理 (1)IGCC の定義 IGCC は Integrated Gasification Combined Cycle の頭文字をとったもので 通常 ガス化複合発電 と呼ばれている 燃料") 石炭ガス化複合発電 (IGCC) について 2015 年 4 月 21 日 荒木成光 1. IGCC の定義と原理 (1)IGCC の定義 IGCC は Integrated Gasification Combined Cycle の頭文字をとったもので 通常 ガス化複合発電 と呼ばれている 燃料 ( 原料 ) としては 石炭に限らず重質油等を用いる場合もある 石炭ガス化複合発電の場合を特定して ICGCC
石炭ガス化複合発電 (IGCC) について 2015 年 4 月 21 日 荒木成光 1. IGCC の定義と原理 (1)IGCC の定義 IGCC は Integrated Gasification Combined Cycle の頭文字をとったもので 通常 ガス化複合発電 と呼ばれている 燃料 ( 原料 ) としては 石炭に限らず重質油等を用いる場合もある 石炭ガス化複合発電の場合を特定して ICGCC
石炭資源開発の流れと JOGMEC 石炭開発事業との関係 1
 平成 28 年度 JOGMEC 石炭開発部成果報告会海外炭探鉱支援等事業 7 海外地質構造調査概要 ( 豪州 クリフォードJV カナダ パリセイドJV カナダ パノラマノースJV) 平成 29 年 6 月 15 日 石炭資源開発の流れと JOGMEC 石炭開発事業との関係 1 海外地質構造調査概要 支援スキーム 2 平成 28 年度海外地質構造調査 (JV 調査 日系 JV 調査 ) 3 海外地質構造調査結果概要
平成 28 年度 JOGMEC 石炭開発部成果報告会海外炭探鉱支援等事業 7 海外地質構造調査概要 ( 豪州 クリフォードJV カナダ パリセイドJV カナダ パノラマノースJV) 平成 29 年 6 月 15 日 石炭資源開発の流れと JOGMEC 石炭開発事業との関係 1 海外地質構造調査概要 支援スキーム 2 平成 28 年度海外地質構造調査 (JV 調査 日系 JV 調査 ) 3 海外地質構造調査結果概要
<4D F736F F F696E74202D E9197BF A A C5816A CE97CD82CC90A28A458E738FEA2E B8CDD8AB B83685D>
 世界の火力発電の市場動向 次世代 発電協議会 ( 第 5 回会合 ) 資料 2 1. はじめに 2. 世界の発電動向 3. 世界の国 地域別発電市場動向 4. 我が国の発電市場動向 5. 世界の火力発電の発電効率 6. 今後の世界の火力発電市場 一般財団法人エネルギー総合工学研究所小野崎正樹 1 1. はじめに 東南アジアを中心とした急激な経済成長にともない 発電設備の拡充が進んでいる 2040~2050
世界の火力発電の市場動向 次世代 発電協議会 ( 第 5 回会合 ) 資料 2 1. はじめに 2. 世界の発電動向 3. 世界の国 地域別発電市場動向 4. 我が国の発電市場動向 5. 世界の火力発電の発電効率 6. 今後の世界の火力発電市場 一般財団法人エネルギー総合工学研究所小野崎正樹 1 1. はじめに 東南アジアを中心とした急激な経済成長にともない 発電設備の拡充が進んでいる 2040~2050
新システム概念図 変更点及び今後の課題 新システムの検討にあたっては 当初 シールを用いた徴収方法を検討していたが 関係者との調整の結果 以下のような変更及び課題が生じている 1 変更点 : 製品価格に内部化する費用の性質発炎筒の流通は 主として 新車搭載用として自動車製造業者等 交換用として自動車
 資料 5-2 使用済自動車からの廃発炎筒処理システムについて 平成 24 年 8 月 10 日 日本保安炎筒工業会 破砕施設での発炎筒 由来の発火事故の危険性が問題提起されたことを受け 日本保安炎筒工業会 ( 以下 当会 ) は 使用済自動車の処理段階からの廃発炎筒回収を進めるため 自主的なプログラムとして 安全管理プログラム を創設した 当プログラムでは 廃発炎筒の流通段階から廃棄段階までの安全性を総点検し
