別紙1
|
|
|
- ゆりか ゆきしげ
- 5 years ago
- Views:
Transcription
1 平成 24 年度戦略的基盤技術高度化支援事業 連続炭素繊維を骨格とした長繊維入熱可塑性 CFRP 射出成形技術開発 研究開発成果等報告書 平成 25 年 3 月 委託者 委託先 関東経済産業局 国立大学法人静岡大学
2
3 目次第 1 章研究開発の概要 研究開発の背景 研究目的及び目標 研究体制... 1 (1) 研究組織 ( 全体 )... 1 (2) 管理体制... 2 (3) 管理員及び研究員... 3 (4) 経理担当者及び業務管理者の所属 氏名... 4 (5) 他からの指導 協力者 成果概要... 5 (1) ( サブテーマ1) 連続炭素繊維の骨格を包み込むように長繊維入り樹脂を射出する成形方法の開発... 5 (2) ( サブテーマ2) 熱可塑性 CFRPプリフォームの賦形方法の開発... 5 (3) ( サブテーマ3) プランジャー式ノズルと長繊維入り樹脂供給装置の開発... 5 (4) ( サブテーマ4)) 駆動系部品の筐体の材質をアルミニウム合金から熱可塑性 CFRPに代替する技術の開発... 5 (5) ( サブテーマ5) プロジェクトの管理 運営 ( 国立大学法人静岡大学 ) 当該研究開発の連絡窓口... 6 (1) 事業管理機関... 6 (2) 総括研究代表者... 6 (3) 副総括研究代表者... 6 第 2 章本論 ( サブテーマ1) 連続炭素繊維の骨格を包み込むように長繊維入り樹脂を射出する成形方法の開発... 7 (1) 試験片を使った実験... 7 (2) FFトランスファーのフロントカバーを使った実験... 8 (3) FFトランスファーのサイドカバーを使った実験... 9 (4) 成形品の再生 ( リサイクル ) (5) 成形品の寸法精度に関する研究 ( サブテーマ2) 熱可塑性 CFRPプリフォームの賦形方法の開発 (1) 通電抵抗加熱方式の金型の開発 (2) 骨格の設計 (3) 骨格を成形するホットスタンピング金型の開発 (4) 連続繊維のホットスタンピング成形 (5) ホットスタンピング成形品の強度評価... 13
4 (6) 連続繊維の成形シミュレーション (7) サイドカバーの骨格部分のホットスタンピング成形 ( サブテーマ3) プランジャー式ノズルと長繊維入り樹脂供給装置の開発 (1) 長繊維の射出成形に適した成形機の開発 (2) 強化繊維の長さ (3) 繊維の分散性 ( サブテーマ4) 駆動系部品の筐体の材質をアルミニウム合金から熱可塑性 CFRPに代替する技術の開発 (1) 軽量化したい部品 (2) FFトランスファーのケースに求められる性能 (3) 動力試験の方法 (4) 試験結果と改良 (5) まとめ 最終章全体総括 研究開発成果 (1) ( サブテーマ1) 連続炭素繊維の骨格を包み込むように長繊維入り樹脂を射出する成形方法の開発 (2) ( サブテーマ2) 熱可塑性 CFRPプリフォームの賦形方法の開発 (3) ( サブテーマ3) プランジャー式ノズルと長繊維入り樹脂供給装置の開発 (4) ( サブテーマ4)) 駆動系部品の筐体の材質をアルミニウム合金から熱可塑性 CFRPに代替する技術の開発 研究開発後の課題 事業化展開... 22
5 第 1 章研究開発の概要 1-1 研究開発の背景 研究目的及び目標 研究背景 自動車産業では環境対応のため 車体の軽量化が急務となっている プラスチックは軽量化のために多くの部材に使われているが 強度や剛性が重要な部品には適用できていない 乗用車のアルミニウム使用率は重量で 8% 程度であり その 8 割が鋳造品である アルミニウム鋳造品を熱可塑性 CFRP で代替することで車体重量を約 3% 低減することが可能になる 自動車部品メーカーは自動車メーカーから厳しくコストダウンを要求されており 従来より軽量な部品を低価格で製造する技術が必要になっている ダイカスト鋳造は後工程が多く 熱硬化性 CFRP は成形時間が長く大量生産ができない そのため 熱可塑性 CFRP の量産技術の確立が求められている 研究目的及び目標 従来 アルミニウムが使われていた駆動系部品の筐体を熱可塑性 CFRP で代替する成形技術を開発して 軽量化を実現する さらに 電磁誘導を用いた金型温度調整技術を開発することで薄肉化を実現し 部品の重量を 4 割削減する 後工程が多いダイカスト鋳造を 高精度な成形が可能なため後工程がほとんど必要ないプラスチック射出成形に置き換えることで製造コストを低減する さらに 現在は高コストな炭素繊維入りプラスチック材料だが 複合材料を混練しながら成形を行うインライン混練機を開発することで複合材料のコストを 1/3 に引き下げる 1-2 研究体制 (1) 研究組織 ( 全体 ) 国立大学法人静岡大学 再委託 株式会社キャップ 再委託 株式会社ユニバンス 総括研究代表者 (PL) 国立大学法人静岡大学工学部機械工学科准教授早川邦夫 副統括研究代表者 (SL) 株式会社キャップ代表取締役高井三男 1
6 (2) 管理体制 1 事業管理機関 [ 国立大学法人静岡大学 ] 学長 財務施設部調達管理課 ( 業務管理者 : 特任事務職員 ) ( 経理担当者 ) 工学部 機械工学科 ( 業務管理者 : 准教授 ) 再委託 再委託 株式会社キャップ 株式会社ユニバンス 2 再委託先 [ 株式会社キャップ ] ( 業務管理者 : 代表取締役 ) 代表取締役総務課 ( 経理担当者 ) 業務部 技術課 工場長 金型事業部 製造課 開発部 組み付け仕上課 [ 株式会社ユニバンス ] 代表取締役社長経営管理部財務グループ ( 経理担当者 ) ( 業務管理者 ) 先行開発部 DT 推進グループ ( 業務管理者 :( フェロー ) 先行開発部部長 ) 新事業 PJ 商品設計部 要素技術開発グループ 第 1 商品設計グループ 設計推進部 実験グループ 2
7 (3) 管理員及び研究員 事業管理機関 国立大学法人静岡大学 1 管理員 氏名 所属 役職 実施内容 ( 番号 ) 早川邦夫 工学部機械工学科准教授 5 牧澤久光 工学部特任事務職員 5 2 研究員氏名 所属 役職 実施内容 ( 番号 ) 早川邦夫 ( 再掲 ) 工学部機械工学科准教授 1 2 矢代茂樹 工学部機械工学科准教授 1 2 中村保 工学部機械工学科特任教授 1 2 再委託先 ( 研究員 ) 株式会社キャップ氏名 所属 役職 実施内容 ( 番号 ) 寺田竹一 業務部長 神谷清 業務部 吉田透 開発部長 水谷暢孝 工場長 鈴木祐 金型事業部技術課 一木洋憙 金型事業部技術課 高野和也 金型事業部技術課 古畑涼介 金型事業部製造課主任 藤川晃一 金型事業部組み付け仕上課主任 谷口司 金型事業部組み付け仕上課 株式会社ユニバンス氏名 所属 役職 実施内容 ( 番号 ) 鈴木正 新規事業 PJリーダー 4 佐藤徹也 先行開発部 DT 推進グループ主担 4 山下晃浩 先行開発部 DT 推進グループ 4 鈴木慶 商品設計部第 1 商品設計グループ主任 4 加藤宣保 設計推進部実験グループ主任 4 3
8 (4) 経理担当者及び業務管理者の所属 氏名 ( 事業管理機関 ) 国立大学法人静岡大学 ( 経理担当者 ) 財務施設部調達管理課長村松祐 ( 業務管理者 ) 工学部機械工学科准教授早川邦夫工学部特任事務職員牧澤久光 ( 再委託先 ) 株式会社キャップ ( 経理担当者 ) 総務課森下雅子 ( 業務管理者 ) 代表取締役高井三男 株式会社ユニバンス ( 経理担当者 ) 経営管理部財務グループ主担山崎純也 ( 業務管理者 ) ( フェロー ) 先行開発部部長加藤忠彦 (5) 他からの指導 協力者 研究開発推進委員会委員 氏名 所属 役職 備考 早川邦夫 国立大学法人静岡大学工学部機械工学科准教授 PL 高井三男 株式会社キャップ代表取締役 SL 矢代茂樹 中村保 鈴木正 国立大学法人静岡大学工学部機械工学科准教授 国立大学法人静岡大学工学部機械工学科特任教授 株式会社ユニバンス新事業 PJ リーダー 中村穣治株式会社ベンチャーラボ東海支社支社長アドバイザー 野口敏彦 国立大学法人静岡大学工学部電気電子工学科教授 4
9 1-3 成果概要 (1)( サブテーマ1) 連続炭素繊維の骨格を包み込むように長繊維入り樹脂を射出する成形方法の開発 ( 実施 : 株式会社キャップ 国立大学法人静岡大学 ) 骨格となる連続繊維の芯材を射出成形でインサートし 骨格と射出した長繊維入り樹脂とがしっかり接合する成形方法を明らかにした 連続繊維の骨格で補強した CFRP 製の自動車用トランスファーのケースを試作し ダイカスト鋳造のアルミニウム合金の部品と同等の強度が得られた (2)( サブテーマ2) 熱可塑性 CFRP プリフォームの賦形方法の開発 ( 実施 : 株式会社キャップ 国立大学法人静岡大学 ) 高周波電流を金型に直接通電して金型を高速に加熱する技術を開発した 高周波の電気回路の調整や 金型の形状や電極の取り付け方などを改良して 最短で 3 分という成形サイクルを実現した 成形品の剛性と強度を高めるために 適切な成形材料を選択し さらに成形条件の最適化を行うことで 炭素繊維織物に樹脂を十分に含浸させた高強度な成形品を作ることができた 約 50GPa の弾性率と約 600MPa の強度を実現した (3)( サブテーマ 3) プランジャー式ノズルと長繊維入り樹脂供給装置の開発 ( 実施 : 株式会社キャップ ) 炭素長繊維強化樹脂の成形に適した射出成形機を開発した 混練スクリューの形状の改良や サイドフィード方式のチョップド繊維投入機構の開発 成形条件の最適化などで 炭素繊維の能力を生かした射出成形ができるようになった (4)( サブテーマ4)) 駆動系部品の筐体の材質をアルミニウム合金から熱可塑性 CFRP に代替する技術の開発 ( 実施 : 株式会社キャップ 株式会社ユニバンス ) コンピュータシミュレーションによって自動車用トランスファーのケースを構成する材料に求められる弾性率と強度を明らかにした 試作した部品を使って自動車用トランスファーを組み立て 動力試験を行った 実際の自動車のトランスファーに加わる最大トルクの 600N m を大きく上回る 2200N m の強度を実現した アルミダイカスト製に近い剛性と強度を実現し 重量はアルミダイカスト製の 50% と 大幅な軽量化を実現した (5)( サブテーマ5) プロジェクトの管理 運営 ( 国立大学法人静岡大学 ) (a) 毎月 1 回 全研究開発実施機関のメンバーが研究打ち合わせを実施した (b) 定期的な検討会議だけでなく 川下ユーザ企業と部品製造企業同士が検討課題や問題が発生する都度相談をして課題解決にあたった 必要に応じて外部から専門の技術情報やアドバイスを得るため 浜松地域で進んでいるCFRP 事業化研究会との連携を行った 5
10 1-4 当該研究開発の連絡窓口 (1) 事業管理機関名称 : 国立大学法人静岡大学工学部住所 : 静岡県浜松市中区城北 3 丁目 5 番 1 号連絡担当者 : 牧澤久光電話 : FAX: ttoyaiz@ipc.shizuoka.ac.jp (2) 総括研究代表者名称 : 国立大学法人静岡大学工学部機械工学科住所 : 静岡県浜松市中区城北 3 丁目 5 番 1 号連絡担当者 : 早川邦夫電話 : FAX: tmkhaya@ipc.shizuoka.ac.jp (3) 副総括研究代表者名称 : 株式会社キャップ住所 : 静岡県周智郡森町中川 2022 番地 2 連絡担当者 : 高井三男電話 : FAX: takaim@cap-inc.co.jp 6
")
11 第 2 章本論 2-1 ( サブテーマ 1) 連続炭素繊維の骨格を包み込むように長繊維入り樹脂を射出する成形方法の開発 繊維強化樹脂では 繊維が長いほうが強度が高い傾向がある 一方 複雑な形状を高精度に成形 するには射出成形が優れているが 長い繊維を成形品中に残すことは難しく アルミ合金と同等の強度は得られない そこで 連続繊維の骨格を射出成形でインサート成形することで 強度がありながら 複雑な形状を高精度に成形する技術を開発した このような成形では 連続繊維の骨格と射出した樹脂とが強固に接合する必要がある 本事業では ポリアミド樹脂をマトリックス樹脂に用いて 骨格の表面に接着性を改善するプライマーを塗布する方法と 155 で溶融する熱可塑性エポキシ樹脂で骨格を作り 射出したポリアミド樹脂の熱で両者が接着させる方法の 2 種類で開発を行った (1) 試験片を使った実験ポリアミド樹脂をマトリックス樹脂とした UD テープにポリアミド樹脂用接合プライマーを塗布して インサート成形することで次の写真のような試験片を製作した 接合プライマーは株式会社型善がポリアミド樹脂の接合用に特別に開発したプライマーである 図 1 連続繊維の UD テープを貼り付けたダンベル形試験片 ( 厚さ 3mm) 図 2 ポリアミド樹脂接合プライマー ( 型善 NP-221) この試験片に対して 曲げ試験を行い 連続繊維がない場合と比較を行った 長繊維強化だけのときの曲げ強度 300Mpa に対して 厚さ 0.3mm の UD を接合した場合は曲げ強度が 600MPa と 2 倍に向上することが分かった また弾性率も 10GPa から 20GPa に 2 倍に向上している また 破断面を見ると ( 図 5) 2 種類の材料の界面では破壊が起きないことが確認できた 7

12 図 3 長繊維強化ポリアミド樹脂の曲げ試験結果 図 4 UD テープ付きの場合の曲げ試験結果 図 5 UD テープを貼り付けた試験片の破断面 (2)FF トランスファーのフロントカバーを使った実験 FF トランスファーのフロントカバーについて 骨格をインサートする成形実験を行った しっかり接合したことが確認できた また 骨格をインサートすることで 成形ひずみが低減し 成形品の寸法精度が向上するという効果もあった 8
FF")