資料 5-2 使用済自動車からの廃発炎筒処理システムについて 平成 24 年 8 月 10 日 日本保安炎筒工業会 破砕施設での発炎筒 由来の発火事故の危険性が問題提起されたことを受け 日本保安炎筒工業会 ( 以下 当会 ) は 使用済自動車の処理段階からの廃発炎筒回収を進めるため 自主的なプログラムとして 安全管理プログラム を創設した 当プログラムでは 廃発炎筒の流通段階から廃棄段階までの安全性を総点検し
練馬清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7
 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7") 練馬清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4 周辺大気環境調査結果 8 5 試料採取日一覧 9 ( 参考 ) 測定項目及び測定箇所 10 ( 参考
練馬清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4 周辺大気環境調査結果 8 5 試料採取日一覧 9 ( 参考 ) 測定項目及び測定箇所 10 ( 参考
3M 皮膚貼付用両面粘着テープ # /10/25 3M Article Information Sheet Copyright,2018,3M Company All right reserved. 本情報は 3M の製品を適切にご使用頂くために作成したものです 複製ないしダウンロー
 3M Article Information Sheet Copyright,2018,3M Company All right reserved. 本情報は 3M の製品を適切にご使用頂くために作成したものです 複製ないしダウンロードする場合には 以下の条件をお守り下さい (1) 当社から書面による事前承認を得ることなく情報を変更したり 一部を抜粋して使用しないで下さい (2) 本情報を営利目的で転売もしくは配布しないで下さい
3M Article Information Sheet Copyright,2018,3M Company All right reserved. 本情報は 3M の製品を適切にご使用頂くために作成したものです 複製ないしダウンロードする場合には 以下の条件をお守り下さい (1) 当社から書面による事前承認を得ることなく情報を変更したり 一部を抜粋して使用しないで下さい (2) 本情報を営利目的で転売もしくは配布しないで下さい
高層ビルのEV設置計画
 高層ビルの EV 設置計画 株式会社エレベータ研究所 従来の設置計画の問題点 従来の設置計画には 交通計算法に起因する問題と設置計画基準に起因する問題があります (1) 交通計算法の問題 従来の交通計算法は 1 乗車人数が固定 2 途中階で乗車できない計算モデルであるなど交通計算法が不備なため UP ピークなど一方向ピークを評価するための交通計算法しか存在しなかったために最大の輸送能力が必要な昼食時の輸送能力を直接評価できなかったという問題があります
高層ビルの EV 設置計画 株式会社エレベータ研究所 従来の設置計画の問題点 従来の設置計画には 交通計算法に起因する問題と設置計画基準に起因する問題があります (1) 交通計算法の問題 従来の交通計算法は 1 乗車人数が固定 2 途中階で乗車できない計算モデルであるなど交通計算法が不備なため UP ピークなど一方向ピークを評価するための交通計算法しか存在しなかったために最大の輸送能力が必要な昼食時の輸送能力を直接評価できなかったという問題があります
<4D F736F F F696E74202D F E937895F18D904A434F414C8E968BC695F18D9089EF C C838A B BB4967B816A2E B8CDD8AB B83685D>
 平成 25 年度 JCOAL 事業成果報告会 NEDO 委託事業 褐炭改質技術, 石炭灰利用技術, バイオマス利用技術の統合によるインドネシアの石炭低品位化対応ソリューション事業の案件発掘調査 平成 26 年 7 月 24 日 ( 一財 ) 石炭エネルギーセンター技術開発部橋本敬一郎 1 報告内容 1.FS の概要 2.HASNUR 社概要 3.HASNUR 社との協議実績 4. バイオマス発電 5.