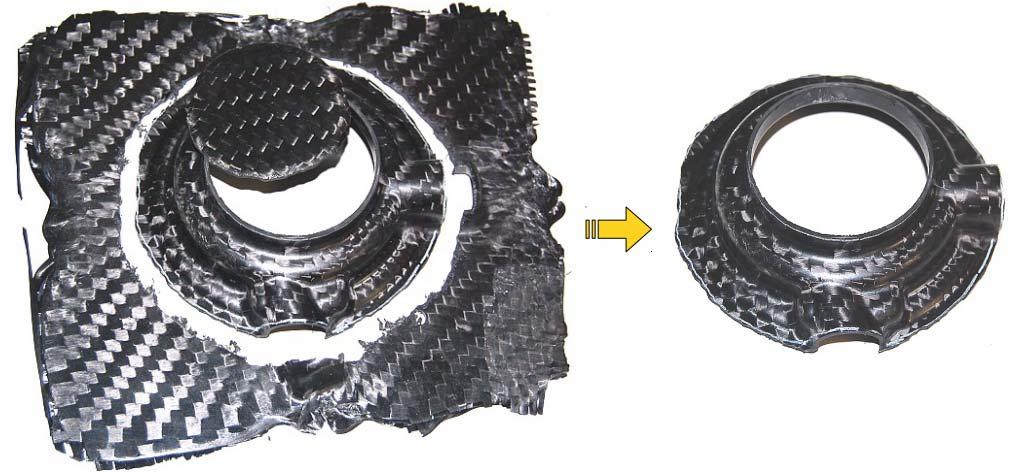
13 図 6 フロントカバーの骨格 図 7 連続繊維の骨格で補強した複合成形品 (3)FF トランスファーのサイドカバーを使った実験次に 炭素繊維織布と熱可塑性エポキシ樹脂で成形した骨格を使って FF トランスファーのサイドカバーを試作した 熱可塑性エポキシ樹脂はナガセケムテックス株式会社の開発品で 融点 155 でホットメルト接着剤のような性質を持っている この性質を利用することで 射出成形のポリアミド樹脂の熱で一時的に熱可塑性エポキシが溶融し 両者が接合することが分かった 図 8 サイドカバーの骨格図 9 骨格を射出成形金型でインサート成形インサート成形の結果 図 10 のような成形品を作ることができた 2-4 節で報告するように アルミダイカスト鋳造の部品と同等の強度と剛性を得ることができた 図 10 サイドカバーの複合成形品 ( 外側 ) 図 11 サイドカバーの複合成形品 ( 内側 9


14 (4) 成形品の再生 ( リサイクル ) 熱可塑性の繊維強化樹脂はリサイクルできることが熱硬化性の繊維強化樹脂に対する大きな優位点である 成形品から樹脂材料を再生してリサイクルができるか確認した 一般的な樹脂のリサイクルと同じ工程でペレットに再生することができた ただし ペレタイザーのカッターの摩耗が樹脂単体の場合より早く カッターを頻繁に交換する必要があった 再生ペレットに含まれる炭素繊維は短くなっているため 強度が不十分と考えられる また樹脂も劣化している可能性もあり 高い強度が要求されない用途に用いたり 新しい材料に少量混ぜるという使い方が適切である 図 12 成形品を粉砕した状態 図 13 再生ペレット (5) 成形品の寸法精度に関する研究成形ひずみの傾向を探るため 成形品全体をコニカミノルタの非接触 3 次元デジタイザ RANGE7 で計測した さらに 測定点群と CAD のモデルデータとの照合ができるアルモニクスの spgauge を使って誤差の評価を行った 図 14 非接触 3 次元デジタイザを使った計測 この結果 射出成形した長繊維強化樹脂は 予想よりも大きな寸法の誤差を生じることが分かった 試験片の成形では 成形収縮率は 0.1% 程度と非常に小さいが 厚肉で複雑な形状の場合は 0.5% 程度の成形収縮率になることが分かった 0.5% でも樹脂単体のときの半分程度であり 寸法精度を確保しやすい材料であることが分かった 10
 通電抵抗加熱方式の金型の開発金型に高周波電流を流してジュール熱で加熱する成形方法を開発した 金型の構造を図 16")


15 図 15 spgauge を使った評価 2-2 ( サブテーマ2) 熱可塑性 CFRP プリフォームの賦形方法の開発 (1) 通電抵抗加熱方式の金型の開発金型に高周波電流を流してジュール熱で加熱する成形方法を開発した 金型の構造を図 16 に 電気回路図を図 17 に示す 金型は大きな鋼鉄製ブロックのため 電気抵抗が小さく抵抗加熱は難しい そこで 50kHz の高周波電流による表皮効果によって 電流を金型の表面に集中させ 抵抗を大きくしている 金型内部の空間に冷却水を大量に流すことで効率よく冷却ができるようになっている 図 16 通電抵抗加熱方式の金型の構造 図 17 通電抵抗加熱方式の金型の回路図 この成形方法の成形サイクルを次に図 18 に示す 図の下部は金型温度を示す 図 18 ホットスタンピング成形の成形サイクル 11


 (4)")

16 (2) 骨格の設計連続繊維の骨格は高い強度と剛性を持つため その性能を活かすように骨格を設計した FF トランスファーのサイドカバーでは ベアリング圧入部分に高い強度と剛性が必要であり その部分を集中して強化する形状になっている 図 19 サイドカバーに重ね合わせた骨格 (3) 骨格を成形するホットスタンピング金型の開発図 20 のように 骨格をホットスタンピング成形する金型を設計した 図 20 サイドカバーのホットスタンピング成形金型 ( 左が上型 右が下型 ) (4) 連続繊維のホットスタンピング成形炭素繊維織布に熱可塑性エポキシ樹脂を含浸させた材料を用いて骨格を成形した エポキシ樹脂の原料に硬化剤を混ぜて 刷毛で炭素繊維織布に塗布し 140 の熱風乾燥機で重合し ( 図 21) 図 22 のようなプリプレグを製作した 図 21 熱風乾燥機でエポキシ樹脂を重合 図 22 完成してプリプレグになった成形材料 12

 図 26 曲げ試験結果 (")
17 (5) ホットスタンピング成形品の強度評価前項のプリプレグを使って平板を成形し 曲げ試験で強度と弾性率を評価した 成形用の金型は図 23 のような通電抵抗加熱方式のホットスタンピング成形金型である 金型温度 200 成形圧力 5MPa 加圧時間 1 分の条件で成形した 図 23 平板のホットスタンピング成形金型成形した平板から短冊状に試験片を切り出し 曲げ試験で行い 強度と弾性率を評価した ピッチ系と PAN 系の 2 種類の炭素繊維について評価した ピッチ系炭素繊維を使ったものの方がやや大きな弾性率であったが その差は当初期待したほどではなかった また PAN 系炭素繊維を使ったものの方がはるかに大きな強度を示した 図 24 平板から短冊状に試験片を切り出し試験片を製作 図 25 曲げ試験結果 (PAN 系炭素繊維 ) 図 26 曲げ試験結果 ( ピッチ系炭素繊維 ) 13
 サイドカバーの骨格部分のホットスタンピング成形 FF トランスファーの動力試験の結果を踏まえて 最初はピッチ系炭素繊維を 次に PAN 系炭素繊維を用いて成形を行った マトリックス樹脂はいずれも熱可塑性エポキシ樹脂である 抜き勾配が小さく 脱型が難しいことが予想されたため")

18 (6) 連続繊維の成形シミュレーション樹脂 複合材成形解析ソフトウェアの PAM-FORM を使って炭素繊維織布の成形シミュレーションを行い 材料の特性と賦形性との関係を検証した せん断弾性係数とせん断角の制限角度の 2 種類のパラメータを変化させることで 現実の成形に近い結果が得られることが分かった 図 27 せん断弾性係数 0.01~0.03 制限角 45 図 28 現実の成形品 (7) サイドカバーの骨格部分のホットスタンピング成形 FF トランスファーの動力試験の結果を踏まえて 最初はピッチ系炭素繊維を 次に PAN 系炭素繊維を用いて成形を行った マトリックス樹脂はいずれも熱可塑性エポキシ樹脂である 抜き勾配が小さく 脱型が難しいことが予想されたため 事前に離型剤については様々な実験を行った 最も良好な離型性を示したのは ケムリースジャパン株式会社のケムリースで 補助的に信越化学工業の耐熱性シリコンオイルスプレーを利用した ケムリースは シリコン樹脂を水の中に分散させた液状の離型剤で 100 程度に加熱した金型にスプレーすると 数分で金型表面に焼き付いて シリコン樹脂の強固な皮膜が形成される 非常に複雑な形状だが 12k の目付けの大きな炭素繊維織布でも賦形性に問題はなかった 熱可塑性エポキシ樹脂の融点は 155 で 200 の金型でプレスすると 樹脂が十分に可塑化しているため 複雑な形状が賦形できると考えられる 成形材料は長方形に裁断して作ったため 余分な部分があるため 図 31 のように汎用フライスを使ってトリム加工した 14


19 図 29 サイドカバーのホットスタンピング成形金型 ( 下型 ) 図 30 成形したサイドカバーの骨格 図 31 不要部分のトリム加工 15
")

20 2-3 ( サブテーマ3) プランジャー式ノズルと長繊維入り樹脂供給装置の開発 (1) 長繊維の射出成形に適した成形機の開発長繊維入りの成形に適した射出成形機の仕様を策定して 成形装置を開発した 製作は東芝機械株式会社が実施した この成形機は 以下の様な特徴を持つ 炭素繊維が折損しにくいスクリュー形状を持つ 混練機のバレルの中央からチョップド繊維を投入するサイドフィード機構を持つ 炭素繊維で摩耗しにくいように 耐摩耗性のスクリューを採用する 繊維の分散性を高める高分散ミキシングヘッドを備える 図 32 射出成形機の外観 図 33 チョップド繊維を投入する機構 (2) 強化繊維の長さ強化繊維が長いほうが成形品の様々な機械的性質が良くなるため 繊維の長さを評価した 本事業で開発した成形機は 繊維の折損が少なくなるように設計したスクリューを採用している さらにφ80mm という大径のスクリューのため 成形機内部における繊維の折損は非常に少ないことが分かった 図 34 のように 成形機のノズルでは ほとんど繊維が折損していない ただし 金型内では スプルーからランナー ゲート 成形品の形状部と 複雑に樹脂が流れ 圧力も急激に変化するため図 35 のように繊維は短くなる 一般的な射出成形機では 成形品中の繊維長は 0.5mm 程度と言われているが この成形機を使った場合 1mm 以上の繊維が多く含まれることが分かった 16


 軽量化したい部品自動車の駆動系には")
21 図 34 成形機のノズルにおける繊維の状態 図 35 成形品中の繊維の状態 (3) 繊維の分散性長繊維強化樹脂の機械的性質を左右する因子として 繊維の分散性がある 開発の初期の段階では 期待したような性能が得られなかったため 成形機のスクリュー形状を変更した スクリュー先端に分散性を向上させるミキシングヘッドを取り付けるという改良を実施したところ 図 36 のように繊維の分散性が大幅に向上した 図 36 成形品中の繊維の分散 2-4 ( サブテーマ 4) 駆動系部品の筐体の材質をアルミニウム合金から熱可塑性 CFRP に代替する技術の開発 (1) 軽量化したい部品自動車の駆動系には アルミのダイカスト鋳造で製造されている部品が多い ( 図 37) 本事業では 駆動系部品のアルミ合金製ケース類を熱可塑性 CFRP に置き換えることで軽量化することを目標とした 17

FF トランスファーのケースに求められる性能 CAE 解析によって FF")

22 図 37 自動車の各種駆動系部品 最終的に図 38 のような FF トランスファーのケースのサイドカバー部分を熱可塑性 CFRP で試作 し 動力試験によって必要な性能が得られるか確認した 図 38 題材にした自動車の FF トランスファー (2)FF トランスファーのケースに求められる性能 CAE 解析によって FF トランスファーのケースに求められる性能について分析した ハイポイドギアとピニオンギアの噛み合わせに問題を生じない程度の弾性率を検討した 次の図は 弾性率 47GPa の解析結果で この程度であれば トランスファーの機能を実現できると考えた 図 39 トランスファーの CAE 解析 18
 試験結果と改良最初の試験では")

23 (3) 動力試験の方法株式会社ユニバンスの動力試験機を用いて トランスファーの動力試験を実施した この部品は自動車のトランスミッションに固定され トランスミッションの動力軸とつながるが 試験装置で同じ状態を再現している 図 40 動力試験機にセットしたトランスファー 図 41 トルク負荷の入力方法 (4) 試験結果と改良最初の試験では アルミニウムの部品よりずっと小さな負荷で破壊したため 次の表のように成形方法と成形材料を変更して 強度向上をはかった 改良後の動力試験では 目標としたトルク 1400 N m を大きく超えて 2200N m で破壊を生じた このとき トランスミッションと接続している軸にも塑性変形が生じており 動力試験ができる限界のトルクでもある 図 43 のように 主として骨格部分が剥がれるような破壊を起こしている 骨格部分は破壊して 19