平成 25 年度 JCOAL 事業成果報告会 NEDO 委託事業 褐炭改質技術, 石炭灰利用技術, バイオマス利用技術の統合によるインドネシアの石炭低品位化対応ソリューション事業の案件発掘調査 平成 26 年 7 月 24 日 ( 一財 ) 石炭エネルギーセンター技術開発部橋本敬一郎 1 報告内容 1.FS の概要 2.HASNUR 社概要 3.HASNUR 社との協議実績 4. バイオマス発電 5.
表 1. プリル尿素と大粒尿素のかさ密度 強度 粒径 (mm) かさ密度 (g/cm3) 圧壊硬度 (N)* プリル尿素 1.0~ ~3.4 ( 平均 1.9) 大粒尿素 2.0~ ~34.8 ( 平均 17.8) *: 木屋式硬度計を使って それぞれ
 かさ密度 (g/cm3) 圧壊硬度 (N)* プリル尿素 1.0~ ~3.4 ( 平均 1.9) 大粒尿素 2.0~ ~34.8 ( 平均 17.8) *: 木屋式硬度計を使って それぞれ") File No. 4 小粒尿素と大粒尿素 尿素はアンモニアと二酸化炭素を原料として製造されたもので 硫安などに比べ 窒素含有量が高く (N>46%) 完全水溶であるうえ 中性で 長期施用しても土壌に悪影響を与えないため 化学肥料の中に生産量と使用量が抜群に多い肥料である 尿素は吸湿性が高く 粉末の状態では固結しやすいため すべて粒状の形で出荷する 造粒方式によりできた粒子の粒径と物理的特性が大きく違い
File No. 4 小粒尿素と大粒尿素 尿素はアンモニアと二酸化炭素を原料として製造されたもので 硫安などに比べ 窒素含有量が高く (N>46%) 完全水溶であるうえ 中性で 長期施用しても土壌に悪影響を与えないため 化学肥料の中に生産量と使用量が抜群に多い肥料である 尿素は吸湿性が高く 粉末の状態では固結しやすいため すべて粒状の形で出荷する 造粒方式によりできた粒子の粒径と物理的特性が大きく違い
(2) 技術開発計画 1 実施体制 環境省 明和工業株式会社 ( 共同実施者 ) 国立大学法人東京工業大学 (2) ガス利用システムの技術開発エンジン発電機の試験運転における稼働状況の確認 評価 (3) 軽質タール利用技術開発エンジン発電機を用いた燃焼試験 (4) トータルシステムの技術開発物質 熱
 技術開発計画 1 実施体制 環境省 明和工業株式会社 ( 共同実施者 ) 国立大学法人東京工業大学 (2) ガス利用システムの技術開発エンジン発電機の試験運転における稼働状況の確認 評価 (3) 軽質タール利用技術開発エンジン発電機を用いた燃焼試験 (4) トータルシステムの技術開発物質 熱") 事業名 バイオマスの熱分解による低コスト型液体 気体燃料製造技術の研究開発 代表者 明和工業株式会社北野滋 実施予定年度 平成 25~27 年度 (1) 技術開発概要 1 技術開発の概要 目的 バイオマスの熱分解は エネルギーへ変換できる簡易な技術として期待されている だが 副生するタールや設備費が障壁となり普及していない 本技術開発では 簡易なアップドラフト型ガス化によりタールを副生 回収すると同時にガスを清浄化することで
事業名 バイオマスの熱分解による低コスト型液体 気体燃料製造技術の研究開発 代表者 明和工業株式会社北野滋 実施予定年度 平成 25~27 年度 (1) 技術開発概要 1 技術開発の概要 目的 バイオマスの熱分解は エネルギーへ変換できる簡易な技術として期待されている だが 副生するタールや設備費が障壁となり普及していない 本技術開発では 簡易なアップドラフト型ガス化によりタールを副生 回収すると同時にガスを清浄化することで
高粘度汚泥対応型汚泥乾燥機の開発,三菱重工技報 Vol.51 No.3(2014)
") 機械 設備システム特集技術論文 8 高粘度汚泥対応型汚泥乾燥機の開発 New Type Sludge Dryer for High Viscosity Sludge *1 江草知通 *2 遠藤弘毅 Tomomichi Egusa Kouki Endou *2 貝田裕彦 *3 松寺直樹 Hirohiko Kaida Naoki Matsudera *4 小高成貴 *4 森亮介 Shigeki Odaka
機械 設備システム特集技術論文 8 高粘度汚泥対応型汚泥乾燥機の開発 New Type Sludge Dryer for High Viscosity Sludge *1 江草知通 *2 遠藤弘毅 Tomomichi Egusa Kouki Endou *2 貝田裕彦 *3 松寺直樹 Hirohiko Kaida Naoki Matsudera *4 小高成貴 *4 森亮介 Shigeki Odaka
データバンク 2006 年上半期の日本の対 CIS 主要国貿易統計 1. ロシア /96 2. ウクライナ /98 3. カザフスタン /99 4. ウズベキスタン / アゼルバイジャン /101 表 年 1~6 月の日本の対ロシア NIS 諸国輸出入通関実績 輸出入合計
 データバンク 1. ロシア /96 2. ウクライナ /98 3. カザフスタン /99 4. ウズベキスタン /100 5. アゼルバイジャン /101 表 1 2006 年 1~6 月の日本の対ロシア NIS 諸国輸出入通関実績 輸出入合計 前年同期 =100 ( 単位 1,000 ドル ) 輸出 前年同期 輸入 前年同期 バランス =100 =100 ロシア 5,898,922 127.1 3,107,684
データバンク 1. ロシア /96 2. ウクライナ /98 3. カザフスタン /99 4. ウズベキスタン /100 5. アゼルバイジャン /101 表 1 2006 年 1~6 月の日本の対ロシア NIS 諸国輸出入通関実績 輸出入合計 前年同期 =100 ( 単位 1,000 ドル ) 輸出 前年同期 輸入 前年同期 バランス =100 =100 ロシア 5,898,922 127.1 3,107,684
参 考 1. 工事請負契約書 2. 建設分野で使われるおもな単位 3.SI 単位換算率表
 参 考 1. 工事請負契約書 2. 建設分野で使われるおもな単位 3.SI 単位換算率表 - 287 - - 288 - - 289 - - 290 - - 291 - - 292 - - 293 - - 294 - - 295 - - 296 - - 297 - - 298 - - 299 - - 300 - - 301 - - 302 - - 303 - - 304 - - 305 - - 306
参 考 1. 工事請負契約書 2. 建設分野で使われるおもな単位 3.SI 単位換算率表 - 287 - - 288 - - 289 - - 290 - - 291 - - 292 - - 293 - - 294 - - 295 - - 296 - - 297 - - 298 - - 299 - - 300 - - 301 - - 302 - - 303 - - 304 - - 305 - - 306
2006年石炭技術会議
 講演 Ⅱ 低品位炭改質技術について 大高康雄財団法人石炭エネルギーセンター事業化推進部担当部長 低品位炭改質技術について ( 財 ) 石炭エネルギーセンター 事業化推進部大高康雄 低品位炭改質技術について 内容 低品位炭とは? 低品位炭の資源と利用 低品位炭改質技術の概要 改質技術の商業化 まとめ 講 -Ⅱ-1 低品位炭とは? 低品位炭とは? 低品質炭 (Low Grade Coal) 高灰分炭 高硫黄炭
講演 Ⅱ 低品位炭改質技術について 大高康雄財団法人石炭エネルギーセンター事業化推進部担当部長 低品位炭改質技術について ( 財 ) 石炭エネルギーセンター 事業化推進部大高康雄 低品位炭改質技術について 内容 低品位炭とは? 低品位炭の資源と利用 低品位炭改質技術の概要 改質技術の商業化 まとめ 講 -Ⅱ-1 低品位炭とは? 低品位炭とは? 低品質炭 (Low Grade Coal) 高灰分炭 高硫黄炭
品川清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7