24 いないため 骨格と射出成形部分との接合に改良の余地があると言える また ウェルドラインが見られる部分に小さなクラックが生じていた 図 N m で破壊したサイドカバー 図 43 破壊したサイドカバーの表側 (5) まとめ連続繊維の骨格には破壊している部分はなく ダイカスト鋳造の ADC12 よりも高強度であると推測できる 逆に長繊維強化の射出成形部分は やや低強度であり 特にウェルドラインが発生している部分の強度が低い また 全体に及ぶ破壊は連続繊維の骨格と射出成形の外形の界面で生じている さらに強度を高めるには 界面の接着強度を高める 骨格部分の範囲をもっと広くするなどの対策が考えられ 今後の課題としたい 20
25 最終章全体総括 3-1 研究開発成果 (1)( サブテーマ1) 連続炭素繊維の骨格を包み込むように長繊維入り樹脂を射出する成形方法の開発炭素繊維強化樹脂には連続繊維を使った成形方法と 短く切断された繊維を使った成形方法とがある 連続繊維を用いた複合材料の成形品は 強度と剛性の両面で優れた機械的性質を持つが 複雑な形状の成形が難しい 一方 短い繊維を用いた複合材料では 肉厚が変化したり 穴があいたりといった複雑な形状の成形が可能だが 十分な強度や剛性が得られない 本事業では この 2 種類の複合材料の成形技術を複合することで 高強度 高剛性でありながら複雑形状の成形を可能にする成形技術を開発した 連続繊維の成形品を骨格として この部分で強度と剛性を実現する 一方 形状が複雑な部分は長繊維を加えた射出成形で形成した この成形技術を実現するうえで重要なことは 2 種類の材料をしっかり接合することである 骨格となる連続繊維の芯材を射出成形でインサートし 骨格と射出する長繊維入り樹脂とがしっかり接合する成形条件を明らかにした 樹脂の種類によっては 骨格となる成形品の表面をプライマーで処理することで強固な接着力が得られることを明らかにした 試験片を使ったせん断強さ試験で接合強度を評価し 2 種類の成形材料の界面で剥離が起きないことを確認できた また 射出成形では成形ひずみと呼ばれる現象があり 成形品の精度を損なうことがある 一方 炭素繊維は熱膨張率が非常に小さな素材であり 連続繊維の成形品は温度による寸法変化が小さい 成形ひずみが避けられない射出成形品だが 連続繊維の骨格を加えることで 成形ひずみを小さくできることが分かった (2)( サブテーマ2) 熱可塑性 CFRP プリフォームの賦形方法の開発熱可塑性樹脂を使った繊維強化樹脂の成形では 樹脂を十分に溶融させる工程が必要である 本事業では 金型を樹脂の融点以上の温度に加熱して そこに成形材料を投入して加圧することで成形する技術を開発した このような方法で成形を繰り返すには 短時間で金型の温度を上下させる技術が必要になる 金型を急速加熱するには 金型に高周波電流を流すことで ジュール熱で発熱させる方法を用いた 高周波電流には表皮効果と呼ばれる性質があり 導体の表面付近の電流密度が大きくなる この性質を利用して 成形を行う金型の表面を効率よく加熱する技術を開発した 一方 金型の冷却は 金型内部に冷却水が入る大きな空間を作り 冷却水を大量に入れることで高速に冷却できるようにした このような成形方法によって 最短で 3 分程度のサイクルで連続繊維と熱可塑性樹脂を使った複合材料の成形を可能にした この成形方法では 樹脂を繊維に含浸させる工程を成形工程と同時に行うことが可能である プリプレグを必要としない他に類を見ない画期的な成形技術である (3)( サブテーマ3) プランジャー式ノズルと長繊維入り樹脂供給装置の開発長繊維強化樹脂の成形に適した射出成形機を開発し 装置の特性を活かすために成形条件の最適化を行った 長繊維強化樹脂では 繊維を折損させずに長く残すことと 繊維を均一に分散させることが重要である 材料の混練をしっかり行えば 分散性は向上するが繊維長は短くなる 一方 混練を弱くすると 繊維長は長くなるが分散性は悪くなる 繊維を長く残し かつ分散性を高める 21
26 ために 混練装置と射出装置とを分離した構造の射出成形機を開発し 特殊な形状の混練スクリューを開発した また 繊維と樹脂の接着強度を高めるために 繊維の表面処理が成形品の強度に与える影響を調査した また 樹脂に添加剤を加える事で成形品の強度が高くできる場合があることを明らかにした (4)( サブテーマ4)) 駆動系部品の筐体の材質をアルミニウム合金から熱可塑性 CFRP に代替する技術の開発コンピュータシミュレーションによって自動車用トランスファーのケースを構成する材料に求められる弾性率と強度を明らかにし この結果に基づいて材料の選択や芯材の設計を行った 試作した部品を使って自動車用トランスファーを組み立て 負荷試験を行った 実際の自動車のトランスファーに加わる最大トルクの 600N m を大きく上回る 2200N m の強度を実現した アルミダイカスト製に近い剛性と強度を実現し 重量はアルミダイカスト製の 50% と 大幅に低減することができた 3-2 研究開発後の課題 事業化展開ダイカスト製のアルミニウム合金と同等の強度を持つ炭素繊維強化樹脂の成形技術を開発した アルミニウム合金と同等の強度と剛性を維持しながら 50% もの重量軽減を実現した しかし 現状では材料コストが高く 成形に要するコストも実用的とは言えない部分がある 強度と剛性を高めるために連続繊維を利用しているが この部分の材料コストと成形コストが高いことが今後の課題である 一般的な連続繊維は平織りや綾織りなどの織物だが 織物に加工するコストが高いという問題がある 本事業では UD テープやノンクリンプファブリックなどの材料について開発品のサンプルを入手して評価したが 量産されて低コスト化される時期については明らかではない また 成形方法についても 自動車部品に要求される 1 分以内の成形サイクルは実現できていない さらなる効率化が必要である 自動車産業では環境対応のため 車体の軽量化が急務となっている 自動車メーカーおよび 自動車部品メーカーは 炭素繊維強化樹脂の成形技術について調査 検討を行なっている 本事業の成果についても数多くの問い合わせがあることから まずは試作品の製作や 共同開発などを進めたい すでに自動車メーカーと大手自動車部品メーカーとの共同開発を始めた案件もあり 本事業で開発した技術のさらなる高度化や実用化に向けて取り組んでいるところである 他にも 車椅子のフレーム 農業用ヘリコプターの部品 スポーツ用プロテクター スーパーエンプラを用いた航空機エンジン部品など 様々な応用の可能性がある 本事業で開発した技術を広く紹介し 事業への展開を積極的に図りたい 22
Microsoft PowerPoint - 修論発表.ppt [互換モード]
![Microsoft PowerPoint - 修論発表.ppt [互換モード]](/thumbs/100/146345042.jpg "Microsoft PowerPoint - 修論発表.ppt [互換モード]") 炭素繊維強化ポリプロピレンの界面接着性と力学特性の評価 システム創成学専攻安全評価工学研究室修士課程 2 年 86383 山内美穂指導教員高橋淳教授 研究背景 CFRP の特徴 CFRTS 熱硬化性樹脂 (Thermo-setting resin :TS) 利点 耐熱性 耐薬品性 比強度 疲労特性 課題 高コスト 大規模な成形設備 長い成形時間 リサイクルが難しい CFRP を量産車に適用するには
炭素繊維強化ポリプロピレンの界面接着性と力学特性の評価 システム創成学専攻安全評価工学研究室修士課程 2 年 86383 山内美穂指導教員高橋淳教授 研究背景 CFRP の特徴 CFRTS 熱硬化性樹脂 (Thermo-setting resin :TS) 利点 耐熱性 耐薬品性 比強度 疲労特性 課題 高コスト 大規模な成形設備 長い成形時間 リサイクルが難しい CFRP を量産車に適用するには
事例2_自動車用材料
 省エネルギーその 1- 自動車用材料 ( 炭素繊維複合材料 ) 1. 調査の目的自動車用材料としての炭素繊維複合材料 (CFRP) は 様々な箇所に使用されている 炭素繊維複合材料を用いることにより 従来と同じ強度 安全性を保ちつつ自動車の軽量化が可能となる CFRP 自動車は 車体の 17% に炭素繊維複合材料を使用しても 従来自動車以上の強度を発揮することができる さらに炭素繊維複合材料を使用することによって機体の重量を低減することができ
省エネルギーその 1- 自動車用材料 ( 炭素繊維複合材料 ) 1. 調査の目的自動車用材料としての炭素繊維複合材料 (CFRP) は 様々な箇所に使用されている 炭素繊維複合材料を用いることにより 従来と同じ強度 安全性を保ちつつ自動車の軽量化が可能となる CFRP 自動車は 車体の 17% に炭素繊維複合材料を使用しても 従来自動車以上の強度を発揮することができる さらに炭素繊維複合材料を使用することによって機体の重量を低減することができ
Microsoft PowerPoint - Engmat111Y14V1pdf.ppt
 第十四回目 6. 複合材料 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN116N 田中和人 E-mail: ktanaka@mail.doshisha.ac.jp 内線 : 6408 テキスト 改訂機械材料学 P.330 2 種類以上の異なる材料を組み合わせて, それぞれの長所を生かし短所を補って, 単一材料では得られない優れた特性を持たせた材料 セラミックス, 高分子,
第十四回目 6. 複合材料 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN116N 田中和人 E-mail: ktanaka@mail.doshisha.ac.jp 内線 : 6408 テキスト 改訂機械材料学 P.330 2 種類以上の異なる材料を組み合わせて, それぞれの長所を生かし短所を補って, 単一材料では得られない優れた特性を持たせた材料 セラミックス, 高分子,
1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質
 第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
Microsoft PowerPoint - 数学教室2.pptx
 プレス発表資料 世界初 平成 27 年 7 月 7 日 山形大学 雷が落ちても壊れない複合材料用の電気が流れるプラスチック開発に成功 山形大学が参加した JAXA オープンラボ公募制度における共同開発チーム (JAXA 東京大学 山形大学 三 菱樹脂 GSI クレオス ) は 耐雷撃性と軽量性を両立させた航空機材料を実現し得る新しい複合材料用高導 電性樹脂の開発に世界で初めて成功した 山形大学後藤晃哉博士
プレス発表資料 世界初 平成 27 年 7 月 7 日 山形大学 雷が落ちても壊れない複合材料用の電気が流れるプラスチック開発に成功 山形大学が参加した JAXA オープンラボ公募制度における共同開発チーム (JAXA 東京大学 山形大学 三 菱樹脂 GSI クレオス ) は 耐雷撃性と軽量性を両立させた航空機材料を実現し得る新しい複合材料用高導 電性樹脂の開発に世界で初めて成功した 山形大学後藤晃哉博士
急速加熱と冷却が成形品質の改善に有益なのはご承知の通りです 例えばプラスチックのガラス転移温度またはそれ以上に型を加熱することで高い表面品質とウェルドラインの改善 表面転写の向上 射出圧力の低下などを達成することが可能です 繊維が含まれている部品の表面品質は格段に向上されるのは成形表層に繊維が出現し
 MOLDFLOW 電磁誘導シミュレーション説明資料 タブレット部品電磁誘導加熱成形金型 ロックツールジャパン代表神谷毅 2015/05/18 急速加熱と冷却が成形品質の改善に有益なのはご承知の通りです 例えばプラスチックのガラス転移温度またはそれ以上に型を加熱することで高い表面品質とウェルドラインの改善 表面転写の向上 射出圧力の低下などを達成することが可能です 繊維が含まれている部品の表面品質は格段に向上されるのは成形表層に繊維が出現しないことによるものです
MOLDFLOW 電磁誘導シミュレーション説明資料 タブレット部品電磁誘導加熱成形金型 ロックツールジャパン代表神谷毅 2015/05/18 急速加熱と冷却が成形品質の改善に有益なのはご承知の通りです 例えばプラスチックのガラス転移温度またはそれ以上に型を加熱することで高い表面品質とウェルドラインの改善 表面転写の向上 射出圧力の低下などを達成することが可能です 繊維が含まれている部品の表面品質は格段に向上されるのは成形表層に繊維が出現しないことによるものです
一体接合一体接合の工法工法 TRI System~ との一体接合技術 ~ 本技術は 新しい考え方によるとの一体接合技術です 本技術の特徴は への接合膜形成技術とインサート成形技術を用いて 接着剤を使わずにとを一体接合させるところにあります 本技術による一体接合方法の一例をモデル化すると 図のようにな
 技術の概要 TRI System~ との一体接合技術 ~ TRI の命名由来 :The Technologies Rise from Iwate 通常のインサート成形では ととの接合面に接合機構がない事から 接着剤を使用したり 機械加工での引っ掛かり部分が必要でした また接合面にすき間が出来たり機械的強度が無いという弱点があります 本技術では 表面に接合機構 ( 化学的な結合 ) を発現させ強固で均一な接着を実現します
技術の概要 TRI System~ との一体接合技術 ~ TRI の命名由来 :The Technologies Rise from Iwate 通常のインサート成形では ととの接合面に接合機構がない事から 接着剤を使用したり 機械加工での引っ掛かり部分が必要でした また接合面にすき間が出来たり機械的強度が無いという弱点があります 本技術では 表面に接合機構 ( 化学的な結合 ) を発現させ強固で均一な接着を実現します
炭素繊維複合糸から成る織物を活用したCFRTP製品の事業化試験
 炭素繊維複合糸から成る織物を活用した CFRTP 製品の事業化試験 株式会社槌屋技術開発本部新製品開発センター松本将和 目次 1.CFRP 概要 2. 開発の背景 3. 育成試験内容 4. 結果 5. まとめ 1.CFRP 概要 炭素繊維とは 鉄と比較して 比重 : 1/4 軽い 比強度 : 10 倍以上 高強度 航空機 自動車の軽量化に期待される材料 年代ごとの炭素繊維使用状況 東レ技術資料より炭素繊維の需要は年々高まってきている
炭素繊維複合糸から成る織物を活用した CFRTP 製品の事業化試験 株式会社槌屋技術開発本部新製品開発センター松本将和 目次 1.CFRP 概要 2. 開発の背景 3. 育成試験内容 4. 結果 5. まとめ 1.CFRP 概要 炭素繊維とは 鉄と比較して 比重 : 1/4 軽い 比強度 : 10 倍以上 高強度 航空機 自動車の軽量化に期待される材料 年代ごとの炭素繊維使用状況 東レ技術資料より炭素繊維の需要は年々高まってきている
EOS: 材料データシート(アルミニウム)
") EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
<4D F736F F F696E74202D CC95E28F4390AB82C98AD682B782E98AEE CA48B862E >
 発表構成 CFRTP の補修性に関する基礎的研究 Fundamental Research on Repair of Carbon Fiber Reinforced Thermoplastics 指導教員 : 高橋淳教授 東京大学大学院工学系研究科システム創成学専攻安全評価工学研究室 37 86346 金正将 1. 研究背景. 材料作成 試験方法 3. フレッシュ材の試験結果 4. 補修及び補修材の試験結果
発表構成 CFRTP の補修性に関する基礎的研究 Fundamental Research on Repair of Carbon Fiber Reinforced Thermoplastics 指導教員 : 高橋淳教授 東京大学大学院工学系研究科システム創成学専攻安全評価工学研究室 37 86346 金正将 1. 研究背景. 材料作成 試験方法 3. フレッシュ材の試験結果 4. 補修及び補修材の試験結果
金型技術振興財団_第16回発表資料.indb
 インサート射出成形と電気式融着を用いた熱可塑性 CFRP 接合のための金型技術の開発 近畿大学理工学部 西籔和明 大阪大学大学院工学研究科 田邉大貴 1 はじめに 連続した炭素繊維で強化された炭素繊維強化熱可塑性プラスチック (Carbon Fiber Reinforced Thermoplastic, CFRTP, 以下, 熱可塑性 CFRP と称す ) が航空機のスキン ストリンガー構造やブラケット部品に採用され,
インサート射出成形と電気式融着を用いた熱可塑性 CFRP 接合のための金型技術の開発 近畿大学理工学部 西籔和明 大阪大学大学院工学研究科 田邉大貴 1 はじめに 連続した炭素繊維で強化された炭素繊維強化熱可塑性プラスチック (Carbon Fiber Reinforced Thermoplastic, CFRTP, 以下, 熱可塑性 CFRP と称す ) が航空機のスキン ストリンガー構造やブラケット部品に採用され,
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社
 TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社") DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
平成22年度事故情報収集調査結果について(概要速報)
") Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
‰à„^›œŁt.ai
 プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-3 EDM
 POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
テクノロジーレポート
 造粒タルク 中央研究所開発室水本敏之 1. はじめにポリプロピレンを代表とする熱可塑性樹脂は 引張り破断伸び 曲げ弾性 熱変性温度等の機械的物性および体積安定性を向上させるために タルクを適正量添加して加熱溶融混練した後 造粒工程を経て固形化する方法が一般的である また 電化製品の筐体といった用途では 製品の表面性状が重要視されるため添加されるタルクの平均粒径がより微細なものを使用する傾向にある しかしながら
造粒タルク 中央研究所開発室水本敏之 1. はじめにポリプロピレンを代表とする熱可塑性樹脂は 引張り破断伸び 曲げ弾性 熱変性温度等の機械的物性および体積安定性を向上させるために タルクを適正量添加して加熱溶融混練した後 造粒工程を経て固形化する方法が一般的である また 電化製品の筐体といった用途では 製品の表面性状が重要視されるため添加されるタルクの平均粒径がより微細なものを使用する傾向にある しかしながら
アーブルグ : 各種アプリケーションとシステム アーブルグのノウハウと射出成形技術は継続して行なわれている基礎研究ならびに開発から生まれています あらゆる分野 成形方式に要求される成形品の製造において モジュール化された製造プログラムに基づき個々に応じた解決方法で満足いく結果を出しています メイドイ
 アーブルグ : 各種アプリケーションとシステム アーブルグのノウハウと射出成形技術は継続して行なわれている基礎研究ならびに開発から生まれています あらゆる分野 成形方式に要求される成形品の製造において モジュール化された製造プログラムに基づき個々に応じた解決方法で満足いく結果を出しています メイドインアーブルグ / ドイツの精神に基づき成形品デザインから生産計画を含めた射出成形加工方式 システムを開発しています
アーブルグ : 各種アプリケーションとシステム アーブルグのノウハウと射出成形技術は継続して行なわれている基礎研究ならびに開発から生まれています あらゆる分野 成形方式に要求される成形品の製造において モジュール化された製造プログラムに基づき個々に応じた解決方法で満足いく結果を出しています メイドインアーブルグ / ドイツの精神に基づき成形品デザインから生産計画を含めた射出成形加工方式 システムを開発しています
ACモーター入門編 サンプルテキスト
 技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
Ultrason® 特殊製品
 ウルトラゾーン : www.plasticsportalasia.basf.com/ultrason ウルトラゾーン E, S, P ウルトラゾーン 樹脂は ポリエーテルスルホン (PESU) ポリスルホン (PSU) およびポリフェニルスルホン (PPSU) から成る非晶質熱可塑性プラスチックで 非常に高い耐熱性を発揮します その幅広い特性を利用し 高品質のエンジニアリング部品および大量生産品の成形が可能です
ウルトラゾーン : www.plasticsportalasia.basf.com/ultrason ウルトラゾーン E, S, P ウルトラゾーン 樹脂は ポリエーテルスルホン (PESU) ポリスルホン (PSU) およびポリフェニルスルホン (PPSU) から成る非晶質熱可塑性プラスチックで 非常に高い耐熱性を発揮します その幅広い特性を利用し 高品質のエンジニアリング部品および大量生産品の成形が可能です
エポキシ樹脂の耐熱性・誘電特性を改良するポリアリレート樹脂低分子量タイプ「ユニファイナー Vシリーズ」の開発について
 2016 年 3 月 22 日 エポキシ樹脂の耐熱性 誘電特性を改良するポリアリレート樹脂低分子量タイプ ユニファイナー V シリーズ の開発について ユニチカ株式会社 ( 本社 : 大阪市中央区 社長 : 注連浩行 以下 ユニチカ ) は エポキシ樹脂 [1] の改質剤として ポリアリレート樹脂低分子量タイプ ユニファイナー V シリーズ を新規に開発しました ユニファイナー Vシリーズ は エポキシ樹脂に配合することで
2016 年 3 月 22 日 エポキシ樹脂の耐熱性 誘電特性を改良するポリアリレート樹脂低分子量タイプ ユニファイナー V シリーズ の開発について ユニチカ株式会社 ( 本社 : 大阪市中央区 社長 : 注連浩行 以下 ユニチカ ) は エポキシ樹脂 [1] の改質剤として ポリアリレート樹脂低分子量タイプ ユニファイナー V シリーズ を新規に開発しました ユニファイナー Vシリーズ は エポキシ樹脂に配合することで
01.indd
 第 1 章 熱可塑性 CFRP の材料特性と 普及に向けた研究開発の現状 第 1 節 今後は, このリサイクルしやすい材料をいかにリサイクルできる材料にするか, リサイクル された部材を実用化するか, そのための材料回収の仕組みづくりと再生技術の開発およびリサ イクル材の適用分野の開拓が課題となる 図 10 熱可塑性 CFRP で可能となるリサイクル技術 3. 今後求められる取り組みと研究開発動向
第 1 章 熱可塑性 CFRP の材料特性と 普及に向けた研究開発の現状 第 1 節 今後は, このリサイクルしやすい材料をいかにリサイクルできる材料にするか, リサイクル された部材を実用化するか, そのための材料回収の仕組みづくりと再生技術の開発およびリサ イクル材の適用分野の開拓が課題となる 図 10 熱可塑性 CFRP で可能となるリサイクル技術 3. 今後求められる取り組みと研究開発動向
53nenkaiTemplate
 デンドリマー構造を持つアクリルオリゴマー 大阪有機化学工業 ( 株 ) 猿渡欣幸 < はじめに > アクリル材料の開発は 1970 年ごろから UV 硬化システムの確立とともに急速に加速した 現在 UV 硬化システムは電子材料において欠かせないものとなっており その用途はコーティング 接着 封止 パターニングなど多岐にわたっている アクリル材料による UV 硬化システムは下記に示す長所と短所がある
デンドリマー構造を持つアクリルオリゴマー 大阪有機化学工業 ( 株 ) 猿渡欣幸 < はじめに > アクリル材料の開発は 1970 年ごろから UV 硬化システムの確立とともに急速に加速した 現在 UV 硬化システムは電子材料において欠かせないものとなっており その用途はコーティング 接着 封止 パターニングなど多岐にわたっている アクリル材料による UV 硬化システムは下記に示す長所と短所がある
T ダイの流動解析 HASL 社 FlatCAD を使用した池貝製 T ダイの流動解析事例 各種の樹脂粘度を考慮した T ダイの流路設計 Rich Green on Land Deep Blue in Sky and Sea 株式会社池貝開発室横田新一郎
 T ダイの流動解析 HASL 社 FlatCAD を使用した池貝製 T ダイの流動解析事例 各種の樹脂粘度を考慮した T ダイの流路設計 Rich Green on Land Deep Blue in Sky and Sea 株式会社池貝開発室横田新一郎 secj_yokota@ikegai.co.jp 手順 1 T ダイの設計フロー 製品シート フィルムの仕様を検討 押出機の条件 T ダイ幅 ロール方向の確認
T ダイの流動解析 HASL 社 FlatCAD を使用した池貝製 T ダイの流動解析事例 各種の樹脂粘度を考慮した T ダイの流路設計 Rich Green on Land Deep Blue in Sky and Sea 株式会社池貝開発室横田新一郎 secj_yokota@ikegai.co.jp 手順 1 T ダイの設計フロー 製品シート フィルムの仕様を検討 押出機の条件 T ダイ幅 ロール方向の確認
n_csr_H1_H4_fix.ai
 http://www.nichigo.co.jp CSR REPORT 2014 TOP MESSAGE 日本合成化学の製品紹介 感熱記録紙のトップコート 農薬包装 シードテープ 液晶テレビの部材 太陽光パネルの部材 酢酸ビニルモノマー 電子機器 プリント基板の部材 肉類等のフレッシュパック マヨネーズ等のボトル ガラスに代わる プラスチック ガラスに代わる プラスチック 電磁波障害を低減
http://www.nichigo.co.jp CSR REPORT 2014 TOP MESSAGE 日本合成化学の製品紹介 感熱記録紙のトップコート 農薬包装 シードテープ 液晶テレビの部材 太陽光パネルの部材 酢酸ビニルモノマー 電子機器 プリント基板の部材 肉類等のフレッシュパック マヨネーズ等のボトル ガラスに代わる プラスチック ガラスに代わる プラスチック 電磁波障害を低減
Presentation Title Arial 28pt Bold Agilent Blue
 Agilent EEsof 3D EM Application series 磁気共鳴による無線電力伝送システムの解析 アジレント テクノロジー第 3 営業統括部 EDA アプリケーション エンジニアリングアプリケーション エンジニア 佐々木広明 Page 1 アプリケーション概要 実情と現状の問題点 非接触による電力の供給システムは 以前から研究 実用化されていますが そのほとんどが電磁誘導の原理を利用したシステムで
Agilent EEsof 3D EM Application series 磁気共鳴による無線電力伝送システムの解析 アジレント テクノロジー第 3 営業統括部 EDA アプリケーション エンジニアリングアプリケーション エンジニア 佐々木広明 Page 1 アプリケーション概要 実情と現状の問題点 非接触による電力の供給システムは 以前から研究 実用化されていますが そのほとんどが電磁誘導の原理を利用したシステムで
目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 検査 6 ( 最終ページ :11)
") 地仕 ( 材 )-21 強化プラスチック複合管用管枕標準仕様書 昭和 55 年 10 月 7 日制定 平成 25 年 7 月 1 日 ( 改定 04) 東京電力パワーグリッド株式会社 目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 6 10. 検査 6 ( 最終ページ :11) 強化プラスチック複合管用管枕標準仕様書
地仕 ( 材 )-21 強化プラスチック複合管用管枕標準仕様書 昭和 55 年 10 月 7 日制定 平成 25 年 7 月 1 日 ( 改定 04) 東京電力パワーグリッド株式会社 目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 6 10. 検査 6 ( 最終ページ :11) 強化プラスチック複合管用管枕標準仕様書
はじめに 構成シミュレーションと注文 受け取り 1
 はじめに 構成シミュレーションと注文 受け取り 1 [mm] [mm] [mm] [kg/m] [m] [ C] E E Z Z ウェブガイド の使い方 製品写真の横に サイズや走行距離などの製品概要があります オレンジ色のカタログ クイックリンク (www.igus.co.jp/web/...) は オンラインの製品情報に直接つながり 製品の構成 比較 3D データ作成 寿命計算 見積り依頼をすることが可能です
はじめに 構成シミュレーションと注文 受け取り 1 [mm] [mm] [mm] [kg/m] [m] [ C] E E Z Z ウェブガイド の使い方 製品写真の横に サイズや走行距離などの製品概要があります オレンジ色のカタログ クイックリンク (www.igus.co.jp/web/...) は オンラインの製品情報に直接つながり 製品の構成 比較 3D データ作成 寿命計算 見積り依頼をすることが可能です
平成 28 年度革新的造船技術研究開発補助金の採択結果概要 補助対象 :IoT AI 等の革新的な技術を用いた 生産性向上に資する造船技術の研究開発 ( 補助率 :1/2 以下 ) 事業予算 :0.9 億円 ( 平成 28 年度 2 次補正 ) 7 億円 ( 平成 29 年度要求中 ) 採択案件 :
 事業予算 :0.9 億円 ( 平成 28 年度 2 次補正 ) 7 億円 ( 平成 29 年度要求中 ) 採択案件 :") 平成 28 年度募集事業者名 今治造船 ( 株 ) ジャパンマリンユナイテッド ( 株 ) ( 公社 ) 日本船舶海洋工学会 三菱重工船舶海洋 ( 株 ) 平成 29 年度一次募集事業者名 今治造船 ( 株 ) ジャパンマリンユナイテッド ( 株 ) 鈴木造船 ( 株 ) 常石造船 ( 株 ) ( 公社 ) 日本船舶海洋工学会 福岡造船 ( 株 ) 三井造船 ( 株 ) 三菱重工業 ( 株 ) 三菱重工船舶海洋
平成 28 年度募集事業者名 今治造船 ( 株 ) ジャパンマリンユナイテッド ( 株 ) ( 公社 ) 日本船舶海洋工学会 三菱重工船舶海洋 ( 株 ) 平成 29 年度一次募集事業者名 今治造船 ( 株 ) ジャパンマリンユナイテッド ( 株 ) 鈴木造船 ( 株 ) 常石造船 ( 株 ) ( 公社 ) 日本船舶海洋工学会 福岡造船 ( 株 ) 三井造船 ( 株 ) 三菱重工業 ( 株 ) 三菱重工船舶海洋
Microsoft Word - 講演会原稿
 B06 CFRP 円筒の座屈試験 岡本瑞希 ( 神奈川大 学 ), 宮島侑冬 ( 神奈川大 学 ), 高野敦 ( 神奈川大 ) Mizuki Okamoto, Yuuto Miyajima, Atushi Takano (Kanagawa University) 1. 目的衛星やロケット 航空機などに軽量化のため複合材料の円筒殻が使われている 複合材料の中では CFRP(Carbon Fiber Reinforced
B06 CFRP 円筒の座屈試験 岡本瑞希 ( 神奈川大 学 ), 宮島侑冬 ( 神奈川大 学 ), 高野敦 ( 神奈川大 ) Mizuki Okamoto, Yuuto Miyajima, Atushi Takano (Kanagawa University) 1. 目的衛星やロケット 航空機などに軽量化のため複合材料の円筒殻が使われている 複合材料の中では CFRP(Carbon Fiber Reinforced
(1行スペース)
") 熱可塑性 FRP の高性能化と高度利用に関する研究 - リサイクル性 補修性を有する軽量高強度複合材料に関する研究 小熊広之 * 1 熊谷知哉 * 2 佐野勝 * 2 関根正裕 * 3 Study on the use of high-performance and advanced thermoplastic FRP -Study of high-strength lightweight composite