 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7") 品川清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4 周辺大気環境調査結果 8 5 試料採取日一覧 9 ( 参考 ) 測定項目及び測定箇所 10 ( 参考
品川清掃工場 平成 28 年度環境測定結果 1 排ガス測定結果 1 (1) 煙突排ガス 1 (2) 煙道排ガス 2 2 排水測定結果 3 3 焼却灰等測定結果 5 (1) 主灰 ( 含有 性状試験 ) 5 (2) 飛灰処理汚泥 ( 含有 溶出試験 ) 6 (3) 汚水処理汚泥 ( 含有試験 ) 7 4 周辺大気環境調査結果 8 5 試料採取日一覧 9 ( 参考 ) 測定項目及び測定箇所 10 ( 参考
暮らしの中の石炭
 日本経済と九州の石炭 九州経済産業局 資源エネルギー環境部長 岩切俊一 1 もくじ 1. 暮らしの中で活かされる石炭 2. 石炭の歴史 3. 日本の発展を支えた産炭地 4. 石炭のメリットと有効性 5. 石炭の高効率利用はCO2 削減策の1つ 6. 九州の取り組み 2 石炭 と聞いて 何を想像しますか? 3 1 2 3 4 4 5 6 7 8 5 9 10 11 6 1. 暮らしの中で活かされる石炭
日本経済と九州の石炭 九州経済産業局 資源エネルギー環境部長 岩切俊一 1 もくじ 1. 暮らしの中で活かされる石炭 2. 石炭の歴史 3. 日本の発展を支えた産炭地 4. 石炭のメリットと有効性 5. 石炭の高効率利用はCO2 削減策の1つ 6. 九州の取り組み 2 石炭 と聞いて 何を想像しますか? 3 1 2 3 4 4 5 6 7 8 5 9 10 11 6 1. 暮らしの中で活かされる石炭
CLT による木造建築物の設計法の開発 ( その 3)~ 防耐火性能の評価 ~ 平成 26 年度建築研究所講演会 CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 CLT による木造建築物の設計法の開発 ( その 3)~ 防耐
~ 防耐火性能の評価 ~ 平成 26 年度建築研究所講演会 CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 CLT による木造建築物の設計法の開発 ( その 3)~ 防耐") CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 内容 Ⅰ はじめに 1) 木材 製材 集成材 CLT の特徴 テキスト p.45~5050 と燃えしろ の燃えしろを検討するにあたっての課題 1)CLT の燃えしろに関する実験的検討 壁パネルの非損傷性に関する実験的検討 等の防耐火性能に関する建築研究所のその他の取り組み Ⅳ
CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 内容 Ⅰ はじめに 1) 木材 製材 集成材 CLT の特徴 テキスト p.45~5050 と燃えしろ の燃えしろを検討するにあたっての課題 1)CLT の燃えしろに関する実験的検討 壁パネルの非損傷性に関する実験的検討 等の防耐火性能に関する建築研究所のその他の取り組み Ⅳ
QOBU1011_40.pdf
 印字データ名 QOBU1 0 1 1 (1165) コメント 研究紹介 片山 作成日時 07.10.04 19:33 図 2 (a )センサー素子の外観 (b )センサー基板 色の濃い部分が Pt 形電極 幅 50μm, 間隔 50μm (c ),(d )単層ナノ チューブ薄膜の SEM 像 (c )Al O 基板上, (d )Pt 電極との境 界 熱 CVD 条件 触媒金属 Fe(0.5nm)/Al(5nm)