熱可塑性 FRP の高性能化と高度利用に関する研究 - リサイクル性 補修性を有する軽量高強度複合材料に関する研究 小熊広之 * 1 熊谷知哉 * 2 佐野勝 * 2 関根正裕 * 3 Study on the use of high-performance and advanced thermoplastic FRP -Study of high-strength lightweight composite
軸受内部すきまと予圧 δeff =δo (δf +δt ) (8.1) δeff: 運転すきま mm δo: 軸受内部すきま mm δf : しめしろによる内部すきまの減少量 mm δt: 内輪と外輪の温度差による内部すきまの減少量 mm (1) しめしろによる内部すきまの減少量しめしろを与えて軸受
 (8.1) δeff: 運転すきま mm δo: 軸受内部すきま mm δf : しめしろによる内部すきまの減少量 mm δt: 内輪と外輪の温度差による内部すきまの減少量 mm (1) しめしろによる内部すきまの減少量しめしろを与えて軸受") 軸受内部すきまと予圧 8. 軸受内部すきまと予圧 8. 1 軸受内部すきま軸受内部すきまとは, 軸又はハウジングに取り付ける前の状態で, 図 8.1に示すように内輪又は外輪のいずれかを固定して, 固定されていない軌道輪をラジアル方向又はアキシアル方向に移動させたときの軌道輪の移動量をいう 移動させる方向によって, それぞれラジアル内部すきま又はアキシアル内部すきまと呼ぶ 軸受内部すきまを測定する場合は,
軸受内部すきまと予圧 8. 軸受内部すきまと予圧 8. 1 軸受内部すきま軸受内部すきまとは, 軸又はハウジングに取り付ける前の状態で, 図 8.1に示すように内輪又は外輪のいずれかを固定して, 固定されていない軌道輪をラジアル方向又はアキシアル方向に移動させたときの軌道輪の移動量をいう 移動させる方向によって, それぞれラジアル内部すきま又はアキシアル内部すきまと呼ぶ 軸受内部すきまを測定する場合は,
KYB 技報第 57 号 ガイド ASSY 側にはオイルダンパやスプリング等は なく, 作動油のみが入ったシンプルな構造となっている. 最終仕様について概要を図 1, 内部構造を図 2 に示す. このフロントフォークを実現するために, 強度 耐久性, 性能, 量産性, 設備投資を含む
 製品紹介 大型高性能 LMW 用フロントフォークの開発 牧野公昭 1 はじめに 4 輪の自動車や 2 輪のモーターサイクル同様, 3 輪の車両も過去から様々なものが提案 実現されてきた. 近年では,2013 年にヤマハ発動機 ( 以下 YMC) 様がリーニングマルチホイール ( 以下 LMW) という車両システムを発表し, 大きな注目を集めている. このLMWは 3 輪あるいはそれ以上の車輪を持ち,
製品紹介 大型高性能 LMW 用フロントフォークの開発 牧野公昭 1 はじめに 4 輪の自動車や 2 輪のモーターサイクル同様, 3 輪の車両も過去から様々なものが提案 実現されてきた. 近年では,2013 年にヤマハ発動機 ( 以下 YMC) 様がリーニングマルチホイール ( 以下 LMW) という車両システムを発表し, 大きな注目を集めている. このLMWは 3 輪あるいはそれ以上の車輪を持ち,
Microsoft PowerPoint - マグネ協会.ppt
 マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
レーザ走査方向を 30 度方向 積層ピッチを 0.1mm とした ガラスビーズを複合したナイロン 11 材料の造形条件を探索するため 造形条件のうち レーザ出力 輪郭描画出力 オフセット Fill オフセット Out 走査幅 ベースを表 1 に示す条件に設定し L18 直行表に割り付けて造形を行った
 樹脂粉末床溶融結合法による複合材料造形技術の構築 [ 要旨 ] *1 宮内宏哉 上原 *2 忍 *3 村松遥子 ファイバーレーザを光源とする樹脂粉末床溶融結合法において ナイロン 11 粉末にガラスビーズを 複合した材料の造形を試みた ガラスビーズ複合材料を安定して造形するためには レーザ出力を高め ることが有効であった 粒径 15μm のガラスビーズを 30wt% 複合した造形品の引張弾性率及び曲げ弾性
樹脂粉末床溶融結合法による複合材料造形技術の構築 [ 要旨 ] *1 宮内宏哉 上原 *2 忍 *3 村松遥子 ファイバーレーザを光源とする樹脂粉末床溶融結合法において ナイロン 11 粉末にガラスビーズを 複合した材料の造形を試みた ガラスビーズ複合材料を安定して造形するためには レーザ出力を高め ることが有効であった 粒径 15μm のガラスビーズを 30wt% 複合した造形品の引張弾性率及び曲げ弾性
PowerPoint Presentation
 解析精度向上のための材料測定のご紹介 解析精度向上のための材料測定のご紹介 解析精度影響要因 材料測定試験実施内容のご紹介 解析実施項目と必要な材料データ 材料パラメータの項目と解析適用結果のご紹介 まとめ Autodesk Simulation Moldflow Material Tests 解析種類別に必要となる材料特性 充填 + 保圧解析 粘度 転移温度 熱伝導率 比熱 pvt 機械的定数 金型熱膨張係数
解析精度向上のための材料測定のご紹介 解析精度向上のための材料測定のご紹介 解析精度影響要因 材料測定試験実施内容のご紹介 解析実施項目と必要な材料データ 材料パラメータの項目と解析適用結果のご紹介 まとめ Autodesk Simulation Moldflow Material Tests 解析種類別に必要となる材料特性 充填 + 保圧解析 粘度 転移温度 熱伝導率 比熱 pvt 機械的定数 金型熱膨張係数
熱可塑性 CFRP の量産 再利用のための型技術 メカニックス系工学専攻准教授 西籔和明 濱田プレス工藝株式会社取締役社長濱田 恵 株式会社カツロン代表取締役社長石川 明一 株式会社ホーライ代表取締役社長鈴木雅之 株式会社小西金型工学専務取締役小西 修史 株式会社マジックボックスJP 代表取締役社長
 熱可塑性 CFRP の量産 再利用のための型技術 メカニックス系工学専攻准教授 西籔和明 濱田プレス工藝株式会社取締役社長濱田 恵 株式会社カツロン代表取締役社長石川 明一 株式会社ホーライ代表取締役社長鈴木雅之 株式会社小西金型工学専務取締役小西 修史 株式会社マジックボックスJP 代表取締役社長柳原淳一 大阪大学大学院博士後期課程学生田邊大貴 理工学部機械工学科学生 倉留 京介 1. 緒言近年注目されている熱可塑性
熱可塑性 CFRP の量産 再利用のための型技術 メカニックス系工学専攻准教授 西籔和明 濱田プレス工藝株式会社取締役社長濱田 恵 株式会社カツロン代表取締役社長石川 明一 株式会社ホーライ代表取締役社長鈴木雅之 株式会社小西金型工学専務取締役小西 修史 株式会社マジックボックスJP 代表取締役社長柳原淳一 大阪大学大学院博士後期課程学生田邊大貴 理工学部機械工学科学生 倉留 京介 1. 緒言近年注目されている熱可塑性
<4D F736F F D2090AC89CA95F18D908F918A C581698CF68A4A816A F8E598BC6816A2E646F63>
 平成 21 年度戦略的基盤技術高度化支援事業 発泡樹脂充填材を用いたサンドイッチ構造品の 軽量 高剛性化技術の開発 成果報告書 ( 概要版 ) 平成 22 年 3 月 委託者中部経済産業局 委託先 ( 財 ) 名古屋産業科学研究所 1 目 次 第 1 章研究開発の概要 1 1-1 研究開発の背景 研究目的及び目標 1-2 研究体制 ( 研究組織 管理体制 研究者氏名 協力者 ) 1-3 成果概要 1-4
平成 21 年度戦略的基盤技術高度化支援事業 発泡樹脂充填材を用いたサンドイッチ構造品の 軽量 高剛性化技術の開発 成果報告書 ( 概要版 ) 平成 22 年 3 月 委託者中部経済産業局 委託先 ( 財 ) 名古屋産業科学研究所 1 目 次 第 1 章研究開発の概要 1 1-1 研究開発の背景 研究目的及び目標 1-2 研究体制 ( 研究組織 管理体制 研究者氏名 協力者 ) 1-3 成果概要 1-4
風力治具 バリオタップ Vario-TAP-R L リース 販売 バリオタップ 風力発電用リフティング 棒天秤 12ton P74参照 フランジ穴に合わせたピッチ調整機能付き 製作天秤 タワーの吊り上げ 引き起こし フランジ直径2m 6mに対応 使用荷重 WLL フランジ Φ ボルト サ
 風力治具 Vario-TAP-R L 棒 12ton-10000 P74参照 フランジ穴に合わせたピッチ調整機能付き 製作 タワーの吊り上げ 引き起こし フランジ直径2m 6mに対応 使用荷重 WLL フランジ Φ ボルト サイズ 製品質量 t 2 6m M20 M56 kg (t用) フック シャックル ベルトと接続 使用例写真 シリーズ 誤装着ミスを防ぐ 左右識別カラー 吊金具 注意 124 バリオワッシャー
風力治具 Vario-TAP-R L 棒 12ton-10000 P74参照 フランジ穴に合わせたピッチ調整機能付き 製作 タワーの吊り上げ 引き起こし フランジ直径2m 6mに対応 使用荷重 WLL フランジ Φ ボルト サイズ 製品質量 t 2 6m M20 M56 kg (t用) フック シャックル ベルトと接続 使用例写真 シリーズ 誤装着ミスを防ぐ 左右識別カラー 吊金具 注意 124 バリオワッシャー
本日話す内容
 6CAE 材料モデルの VV 山梨大学工学部土木環境工学科吉田純司 本日話す内容 1. ゴム材料の免震構造への応用 積層ゴム支承とは ゴムと鋼板を積層状に剛結 ゴム層の体積変形を制限 水平方向 鉛直方向 柔 剛 加速度の低減 構造物の支持 土木における免震 2. 高減衰積層ゴム支承の 力学特性の概要 高減衰ゴムを用いた支承の復元力特性 荷重 [kn] 15 1 5-5 -1-15 -3-2 -1 1
6CAE 材料モデルの VV 山梨大学工学部土木環境工学科吉田純司 本日話す内容 1. ゴム材料の免震構造への応用 積層ゴム支承とは ゴムと鋼板を積層状に剛結 ゴム層の体積変形を制限 水平方向 鉛直方向 柔 剛 加速度の低減 構造物の支持 土木における免震 2. 高減衰積層ゴム支承の 力学特性の概要 高減衰ゴムを用いた支承の復元力特性 荷重 [kn] 15 1 5-5 -1-15 -3-2 -1 1
2
 ( 公財 ) 航空機国際共同開発促進基金 解説概要 22-7 この解説概要に対するアンケートにご協力ください FSW( 摩擦撹拌接合 ) の航空機への適用動向 1. 概要 1991 年に TWI(The Welding Institute : 英国にある公立の溶接 / 接合研究所 ) によって開発された FSW(Friction Stir Welding : 摩擦撹拌接合 ) は 従来接合法に比べ
( 公財 ) 航空機国際共同開発促進基金 解説概要 22-7 この解説概要に対するアンケートにご協力ください FSW( 摩擦撹拌接合 ) の航空機への適用動向 1. 概要 1991 年に TWI(The Welding Institute : 英国にある公立の溶接 / 接合研究所 ) によって開発された FSW(Friction Stir Welding : 摩擦撹拌接合 ) は 従来接合法に比べ
また 革新鋼板 新アルミ合金 CFRPなどを 新開発の高強度接合技術を介してマルチマテリアル化することで 世界に類を見ない自動車ボディの革新 ( 軽量化 安全性 高剛性 空間特性の向上 ) を実現する 今後 ユーザー企業と共に適用部素材のベストミックス 仕様スペックを仕上げていく なお 自動車用途高
 を実現する 今後 ユーザー企業と共に適用部素材のベストミックス 仕様スペックを仕上げていく なお 自動車用途高") 現在と次世代の鉄道車体の材料構成 車体 現状 :( 新幹線 )Al 合金 (A6N01) ( 在来線 ) ステンレス鋼 屋根 側構体 : ( 新幹線 )Mg 合金 CFRP 系複合材料 ( 在来線 )Al/Fe( ステンレス ) クラッド材 抵抗接合アーク接合 固相接合レーザー接合 内装品 ( 新幹線 ) 椅子 :Mg 合金荷棚等のサービス品 : Mg 合金 現状 :Fe Al 合金樹脂材料 一部難燃性
現在と次世代の鉄道車体の材料構成 車体 現状 :( 新幹線 )Al 合金 (A6N01) ( 在来線 ) ステンレス鋼 屋根 側構体 : ( 新幹線 )Mg 合金 CFRP 系複合材料 ( 在来線 )Al/Fe( ステンレス ) クラッド材 抵抗接合アーク接合 固相接合レーザー接合 内装品 ( 新幹線 ) 椅子 :Mg 合金荷棚等のサービス品 : Mg 合金 現状 :Fe Al 合金樹脂材料 一部難燃性
強化 LVL 接合板および接合ピンを用いた木質構造フレームの開発 奈良県森林技術センター中田欣作 1. はじめに集成材を用いた木質構造で一般的に用いられている金物の代わりに スギ材単板を積層熱圧した強化 LVL を接合部材として用いる接合方法を開発した この接合方法では 集成材と接合板である強化 L
 強化 LVL 接合板および接合ピンを用いた木質構造フレームの開発 奈良県森林技術センター中田欣作 1. はじめに集成材を用いた木質構造で一般的に用いられている金物の代わりに スギ材単板を積層熱圧した強化 LVL を接合部材として用いる接合方法を開発した この接合方法では 集成材と接合板である強化 LVL の同時穴あけ加工が容易に行えるため 現場での加工性と接合精度が非常に良くなる また 金物を用いたときの課題とされる火災安全性
強化 LVL 接合板および接合ピンを用いた木質構造フレームの開発 奈良県森林技術センター中田欣作 1. はじめに集成材を用いた木質構造で一般的に用いられている金物の代わりに スギ材単板を積層熱圧した強化 LVL を接合部材として用いる接合方法を開発した この接合方法では 集成材と接合板である強化 LVL の同時穴あけ加工が容易に行えるため 現場での加工性と接合精度が非常に良くなる また 金物を用いたときの課題とされる火災安全性
目次 第 1 章 研究開発の概要 研究開発の背景 研究目的及び目標研究体制 ( 研究組織 管理体制 研究者氏名 協力者 ) 成果概要当該研究開発の連絡窓口 第 2 章本論 研究開発項目 1-1 フェノール樹脂の評価 分析 研究開発項目 2 誘導加熱法の技術開発 2-1 加熱実験 2-2 加熱器の設計
 成果概要当該研究開発の連絡窓口 第 2 章本論 研究開発項目 1-1 フェノール樹脂の評価 分析 研究開発項目 2 誘導加熱法の技術開発 2-1 加熱実験 2-2 加熱器の設計") 平成 29 年度 戦略的基盤技術高度化 連携支援事業 戦略的基盤技術高度化支援事業 軽量 高強度で高機能化を実現する 長繊維強化複合材料の熱硬化性樹脂 射出成形技術の開発 研究開発成果等報告書 平成 30 年 5 月 担当局近畿経済産業局 補助事業者一般財団法人大阪科学技術センター 1 目次 第 1 章 研究開発の概要 研究開発の背景 研究目的及び目標研究体制 ( 研究組織 管理体制 研究者氏名 協力者
平成 29 年度 戦略的基盤技術高度化 連携支援事業 戦略的基盤技術高度化支援事業 軽量 高強度で高機能化を実現する 長繊維強化複合材料の熱硬化性樹脂 射出成形技術の開発 研究開発成果等報告書 平成 30 年 5 月 担当局近畿経済産業局 補助事業者一般財団法人大阪科学技術センター 1 目次 第 1 章 研究開発の概要 研究開発の背景 研究目的及び目標研究体制 ( 研究組織 管理体制 研究者氏名 協力者
CLT による木造建築物の設計法の開発 ( その 3)~ 防耐火性能の評価 ~ 平成 26 年度建築研究所講演会 CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 CLT による木造建築物の設計法の開発 ( その 3)~ 防耐
~ 防耐火性能の評価 ~ 平成 26 年度建築研究所講演会 CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 CLT による木造建築物の設計法の開発 ( その 3)~ 防耐") CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 内容 Ⅰ はじめに 1) 木材 製材 集成材 CLT の特徴 テキスト p.45~5050 と燃えしろ の燃えしろを検討するにあたっての課題 1)CLT の燃えしろに関する実験的検討 壁パネルの非損傷性に関する実験的検討 等の防耐火性能に関する建築研究所のその他の取り組み Ⅳ
CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 内容 Ⅰ はじめに 1) 木材 製材 集成材 CLT の特徴 テキスト p.45~5050 と燃えしろ の燃えしろを検討するにあたっての課題 1)CLT の燃えしろに関する実験的検討 壁パネルの非損傷性に関する実験的検討 等の防耐火性能に関する建築研究所のその他の取り組み Ⅳ
Japanese nuclear policy and its effect on EAGLE project
 2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
Page 2 れます ラミネートを金型外で加熱した場合は ラミネートの金型占有時間 が削減されるため サイクルタイムは大幅に短縮されます ただし 加熱し て軟化したラミネートのインサートの確実な処理と位置調整が必要です CIFO による材料 加工および部品開発 この新たな試験設備によるコンポジット部
 News Release 本資料は 2013 年 6 月 25 日に BASF 本社 ( ドイツ ) で発表された K2013( 国際プラスチック ゴム産業展 ) 記者発表会でのプレスリリースの抄訳です BASF の新しい半製品コンポジット材料のためのシミュレーション 加工および部品試験を提供 UI コンポジット向け開発プラットフォーム BASF は 熱可塑性ラミネートやテープなどの半製品 オーバーモ
News Release 本資料は 2013 年 6 月 25 日に BASF 本社 ( ドイツ ) で発表された K2013( 国際プラスチック ゴム産業展 ) 記者発表会でのプレスリリースの抄訳です BASF の新しい半製品コンポジット材料のためのシミュレーション 加工および部品試験を提供 UI コンポジット向け開発プラットフォーム BASF は 熱可塑性ラミネートやテープなどの半製品 オーバーモ
ISID教育サービスのご案内(Autodesk用)
") Autodesk コース案内 http://ecust.isid.co.jp/public/training/index.html はじめに 本資料は弊社が取り扱うアプリケーションソフトウェアの操作方法を習得するためのトレーニングコースのご案内をするものです 目次 トレーニングコース受講フロー... 1 コース概要 Autodesk Simulation Moldflow Adviser Standard/Premium...
Autodesk コース案内 http://ecust.isid.co.jp/public/training/index.html はじめに 本資料は弊社が取り扱うアプリケーションソフトウェアの操作方法を習得するためのトレーニングコースのご案内をするものです 目次 トレーニングコース受講フロー... 1 コース概要 Autodesk Simulation Moldflow Adviser Standard/Premium...
金型の加工性状が射出成形時の型内圧力 金型温度に及ぼす影響 メカニックス系工学専攻准教授西籔和明 東大阪モノづくり専攻修士学生長井孝太郎 藤塚精密金型株式会社専務取締役藤塚孝征 1. 緒言プラスチック射出成形は, 高温に加熱し溶融したプラスチックを金属の型に高速かつ高圧で射出し, 金型内で冷却固化し
 金型の加工性状が射出成形時の型内圧力 金型温度に及ぼす影響 メカニックス系工学専攻准教授西籔和明 東大阪モノづくり専攻修士学生長井孝太郎 藤塚精密金型株式会社専務取締役藤塚孝征 1. 緒言プラスチック射出成形は, 高温に加熱し溶融したプラスチックを金属の型に高速かつ高圧で射出し, 金型内で冷却固化した後で型から取り出して, プラスチック成形品を得る製造方法であり, 最も一般的な熱可塑性プラスチックの成形方法の一つである.
金型の加工性状が射出成形時の型内圧力 金型温度に及ぼす影響 メカニックス系工学専攻准教授西籔和明 東大阪モノづくり専攻修士学生長井孝太郎 藤塚精密金型株式会社専務取締役藤塚孝征 1. 緒言プラスチック射出成形は, 高温に加熱し溶融したプラスチックを金属の型に高速かつ高圧で射出し, 金型内で冷却固化した後で型から取り出して, プラスチック成形品を得る製造方法であり, 最も一般的な熱可塑性プラスチックの成形方法の一つである.
熱処理油カタログ.xls
 真空焼入油 真空浸炭焼入油 V-1600S V-1700S V-1900S 809XVC V-2100H V-2500 V-2900 V-3500 16.7±2.5 16.2±2.5 24.7±2.3 8.0±2.0 8.4±2.0 12.10±2.0 18.56±2.0 32.00±2.0 消防法特性 0.134~0.146 3 石 特に焼入性を必要とする処理品に良好 冷却性能が高い 0.146~0.157
真空焼入油 真空浸炭焼入油 V-1600S V-1700S V-1900S 809XVC V-2100H V-2500 V-2900 V-3500 16.7±2.5 16.2±2.5 24.7±2.3 8.0±2.0 8.4±2.0 12.10±2.0 18.56±2.0 32.00±2.0 消防法特性 0.134~0.146 3 石 特に焼入性を必要とする処理品に良好 冷却性能が高い 0.146~0.157
C58.indd
 ダイコレット & ピックアップツール先端形状 3600 シリーズ 4 面ダイコレット 3700 シリーズ 2 面ダイコレット 3800 シリーズ先端長方形のフラットピックアップツール 3900 シリーズ先端円錐形のフラットピックアップツール 3300 & 3300-ETE シリーズ垂直 4 面コレット 3200-ETE シリーズ垂直 2 面コレット 特殊形状 ( カスタム ) コレット片面の一部に切り込み
ダイコレット & ピックアップツール先端形状 3600 シリーズ 4 面ダイコレット 3700 シリーズ 2 面ダイコレット 3800 シリーズ先端長方形のフラットピックアップツール 3900 シリーズ先端円錐形のフラットピックアップツール 3300 & 3300-ETE シリーズ垂直 4 面コレット 3200-ETE シリーズ垂直 2 面コレット 特殊形状 ( カスタム ) コレット片面の一部に切り込み
両面接着テープ TW-Y01
 両面接着テープ 概要 は 柔軟な不織布の両面に初期接着性に優れたアクリル系粘着剤を塗布した両面接着テープです 金属はもちろん プラスチック素材や発泡体 ビニールレザーなどのに幅広くお使いいただける両面接着テープです テープ構成 テープ厚 :0.17 mm ( はく離ライナーを除く ) アクリル系粘着剤不織布 * アクリル系粘着剤はく離ライナー * 不織布 の表記は 関税定率法別表第 48 類 紙及び板紙並びに製紙用パルプ
両面接着テープ 概要 は 柔軟な不織布の両面に初期接着性に優れたアクリル系粘着剤を塗布した両面接着テープです 金属はもちろん プラスチック素材や発泡体 ビニールレザーなどのに幅広くお使いいただける両面接着テープです テープ構成 テープ厚 :0.17 mm ( はく離ライナーを除く ) アクリル系粘着剤不織布 * アクリル系粘着剤はく離ライナー * 不織布 の表記は 関税定率法別表第 48 類 紙及び板紙並びに製紙用パルプ
3D プリンタにより作製した樹脂部品の強度に関する研究 尾形正岐 阿部治 長田和真 西村通喜 山田博之 渡辺誠 Study on Strength of Resin Materials Processed by Fused Deposition Modeling Printer Masaki OGA
 3D プリンタにより作製した樹脂部品の強度に関する研究 尾形正岐 阿部治 長田和真 西村通喜 山田博之 渡辺誠 Study on Strength of Resin Materials Processed by Fused Deposition Modeling Printer Masaki OGATA, Osamu ABE, Kazuma OSADA, Michiyoshi NISHIMURA,
3D プリンタにより作製した樹脂部品の強度に関する研究 尾形正岐 阿部治 長田和真 西村通喜 山田博之 渡辺誠 Study on Strength of Resin Materials Processed by Fused Deposition Modeling Printer Masaki OGATA, Osamu ABE, Kazuma OSADA, Michiyoshi NISHIMURA,
強化プラスチック裏込め材の 耐荷実験 実験報告書 平成 26 年 6 月 5 日 ( 株 ) アスモ建築事務所石橋一彦建築構造研究室千葉工業大学名誉教授石橋一彦
 アスモ建築事務所石橋一彦建築構造研究室千葉工業大学名誉教授石橋一彦") 強化プラスチック裏込め材の 耐荷実験 実験報告書 平成 26 年 6 月 5 日 ( 株 ) アスモ建築事務所石橋一彦建築構造研究室千葉工業大学名誉教授石橋一彦 1. 実験目的 大和建工株式会社の依頼を受け 地下建設土留め工事の矢板と腹起こしの間に施工する 強 化プラスチック製の裏込め材 の耐荷試験を行って 設計荷重を保証できることを証明する 2. 試験体 試験体の実測に基づく形状を次に示す 実験に供する試験体は3
強化プラスチック裏込め材の 耐荷実験 実験報告書 平成 26 年 6 月 5 日 ( 株 ) アスモ建築事務所石橋一彦建築構造研究室千葉工業大学名誉教授石橋一彦 1. 実験目的 大和建工株式会社の依頼を受け 地下建設土留め工事の矢板と腹起こしの間に施工する 強 化プラスチック製の裏込め材 の耐荷試験を行って 設計荷重を保証できることを証明する 2. 試験体 試験体の実測に基づく形状を次に示す 実験に供する試験体は3
ゴム固定用両面接着テープ VR-5311/VR-5321 概要 ポリエステルフィルムを支持体とし 片面にゴム系粘着剤 片面にアクリル系粘着剤を組み合わせた両面接着テープです ゴムと金属 プラスチックとの接着に適しています テープ構成 VR-5311/VR-5321 テープ厚:0.15 mm ( はく
 ゴム固定用両面接着テープ 概要 ポリエステルフィルムを支持体とし 片面にゴム系粘着剤 片面にアクリル系粘着剤を組み合わせた両面接着テープです ゴムと金属 プラスチックとの接着に適しています テープ構成 テープ厚:0.15 mm ( はく離ライナーは含みません ) VR-5311 VR-5321 ゴム用特殊粘着剤 (1 面 ) ポリエステルフィルムアクリル系粘着剤 (2 面 ) はく離ライナー ( 紙基材
ゴム固定用両面接着テープ 概要 ポリエステルフィルムを支持体とし 片面にゴム系粘着剤 片面にアクリル系粘着剤を組み合わせた両面接着テープです ゴムと金属 プラスチックとの接着に適しています テープ構成 テープ厚:0.15 mm ( はく離ライナーは含みません ) VR-5311 VR-5321 ゴム用特殊粘着剤 (1 面 ) ポリエステルフィルムアクリル系粘着剤 (2 面 ) はく離ライナー ( 紙基材
ひずみゲージ 配線済みひずみゲージ OMEGA KFH シリーズ 実績のある OMEGA の高品質ひずみゲージ取り付けを簡単にする 2 または 3 線が付属! はんだなしの測定ポイントゲージはすべて AWG 28 に移行する前の 50 mm の PTFE ケーブルを備え 取り付けの際にリードが接着す
 配線済み OMEGA KFH シリーズ 実績のある OMEGA の高品質取り付けを簡単にする 2 または 3 線が付属! はんだなしの測定ポイントゲージはすべて AWG 28 に移行する前の 50 mm の PTFE ケーブルを備え 取り付けの際にリードが接着するのを防止短 中 長グリッドのリニアゲージ短 中グリッドの XY ゲージ (T- ロゼット ) 短 中グリッドの 0 /45 /90 平面ロゼット丈夫なポリイミドキャリア環境から保護する
配線済み OMEGA KFH シリーズ 実績のある OMEGA の高品質取り付けを簡単にする 2 または 3 線が付属! はんだなしの測定ポイントゲージはすべて AWG 28 に移行する前の 50 mm の PTFE ケーブルを備え 取り付けの際にリードが接着するのを防止短 中 長グリッドのリニアゲージ短 中グリッドの XY ゲージ (T- ロゼット ) 短 中グリッドの 0 /45 /90 平面ロゼット丈夫なポリイミドキャリア環境から保護する
NITOFLON® No. 903UL
 NITOFLON No. 903UL 概要 NITOFLON NO.903UL は 片面を接着性表面処理したポリテトラフルオロエチレン (PTFE) 樹脂フィルムを支持体とし 処理面にシリコーン系粘着剤を塗布したものです 構成 NO.903UL シリコーン系粘着剤 ポリテトラフルオロエチレン (PTFE) 図 1 構成図 特長 ポリテトラフルオロエチレン樹脂フィルムを支持体にしているため 電気特性
NITOFLON No. 903UL 概要 NITOFLON NO.903UL は 片面を接着性表面処理したポリテトラフルオロエチレン (PTFE) 樹脂フィルムを支持体とし 処理面にシリコーン系粘着剤を塗布したものです 構成 NO.903UL シリコーン系粘着剤 ポリテトラフルオロエチレン (PTFE) 図 1 構成図 特長 ポリテトラフルオロエチレン樹脂フィルムを支持体にしているため 電気特性
問題 2-1 ボルト締結体の設計 (1-1) 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた
 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた") 問題 2-1 ボルト締結体の設計 (1-1) 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた 測定データを図 1-2 に示す データから, オーステナイト系ステンレス鋼どうしの摩擦係数を推定せよ
問題 2-1 ボルト締結体の設計 (1-1) 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた 測定データを図 1-2 に示す データから, オーステナイト系ステンレス鋼どうしの摩擦係数を推定せよ
untitled
 インクジェットを利用した微小液滴形成における粘度及び表面張力が与える影響 色染化学チーム 向井俊博 要旨インクジェットとは微小な液滴を吐出し, メディアに対して着滴させる印刷方式の総称である 現在では, 家庭用のプリンターをはじめとした印刷分野以外にも, 多岐にわたる産業分野において使用されている技術である 本報では, 多価アルコールや界面活性剤から成る様々な物性値のインクを吐出し, マイクロ秒オーダーにおける液滴形成を観察することで,
インクジェットを利用した微小液滴形成における粘度及び表面張力が与える影響 色染化学チーム 向井俊博 要旨インクジェットとは微小な液滴を吐出し, メディアに対して着滴させる印刷方式の総称である 現在では, 家庭用のプリンターをはじめとした印刷分野以外にも, 多岐にわたる産業分野において使用されている技術である 本報では, 多価アルコールや界面活性剤から成る様々な物性値のインクを吐出し, マイクロ秒オーダーにおける液滴形成を観察することで,
実験題吊 「加速度センサーを作ってみよう《
 加速度センサーを作ってみよう 茨城工業高等専門学校専攻科 山越好太 1. 加速度センサー? 最近話題のセンサーに 加速度センサー というものがあります これは文字通り 加速度 を測るセンサーで 主に動きの検出に使われたり 地球から受ける重力加速度を測定することで傾きを測ることなどにも使われています 最近ではゲーム機をはじめ携帯電話などにも搭載されるようになってきています 2. 加速度センサーの仕組み加速度センサーにも様々な種類があります
加速度センサーを作ってみよう 茨城工業高等専門学校専攻科 山越好太 1. 加速度センサー? 最近話題のセンサーに 加速度センサー というものがあります これは文字通り 加速度 を測るセンサーで 主に動きの検出に使われたり 地球から受ける重力加速度を測定することで傾きを測ることなどにも使われています 最近ではゲーム機をはじめ携帯電話などにも搭載されるようになってきています 2. 加速度センサーの仕組み加速度センサーにも様々な種類があります
<4D F736F F D DC58F4994C5816A8C9A8DDE E9197BF88EA8EAE2E646F6378>