印字データ名 QOBU1 0 1 1 (1165) コメント 研究紹介 片山 作成日時 07.10.04 19:33 図 2 (a )センサー素子の外観 (b )センサー基板 色の濃い部分が Pt 形電極 幅 50μm, 間隔 50μm (c ),(d )単層ナノ チューブ薄膜の SEM 像 (c )Al O 基板上, (d )Pt 電極との境 界 熱 CVD 条件 触媒金属 Fe(0.5nm)/Al(5nm)
DE0087−Ö“ª…v…›
 酸性雨研究センター 2 アジアで増え続けるNOxとVOCs 増え続けるNO2濃度 衛星観測結果 アジアでは 急速な経済発展に伴って オゾ ンの原因物質であるNOx排出量が著しく増え ていると考えられる これを示す証拠として 最 近 対流圏観測衛星GOMEによるNO 2の対 流圏カラム濃度分布の結果が発表された (Richterら, 2005) 図2-1は 東アジアにおけ る1996年と2002年の1月のNO2対流圏濃度
酸性雨研究センター 2 アジアで増え続けるNOxとVOCs 増え続けるNO2濃度 衛星観測結果 アジアでは 急速な経済発展に伴って オゾ ンの原因物質であるNOx排出量が著しく増え ていると考えられる これを示す証拠として 最 近 対流圏観測衛星GOMEによるNO 2の対 流圏カラム濃度分布の結果が発表された (Richterら, 2005) 図2-1は 東アジアにおけ る1996年と2002年の1月のNO2対流圏濃度
労働市場分析レポート第 43 号平成 26 年 10 月 31 日 マッチング指標を用いたマッチング状況の分析 労働市場における労働力需給調整を評価するための指標として 就職率や充足率があるが 求人倍率が上昇する時には 就職率が上昇し充足率が低下するなどの動きがみられ それぞれ単独の利用には注意が必
 労働市場分析レポート第 43 号平成 26 年 1 月 31 日 マッチング指標を用いたマッチング状況の分析 労働市場における労働力需給調整を評価するための指標として 就職率や充足率があるが 求人倍率が上昇する時には 就職率が上昇し充足率が低下するなどの動きがみられ それぞれ単独の利用には注意が必要である このレポートでは 就職率と充足率の双方を加味して 労働市場の機能を評価する指標を計測し マッチング状況の分析を行う
労働市場分析レポート第 43 号平成 26 年 1 月 31 日 マッチング指標を用いたマッチング状況の分析 労働市場における労働力需給調整を評価するための指標として 就職率や充足率があるが 求人倍率が上昇する時には 就職率が上昇し充足率が低下するなどの動きがみられ それぞれ単独の利用には注意が必要である このレポートでは 就職率と充足率の双方を加味して 労働市場の機能を評価する指標を計測し マッチング状況の分析を行う
としてまとめました 準備実験では 試験体の内外に 518 カ所の温度センサー ( 熱電対 ) と 41 カ所の熱流センサー ( 熱流束計 ) を設置して計測を行ったほか ビデオカメラを試験体内に 13 台 試験体外に 9 台設置して火災の様子を観察しました 2.2 準備実験より得られたこと木造 3
 と 41 カ所の熱流センサー ( 熱流束計 ) を設置して計測を行ったほか ビデオカメラを試験体内に 13 台 試験体外に 9 台設置して火災の様子を観察しました 2.2 準備実験より得られたこと木造 3") 平成 25 年 1 月 24 日 木造 3 建て学校実大火災実験実行委員会 木造 3 建て学校の実大火災実験 ( 準備実験 ) の結果概要 1. はじめに建築基準法では3 建ての学校について耐火建築物とすることを義務付けていますが 平成 22 年 1 月施行の木材利用促進法等を受け 一定の仕様等を満たした場合は準耐火建築物とすることが可能となるよう 実際の規模の建物の火災実験により検証を行うものです
平成 25 年 1 月 24 日 木造 3 建て学校実大火災実験実行委員会 木造 3 建て学校の実大火災実験 ( 準備実験 ) の結果概要 1. はじめに建築基準法では3 建ての学校について耐火建築物とすることを義務付けていますが 平成 22 年 1 月施行の木材利用促進法等を受け 一定の仕様等を満たした場合は準耐火建築物とすることが可能となるよう 実際の規模の建物の火災実験により検証を行うものです
16 コンクリートの配合設計と品質管理コンクリートの順に小さくなっていく よって, 強度が大きいからといってセメントペーストやモルタルで大きい構造物を作ろうとしても, 収縮クラックが発生するために健全な構造物を作ることはできない 骨材は, コンクリートの収縮を低減させ, クラックの少ない構造物を造る
 1 コンクリートの基本的性質と配合 コンクリートは, セメントと岩石の粒である骨材に水を加えて混合したものである 混合直後には粘りのある液体であるが, セメントは水との化学反応により硬化していくため, 時間の経過とともに固まっていく セメントと水の反応は 水和反応 と呼ばれる 骨材は,5 mm のふるい目を通る粒径のものを 細骨材, それより大きい粒径のものを 粗骨材 と呼ぶ 水とセメントの混合物を
1 コンクリートの基本的性質と配合 コンクリートは, セメントと岩石の粒である骨材に水を加えて混合したものである 混合直後には粘りのある液体であるが, セメントは水との化学反応により硬化していくため, 時間の経過とともに固まっていく セメントと水の反応は 水和反応 と呼ばれる 骨材は,5 mm のふるい目を通る粒径のものを 細骨材, それより大きい粒径のものを 粗骨材 と呼ぶ 水とセメントの混合物を
Microsoft Word - じょく層報告(三野道路用)_
_") ミノコートのじょく層に関する検討結果 三野道路株式会社 1. はじめにミノコート ( 以下,MK) は, 中温化剤, 改質剤, 植物繊維からなる特殊改質剤 ( ミノコートバインダ ) を添加した, 最大粒径 5mm のアスファルト混合物を平均厚 15mm 程度で敷均し, 締固めを行う表面処理工法である 本工法の特長として, 高いひび割れ抑制効果が期待できることから, 切削オーバーレイ工事や打換え工事等におけるじょく層
ミノコートのじょく層に関する検討結果 三野道路株式会社 1. はじめにミノコート ( 以下,MK) は, 中温化剤, 改質剤, 植物繊維からなる特殊改質剤 ( ミノコートバインダ ) を添加した, 最大粒径 5mm のアスファルト混合物を平均厚 15mm 程度で敷均し, 締固めを行う表面処理工法である 本工法の特長として, 高いひび割れ抑制効果が期待できることから, 切削オーバーレイ工事や打換え工事等におけるじょく層
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-3 EDM
 POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
図 維持管理の流れと診断の位置付け 1) 22 22
 22 22") 第 2 章. 調査 診断技術 2.1 維持管理における調査 診断の位置付け (1) 土木構造物の維持管理コンクリート部材や鋼部材で構成される土木構造物は 立地環境や作用外力の影響により経年とともに性能が低下する場合が多い このため あらかじめ設定された予定供用年数までは構造物に要求される性能を満足するように適切に維持管理を行うことが必要となる 土木構造物の要求性能とは 構造物の供用目的や重要度等を考慮して設定するものである
第 2 章. 調査 診断技術 2.1 維持管理における調査 診断の位置付け (1) 土木構造物の維持管理コンクリート部材や鋼部材で構成される土木構造物は 立地環境や作用外力の影響により経年とともに性能が低下する場合が多い このため あらかじめ設定された予定供用年数までは構造物に要求される性能を満足するように適切に維持管理を行うことが必要となる 土木構造物の要求性能とは 構造物の供用目的や重要度等を考慮して設定するものである
卵及び卵製品の高度化基準