 資料 7 断熱材の目標年度 区分及び目標年度 区分及び目標基準値について目標基準値について ( 案 ) 1. 目標年度について断熱材は 様々な部品から構成され技術改善要素が多数想定されるエネルギー消費機器と比較すると 性能向上手法については材質の改善 製造設備の改良等に限られている状況にある また 最も断熱性能が優れている建築材料の熱伝導率は 過去 5 年間改善がない状況にある 各メーカーが品質改良等建築材料の断熱性能の向上を行うためには
資料 7 断熱材の目標年度 区分及び目標年度 区分及び目標基準値について目標基準値について ( 案 ) 1. 目標年度について断熱材は 様々な部品から構成され技術改善要素が多数想定されるエネルギー消費機器と比較すると 性能向上手法については材質の改善 製造設備の改良等に限られている状況にある また 最も断熱性能が優れている建築材料の熱伝導率は 過去 5 年間改善がない状況にある 各メーカーが品質改良等建築材料の断熱性能の向上を行うためには
再はく離可能&強接着 両面接着テープ No.5000NS
 再はく離可能 & 強接着両面接着テープ 概要 基材に柔軟かつ強靭な不織布に選択性の広いアクリル系粘着剤を含浸させた両面接着テープです は テープ引張強さが高くテープはく離時にテープがちぎれにくいばかりでなく との長期貼合わせ後のはく離時でも糊残りしにくいため 再剥離性にもすぐれており 解体によるリサイクルが必要な用途に適した両面接着テープです テープ構成 テープ厚 :.16 mm ( はく離ライナーを除く
再はく離可能 & 強接着両面接着テープ 概要 基材に柔軟かつ強靭な不織布に選択性の広いアクリル系粘着剤を含浸させた両面接着テープです は テープ引張強さが高くテープはく離時にテープがちぎれにくいばかりでなく との長期貼合わせ後のはく離時でも糊残りしにくいため 再剥離性にもすぐれており 解体によるリサイクルが必要な用途に適した両面接着テープです テープ構成 テープ厚 :.16 mm ( はく離ライナーを除く
大径ステンレス鋼鋼管 製造可能範囲表 呼び径 外径 A B (NP)
") 配管用ステンレス鋼鋼管 製造可能範囲表 長さ 12m以下 呼び径 外径 A B (NP) JI ATM 6 1/8 10.5 10.29 8 1/4 13.8 13.72 10 3/8 17.3 17.15 15 1/2 21.7 21.34 20 3/4 27.2 26.67 25 1 34.0 33.40 32 1 1/4 42.7 42.16 40 1 1/2 48.6 48.26 50 2
配管用ステンレス鋼鋼管 製造可能範囲表 長さ 12m以下 呼び径 外径 A B (NP) JI ATM 6 1/8 10.5 10.29 8 1/4 13.8 13.72 10 3/8 17.3 17.15 15 1/2 21.7 21.34 20 3/4 27.2 26.67 25 1 34.0 33.40 32 1 1/4 42.7 42.16 40 1 1/2 48.6 48.26 50 2
04-10†@™⁄‹ä‘Ü”ó‘ÜŸ_Ł¶
 ¹ 細管式レオメーターによる加熱熔融特性の把握 と加熱熔融処理 SFP-279固体分散体の担体やワックスマトリック ス基剤を選択した際に 細管式レオメーター Fig. 6 を用いた 熔融物が細管を通過するときの粘性 抵抗を測定する装置であり 1 2gの試料で試験 することが可能である 試料をシリンダに充填し 周囲から熱し熔融させ 上部からピストンによって 一定の圧力を加える 熔融した試料は細いダイを通
¹ 細管式レオメーターによる加熱熔融特性の把握 と加熱熔融処理 SFP-279固体分散体の担体やワックスマトリック ス基剤を選択した際に 細管式レオメーター Fig. 6 を用いた 熔融物が細管を通過するときの粘性 抵抗を測定する装置であり 1 2gの試料で試験 することが可能である 試料をシリンダに充填し 周囲から熱し熔融させ 上部からピストンによって 一定の圧力を加える 熔融した試料は細いダイを通
POM DURACON POM グレード別物性表 標準 高剛性 M25-44 M90-44 M M M M90FC HP25X 高粘度標準高流動 高流動 ハイサイクル 超高流動 ハイサイクル 密度 g/cm 3 ISO
 POM DURACON POM グレード別物性表 標準 高剛性 M25-44 M90-44 M140-44 M270-44 M450-44 M90FC HP25X 高粘度標準高流動 高流動 ハイサイクル 超高流動 ハイサイクル 密度 g/cm 3 ISO 1183 1.41 1.41 1.41 1.41 1.41 1.41 1.41 引張強さ MPa ISO 527-1,2 59 62 62 63
POM DURACON POM グレード別物性表 標準 高剛性 M25-44 M90-44 M140-44 M270-44 M450-44 M90FC HP25X 高粘度標準高流動 高流動 ハイサイクル 超高流動 ハイサイクル 密度 g/cm 3 ISO 1183 1.41 1.41 1.41 1.41 1.41 1.41 1.41 引張強さ MPa ISO 527-1,2 59 62 62 63
BOND_specialty_PDF作成用.indd
 接着をシステムで考える ウレタン樹脂系接着剤 加熱硬化促進タイプ ノズルでの吐出性 塗布安定性に優れます ホットプレス (50~80 ) 使用で生産の効率化が図れます と硬化性のバランスに優れ 様々な生産ラインに対応が可能です 非多孔質同士の接着が可能です プラスチック 金属への接着性に優れます ( アルミ SUSなどの難接着金属にはプライマー併用をお薦めします ) 耐振動 耐衝撃性に優れます 有機溶剤
接着をシステムで考える ウレタン樹脂系接着剤 加熱硬化促進タイプ ノズルでの吐出性 塗布安定性に優れます ホットプレス (50~80 ) 使用で生産の効率化が図れます と硬化性のバランスに優れ 様々な生産ラインに対応が可能です 非多孔質同士の接着が可能です プラスチック 金属への接着性に優れます ( アルミ SUSなどの難接着金属にはプライマー併用をお薦めします ) 耐振動 耐衝撃性に優れます 有機溶剤
京都大学博士 ( 工学 ) 氏名宮口克一 論文題目 塩素固定化材を用いた断面修復材と犠牲陽極材を併用した断面修復工法の鉄筋防食性能に関する研究 ( 論文内容の要旨 ) 本論文は, 塩害を受けたコンクリート構造物の対策として一般的な対策のひとつである, 断面修復工法を検討の対象とし, その耐久性をより
 氏名宮口克一 論文題目 塩素固定化材を用いた断面修復材と犠牲陽極材を併用した断面修復工法の鉄筋防食性能に関する研究 ( 論文内容の要旨 ) 本論文は, 塩害を受けたコンクリート構造物の対策として一般的な対策のひとつである, 断面修復工法を検討の対象とし, その耐久性をより") 塩素固定化材を用いた断面修復材と犠牲陽極材を併用し Titleた断面修復工法の鉄筋防食性能に関する研究 ( Abstract_ 要旨 ) Author(s) 宮口, 克一 Citation Kyoto University ( 京都大学 ) Issue Date 2015-01-23 URL https://doi.org/10.14989/doctor.k18 Right Type Thesis
塩素固定化材を用いた断面修復材と犠牲陽極材を併用し Titleた断面修復工法の鉄筋防食性能に関する研究 ( Abstract_ 要旨 ) Author(s) 宮口, 克一 Citation Kyoto University ( 京都大学 ) Issue Date 2015-01-23 URL https://doi.org/10.14989/doctor.k18 Right Type Thesis
ダイアボンド DE1108
 ダイアボンド DE1108 ダイアボンド DE1108 は 2 液性常温硬化形のエポキシ樹脂系接着剤で 中温 (70 以上 ) で硬化 させると 優れた接着性能を発揮します 構造用接着剤として サンドイッチパネルの組立て等に適しています 特長 1. 中温 (70 以上 ) 硬化で優れた接着性を示し 硬化スピードが速く生産性がよい 2. 100% 不揮発分で硬化時の収縮が少ない 3. 鉄及び非鉄金属に対して
ダイアボンド DE1108 ダイアボンド DE1108 は 2 液性常温硬化形のエポキシ樹脂系接着剤で 中温 (70 以上 ) で硬化 させると 優れた接着性能を発揮します 構造用接着剤として サンドイッチパネルの組立て等に適しています 特長 1. 中温 (70 以上 ) 硬化で優れた接着性を示し 硬化スピードが速く生産性がよい 2. 100% 不揮発分で硬化時の収縮が少ない 3. 鉄及び非鉄金属に対して
PPシリーズ ポリアミド製空圧式アクチュエータ -ロータリータイプ -ポリアミド樹脂製 -軽量 高耐食性 - I SO DI N 3337 VDE NAMUR ジャンクション株式会社 102 0072 東京都千代田区飯田橋1 12 2 エスダブルビル2F TEL 03 52
 PPシリーズ ポリアミド製空圧式アクチュエータ -ロータリータイプ -ポリアミド樹脂製 -軽量 高耐食性 - I SO 52 - DI N 3337 VDE385 - NAMUR ジャンクション株式会社 102 0072 東京都千代田区飯田橋1 12 2 エスダブルビル2F TEL 03 5226 7766 FAX 03 5226 7765 PRISMA ポリアミド製空圧式アクチュエータインデックス
PPシリーズ ポリアミド製空圧式アクチュエータ -ロータリータイプ -ポリアミド樹脂製 -軽量 高耐食性 - I SO 52 - DI N 3337 VDE385 - NAMUR ジャンクション株式会社 102 0072 東京都千代田区飯田橋1 12 2 エスダブルビル2F TEL 03 5226 7766 FAX 03 5226 7765 PRISMA ポリアミド製空圧式アクチュエータインデックス
Microsoft PowerPoint - elast.ppt [互換モード]
![Microsoft PowerPoint - elast.ppt [互換モード]](/thumbs/82/86104681.jpg "Microsoft PowerPoint - elast.ppt [互換モード]") 弾性力学入門 年夏学期 中島研吾 科学技術計算 Ⅰ(48-7) コンピュータ科学特別講義 Ⅰ(48-4) elast 弾性力学 弾性力学の対象 応力 弾性力学の支配方程式 elast 3 弾性力学 連続体力学 (Continuum Mechanics) 固体力学 (Solid Mechanics) の一部 弾性体 (lastic Material) を対象 弾性論 (Theor of lasticit)
弾性力学入門 年夏学期 中島研吾 科学技術計算 Ⅰ(48-7) コンピュータ科学特別講義 Ⅰ(48-4) elast 弾性力学 弾性力学の対象 応力 弾性力学の支配方程式 elast 3 弾性力学 連続体力学 (Continuum Mechanics) 固体力学 (Solid Mechanics) の一部 弾性体 (lastic Material) を対象 弾性論 (Theor of lasticit)
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は
 は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は") HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
概要:プラスチック製容器包装再商品化手法およびエネルギーリカバリーの環境負荷評価(LCA)
") プラスチック製容器包装再商品化手法およびエネルギーリカバリーの環境負荷評価 (LCA) 2019 年 5 月 14 日 海洋プラスチック問題対応協議会 (JaIME) 受託 : 一般社団法人プラスチック循環利用協会 1. 背景 目的 海洋プラスチック問題を契機として プラスチック資源の循環利用を推進する動きが 国際的に活発になってきている プラスチック資源の循環利用を推進するにあたり の有効利用手法
プラスチック製容器包装再商品化手法およびエネルギーリカバリーの環境負荷評価 (LCA) 2019 年 5 月 14 日 海洋プラスチック問題対応協議会 (JaIME) 受託 : 一般社団法人プラスチック循環利用協会 1. 背景 目的 海洋プラスチック問題を契機として プラスチック資源の循環利用を推進する動きが 国際的に活発になってきている プラスチック資源の循環利用を推進するにあたり の有効利用手法
バンカーシート 利用マニュアル 2017年版(第一版)
") 施設野菜の微小害虫と天敵カブリダニ 施設野菜での微小害虫問題 中央農業研究センター 石原産業 ( 株 ) 施設のイチゴではハダニ類が多発し 問題となる 施設のキュウリ ナス サヤインゲンでも アザミウマ類やコナジラミ類などの被害や媒介ウイルス病が問題となる これらの害虫は薬剤抵抗性が発達しやすく 農薬での防除は難しい カブリダニ類は有力な天敵であるが 放飼時期の見極めや農薬との併用などが難しく これらの施設作物では利用が進んでいない
施設野菜の微小害虫と天敵カブリダニ 施設野菜での微小害虫問題 中央農業研究センター 石原産業 ( 株 ) 施設のイチゴではハダニ類が多発し 問題となる 施設のキュウリ ナス サヤインゲンでも アザミウマ類やコナジラミ類などの被害や媒介ウイルス病が問題となる これらの害虫は薬剤抵抗性が発達しやすく 農薬での防除は難しい カブリダニ類は有力な天敵であるが 放飼時期の見極めや農薬との併用などが難しく これらの施設作物では利用が進んでいない
Microsoft PowerPoint - 01_内田 先生.pptx
 平成 24 年度 SCOPE 研究開発助成成果報告会 ( 平成 22 年度採択 ) 塩害劣化した RC スラブの一例 非破壊評価を援用した港湾コンクリート構造物の塩害劣化予測手法の開発 かぶりコンクリートのはく落 大阪大学大学院鎌田敏郎佐賀大学大学院 内田慎哉 の腐食によりコンクリート表面に発生したひび割れ ( 腐食ひび割れ ) コンクリート構造物の合理的な維持管理 ( 理想 ) 開発した手法 点検
平成 24 年度 SCOPE 研究開発助成成果報告会 ( 平成 22 年度採択 ) 塩害劣化した RC スラブの一例 非破壊評価を援用した港湾コンクリート構造物の塩害劣化予測手法の開発 かぶりコンクリートのはく落 大阪大学大学院鎌田敏郎佐賀大学大学院 内田慎哉 の腐食によりコンクリート表面に発生したひび割れ ( 腐食ひび割れ ) コンクリート構造物の合理的な維持管理 ( 理想 ) 開発した手法 点検
EC-1 アプリケーションノート 高温動作に関する注意事項
 要旨 アプリケーションノート EC-1 R01AN3398JJ0100 Rev.1.00 要旨 EC-1 の動作温度範囲は Tj = -40 ~ 125 としており これらは記載の動作温度範囲内での動作を保証す るものです 但し 半導体デバイスの品質 信頼性は 使用環境に大きく左右されます すなわち 同じ品質の製品でも使用環境が厳しくなると信頼性が低下し 使用環境が緩くなると信頼性が向上します たとえ最大定格内であっても
要旨 アプリケーションノート EC-1 R01AN3398JJ0100 Rev.1.00 要旨 EC-1 の動作温度範囲は Tj = -40 ~ 125 としており これらは記載の動作温度範囲内での動作を保証す るものです 但し 半導体デバイスの品質 信頼性は 使用環境に大きく左右されます すなわち 同じ品質の製品でも使用環境が厳しくなると信頼性が低下し 使用環境が緩くなると信頼性が向上します たとえ最大定格内であっても
PowerPoint Presentation
 H8 年度有限要素法 1 構造強度設計 1. 塑性崩壊 1.3 疲労設計 ( 一部修正版 ) H8-1/6 早川 (R : 夏学期の復習部分 ) 1. 塑性崩壊とその評価法 ( 極限解析 ) R 塑性崩壊 : 構造物として使用に耐えないほどの過度の塑性変形 全断面降伏 前提 : 弾完全塑性材モデル E ひずみ硬化ありひずみ硬化なし : 降伏強さ E : ヤング率 ε 図 1.3 弾完全塑性材モデルの応力
H8 年度有限要素法 1 構造強度設計 1. 塑性崩壊 1.3 疲労設計 ( 一部修正版 ) H8-1/6 早川 (R : 夏学期の復習部分 ) 1. 塑性崩壊とその評価法 ( 極限解析 ) R 塑性崩壊 : 構造物として使用に耐えないほどの過度の塑性変形 全断面降伏 前提 : 弾完全塑性材モデル E ひずみ硬化ありひずみ硬化なし : 降伏強さ E : ヤング率 ε 図 1.3 弾完全塑性材モデルの応力