 卵製品の高度化基準 1. 製造過程の管理の高度化の目標事業者は 卵製品の製造過程にコーデックスガイドラインに示された7 原則 12 手順に沿った HACCP を適用して 製造過程の管理の高度化を図ることとし このための体制及び施設の整備を行うこととする まず 高度化基盤整備に取り組んだ上で HACCP を適用した製造過程の管理の高度化を図るという段階を踏んだ取組を行う場合は 将来的に HACCP に取り組むこと又はこれを検討することを明らかにした上で
卵製品の高度化基準 1. 製造過程の管理の高度化の目標事業者は 卵製品の製造過程にコーデックスガイドラインに示された7 原則 12 手順に沿った HACCP を適用して 製造過程の管理の高度化を図ることとし このための体制及び施設の整備を行うこととする まず 高度化基盤整備に取り組んだ上で HACCP を適用した製造過程の管理の高度化を図るという段階を踏んだ取組を行う場合は 将来的に HACCP に取り組むこと又はこれを検討することを明らかにした上で
<4D F736F F D DC58F4994C5816A8C9A8DDE E9197BF88EA8EAE2E646F6378>
 資料 7 断熱材の目標年度 区分及び目標年度 区分及び目標基準値について目標基準値について ( 案 ) 1. 目標年度について断熱材は 様々な部品から構成され技術改善要素が多数想定されるエネルギー消費機器と比較すると 性能向上手法については材質の改善 製造設備の改良等に限られている状況にある また 最も断熱性能が優れている建築材料の熱伝導率は 過去 5 年間改善がない状況にある 各メーカーが品質改良等建築材料の断熱性能の向上を行うためには
資料 7 断熱材の目標年度 区分及び目標年度 区分及び目標基準値について目標基準値について ( 案 ) 1. 目標年度について断熱材は 様々な部品から構成され技術改善要素が多数想定されるエネルギー消費機器と比較すると 性能向上手法については材質の改善 製造設備の改良等に限られている状況にある また 最も断熱性能が優れている建築材料の熱伝導率は 過去 5 年間改善がない状況にある 各メーカーが品質改良等建築材料の断熱性能の向上を行うためには
Microsoft Word 標準型実施手引.doc
 標準型及び高度技術提案型の実施の手引 1 評価項目標準型又は高度技術提案型の総合評価方式を適用する工事は 施工上の課題等について技術提案をさせ 工事の品質向上を期待するものであるため 下表を参考に技術提案を求め 提案の実現性や安全性等について審査 評価を行う また 企業の施工実績や配置予定技術者の能力について評価することも考えられる なお 高度技術提案型とは 市の暫定的な設計に基づき入札参加者に技術提案を求め
標準型及び高度技術提案型の実施の手引 1 評価項目標準型又は高度技術提案型の総合評価方式を適用する工事は 施工上の課題等について技術提案をさせ 工事の品質向上を期待するものであるため 下表を参考に技術提案を求め 提案の実現性や安全性等について審査 評価を行う また 企業の施工実績や配置予定技術者の能力について評価することも考えられる なお 高度技術提案型とは 市の暫定的な設計に基づき入札参加者に技術提案を求め
 ごみ焼却施設建設工事 優先交渉権者決定基準 ( 抜粋 ) 平成 29 年 3 月 有明生活環境施設組合 有明生活環境施設組合ごみ焼却施設建設工事 優先交渉権者決定基準 ( 抜粋 ) 目 次 1 優先交渉権者選定の審査手順 1 1) 優先交渉権者決定基準の位置付け 1 2) 審査の手順 1 3) 審査の流れ 2 2 プロポーザル参加資格審査 3 1) 審査方法 3 2) 審査する内容 3 3 技術提案書類及び最終見積書等の審査
ごみ焼却施設建設工事 優先交渉権者決定基準 ( 抜粋 ) 平成 29 年 3 月 有明生活環境施設組合 有明生活環境施設組合ごみ焼却施設建設工事 優先交渉権者決定基準 ( 抜粋 ) 目 次 1 優先交渉権者選定の審査手順 1 1) 優先交渉権者決定基準の位置付け 1 2) 審査の手順 1 3) 審査の流れ 2 2 プロポーザル参加資格審査 3 1) 審査方法 3 2) 審査する内容 3 3 技術提案書類及び最終見積書等の審査