…e…N…j…J…‰57(8-1)‘oŠÍ1024_00
‘oŠÍ1024_00") 1, HDDに使用される各種シール 接着剤 スピンドルモータには ベアリングとシャフトの 5, 導電性樹脂 に使用されています 従来この用途には 接着用の はじめに 図 1にHDDの分解図とそこに使用さ 固定や マグネットの固定に嫌気性樹脂やエポキシ 導電性樹脂は エポキシ樹脂などの接着剤 バイン 紫外線硬化性樹脂と静電気除去を目的とした導電性 れているスリーボンドのシール 接着剤を示します 樹脂が使用されています
1, HDDに使用される各種シール 接着剤 スピンドルモータには ベアリングとシャフトの 5, 導電性樹脂 に使用されています 従来この用途には 接着用の はじめに 図 1にHDDの分解図とそこに使用さ 固定や マグネットの固定に嫌気性樹脂やエポキシ 導電性樹脂は エポキシ樹脂などの接着剤 バイン 紫外線硬化性樹脂と静電気除去を目的とした導電性 れているスリーボンドのシール 接着剤を示します 樹脂が使用されています
第 2 章 構造解析 8
 第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
複合構造レポート 09 FRP 部材の接合および鋼と FRP の接着接合に関する先端技術 目次 第 1 部 FRP 部材接合の設計思想と強度評価 第 1 章 FRP 構造物の接合部 FRP 材料 FRP 構造物における各種接合方法の分類と典型的な部位 接合方法
 複合構造レポート 09 FRP 部材の接合および鋼と FRP の接着接合に関する先端技術 目次 第 1 部 FRP 部材接合の設計思想と強度評価 第 1 章 FRP 構造物の接合部 3 1.1 FRP 材料 3 1.2 FRP 構造物における各種接合方法の分類と典型的な部位 3 1.2.1 接合方法の種類 3 1.2.2 FRP 構造物における接合部 9 1.3 国内外における FRP 接合部の設計思想
複合構造レポート 09 FRP 部材の接合および鋼と FRP の接着接合に関する先端技術 目次 第 1 部 FRP 部材接合の設計思想と強度評価 第 1 章 FRP 構造物の接合部 3 1.1 FRP 材料 3 1.2 FRP 構造物における各種接合方法の分類と典型的な部位 3 1.2.1 接合方法の種類 3 1.2.2 FRP 構造物における接合部 9 1.3 国内外における FRP 接合部の設計思想
GA SERIES
 GA SERIES GAINTA GA SERIES GA SERIES GA SERIES SGK F-200SI SERIES RMW SERIES 耐候性 M ネジケーブルグランド 4 5 紫外線や経年劣化に強いシリコンゴムを使用した耐候性ケーブルグランド 屋外での防水機器の配線に最適です 外観寸法図 1 2 3 構成内容 PA = ポリアミドの略称 No. 名 称 材 質 1 キャップ
GA SERIES GAINTA GA SERIES GA SERIES GA SERIES SGK F-200SI SERIES RMW SERIES 耐候性 M ネジケーブルグランド 4 5 紫外線や経年劣化に強いシリコンゴムを使用した耐候性ケーブルグランド 屋外での防水機器の配線に最適です 外観寸法図 1 2 3 構成内容 PA = ポリアミドの略称 No. 名 称 材 質 1 キャップ
Microsoft PowerPoint - Engmat09Y09V3pdf.ppt
 第九回目 5. 高分子材料 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN116N 田中和人 E-mail: 内線 : 6408 d. 高分子の構造 (i) 結晶性高分子無定形の非晶部分中 + 微細な結晶部分が分散, 浮遊した構造結晶化度 (degree of crystallinity): 結晶部分がその固体に占める重量分率 20~80%( 重量分率あるいは体積分率 ) 高結晶性
第九回目 5. 高分子材料 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN116N 田中和人 E-mail: 内線 : 6408 d. 高分子の構造 (i) 結晶性高分子無定形の非晶部分中 + 微細な結晶部分が分散, 浮遊した構造結晶化度 (degree of crystallinity): 結晶部分がその固体に占める重量分率 20~80%( 重量分率あるいは体積分率 ) 高結晶性
性能および標準仕様定一般機器用フィルムコンデンサ WME シリーズ Type WME-RU Type WME-RU ドライ形 保安機構付き 定 格 電 圧 VAC 静 電 容 量 µF 容量許容差 +10/ 5%(U) 定格周波数 50/60Hz 共用 相 数 単相 最高
 定格周波数 50/60Hz 共用 相 数 単相 最高") 性能および標準仕様定一般機器用フィルムコンデンサ WE シリーズ ドライ形 保安機構付き 定 格 電 圧 220 440V 静 電 容 量 1.5 120µF 容量許容差 +10/ 5%() 定格周波数 50/60Hz 共用 相 数 単相 最高許容温度 80 (H) 密閉構造区分 密閉 (2) 最低許容温度 25 (B) 誘電体 金属化プラスチックフィルム ( 保安機構付き ) 樹脂ケース ガラス繊維強化
性能および標準仕様定一般機器用フィルムコンデンサ WE シリーズ ドライ形 保安機構付き 定 格 電 圧 220 440V 静 電 容 量 1.5 120µF 容量許容差 +10/ 5%() 定格周波数 50/60Hz 共用 相 数 単相 最高許容温度 80 (H) 密閉構造区分 密閉 (2) 最低許容温度 25 (B) 誘電体 金属化プラスチックフィルム ( 保安機構付き ) 樹脂ケース ガラス繊維強化
資バルブの材質 青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 化学成分 (%) 機械的性質 亜鉛 (Zn) 鉛 (Pb) その他 引張強さ 伸び (N/mm2)
 バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 化学成分 (%) 機械的性質 亜鉛 (Zn) 鉛 (Pb) その他 引張強さ 伸び (N/mm2)") 青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 亜鉛 (Zn) 鉛 (Pb) その他 () () 86.0 90.0 7.0 9.0 3.0 5.0 1.0 残部 245 86.5 89.5 9.0 11.0 1.0 3.0 1.0 残部 245 15 83.0 87.0
青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 亜鉛 (Zn) 鉛 (Pb) その他 () () 86.0 90.0 7.0 9.0 3.0 5.0 1.0 残部 245 86.5 89.5 9.0 11.0 1.0 3.0 1.0 残部 245 15 83.0 87.0
会社紹介 日本ユニシス エクセリューションズ株式会社 事業内容機械設計用 CAD/CAM/CAE の開発販売住宅用 3 次元 CAD の開発販売他 設立 1984( 昭和 59 年 ) 年 11 月 1 日 社長石原邦夫 資本金 1 億円 ( 日本ユニシス 100%) 社員数 216 名 事業所本社
 年 11 月 1 日 社長石原邦夫 資本金 1 億円 ( 日本ユニシス 100%) 社員数 216 名 事業所本社") 平成 24 年度理研シンポジウム ポリゴンエンジニアリングで実現する / 設計 / シミュレーション / 加工の融合 日付 :2012 年 10 月 3 日 日本ユニシス エクセリューションズ株式会社 代表取締役社長石原邦夫 会社紹介 日本ユニシス エクセリューションズ株式会社 事業内容機械設計用 CAD/CAM/CAE の開発販売住宅用 3 次元 CAD の開発販売他 設立 1984( 昭和 59
平成 24 年度理研シンポジウム ポリゴンエンジニアリングで実現する / 設計 / シミュレーション / 加工の融合 日付 :2012 年 10 月 3 日 日本ユニシス エクセリューションズ株式会社 代表取締役社長石原邦夫 会社紹介 日本ユニシス エクセリューションズ株式会社 事業内容機械設計用 CAD/CAM/CAE の開発販売住宅用 3 次元 CAD の開発販売他 設立 1984( 昭和 59
<4D F736F F D A C5817A8E59918D8CA B8BBB89BB8A778D488BC B8BBB F A2E646F63>
 凝集しにくい粒径約 20 nm のコアシェル型ナノ粒子を開発 - 光学フィルムへの応用に期待 - 平成 25 年 1 月 29 日独立行政法人産業技術総合研究所北興化学工業株式会社 ポイント 酸化セリウムとポリマーからなるナノ粒子の粒径を従来の 2 分の 1 以下に このナノ粒子を高濃度に含有させて樹脂フィルムに透明性を維持したまま高屈折率を付与 ナノ粒子の量産化の研究開発を推進し サンプル提供を開始
凝集しにくい粒径約 20 nm のコアシェル型ナノ粒子を開発 - 光学フィルムへの応用に期待 - 平成 25 年 1 月 29 日独立行政法人産業技術総合研究所北興化学工業株式会社 ポイント 酸化セリウムとポリマーからなるナノ粒子の粒径を従来の 2 分の 1 以下に このナノ粒子を高濃度に含有させて樹脂フィルムに透明性を維持したまま高屈折率を付与 ナノ粒子の量産化の研究開発を推進し サンプル提供を開始
PowerPoint Presentation
 Autodesk Simulation Moldflow を活用したプラスチック材料代替による軽量化 オートデスク株式会社製造営業本部アカウント営業部アカウントマネージャ堀内達司 Image courtesy of AutoHorizons Foundation and Delineate Sponsored by トピックス 自動車には多くのプラスチックが使用されている プラスチック産業の成長に大きな影響がある
Autodesk Simulation Moldflow を活用したプラスチック材料代替による軽量化 オートデスク株式会社製造営業本部アカウント営業部アカウントマネージャ堀内達司 Image courtesy of AutoHorizons Foundation and Delineate Sponsored by トピックス 自動車には多くのプラスチックが使用されている プラスチック産業の成長に大きな影響がある
1 事業全体の成果 2
 Ⅲ 研究開発成果について 1 1 事業全体の成果 2 開発スケジュール H12FY H13FY H14FY H15FY H16FY 高積層スタック技術の開発 高積層製造技術の確立 :250 セルスタック (300kW 級 ) 加圧ショートスタック試験加圧小型発電システムの開発 長寿命化 (10kW 級 ) モジュール構造の確立 (300 300kW 級 ) 1 万時間運転 MCFC+GT システムの実証劣化率
Ⅲ 研究開発成果について 1 1 事業全体の成果 2 開発スケジュール H12FY H13FY H14FY H15FY H16FY 高積層スタック技術の開発 高積層製造技術の確立 :250 セルスタック (300kW 級 ) 加圧ショートスタック試験加圧小型発電システムの開発 長寿命化 (10kW 級 ) モジュール構造の確立 (300 300kW 級 ) 1 万時間運転 MCFC+GT システムの実証劣化率
234NTN T シリーズ 概 特 特 要 工作機械用防水 防油コネクタ アースコンタクトを有した安全設計にて 各種成形機などに多数の実績があります 徴 RoHS RoHS 指令対応品 防水性防水コネクタ 結合時防水機能 IP-X6 相当 ロック方式ねじロック方式 機構 材質特徴 アルミ製で軽量 し
 34NTN T シリーズ 概 特 特 要 工作機械用防水 防油コネクタ アースコンタクトを有した安全設計にて 各種成形機などに多数の実績があります 徴 RoHS RoHS 指令対応品 防水性防水コネクタ 結合時防水機能 IPX6 相当 ロック方式ねじロック方式 機構 材質特徴 アルミ製で軽量 しかも堅牢 NBR パッキン使用で耐油性能あり アースコンタクトを有する安全設計 規格について
34NTN T シリーズ 概 特 特 要 工作機械用防水 防油コネクタ アースコンタクトを有した安全設計にて 各種成形機などに多数の実績があります 徴 RoHS RoHS 指令対応品 防水性防水コネクタ 結合時防水機能 IPX6 相当 ロック方式ねじロック方式 機構 材質特徴 アルミ製で軽量 しかも堅牢 NBR パッキン使用で耐油性能あり アースコンタクトを有する安全設計 規格について
Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage
 Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage NC Unit PC は 同時多軸に制御はできないため 直線加工しかでき 図3は ステージの走査速度を
Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage NC Unit PC は 同時多軸に制御はできないため 直線加工しかでき 図3は ステージの走査速度を
<4D F736F F D DC58F498D A C A838A815B83585F C8B8FBB8C758CF591CC2E646F6378>
 同時発表 : 筑波研究学園都市記者会 ( 資料配布 ) 文部科学記者会 ( 資料配布 ) 科学記者会 ( 資料配布 ) 超高輝度 ハイパワー白色光源に適した YAG 単結晶蛍光体を開発 - レーザーヘッドライトなど LED 光源では困難な超高輝度製品への応用に期待 - 配布日時 : 平成 27 年 4 月 13 日 14 時国立研究開発法人物質 材料研究機構株式会社タムラ製作所株式会社光波 概要 1.
同時発表 : 筑波研究学園都市記者会 ( 資料配布 ) 文部科学記者会 ( 資料配布 ) 科学記者会 ( 資料配布 ) 超高輝度 ハイパワー白色光源に適した YAG 単結晶蛍光体を開発 - レーザーヘッドライトなど LED 光源では困難な超高輝度製品への応用に期待 - 配布日時 : 平成 27 年 4 月 13 日 14 時国立研究開発法人物質 材料研究機構株式会社タムラ製作所株式会社光波 概要 1.
ホームシアター固定フレームカーブドスクリーン リュネット (Lunette) シリーズ ユーザーガイド重要 : 安全に使用するための注意事項 ご使用前に このユーザーガイドをご一読ください 正しく使用することで長くお使いいただけます 1. スクリーンは 照明スイッチ コンセント 家具 窓などの障害物
 シリーズ ユーザーガイド重要 : 安全に使用するための注意事項 ご使用前に このユーザーガイドをご一読ください 正しく使用することで長くお使いいただけます 1. スクリーンは 照明スイッチ コンセント 家具 窓などの障害物") ホームシアター固定フレームカーブドスクリーン リュネット (Lunette) シリーズ ユーザーガイド重要 : 安全に使用するための注意事項 ご使用前に このユーザーガイドをご一読ください 正しく使用することで長くお使いいただけます 1. スクリーンは 照明スイッチ コンセント 家具 窓などの障害物がない空間を選んで取り付けてください 2. スクリーンを壁に取り付ける場合 重量のある大きな絵画を取り付けるのと同様に
ホームシアター固定フレームカーブドスクリーン リュネット (Lunette) シリーズ ユーザーガイド重要 : 安全に使用するための注意事項 ご使用前に このユーザーガイドをご一読ください 正しく使用することで長くお使いいただけます 1. スクリーンは 照明スイッチ コンセント 家具 窓などの障害物がない空間を選んで取り付けてください 2. スクリーンを壁に取り付ける場合 重量のある大きな絵画を取り付けるのと同様に
System とし かつ 加熱することで液状に近い挙動を示す とろける封止シート を開発した 3 シートの構成と使用方法 材料は樹脂の表裏にフィルムをラミネートした3 層で構成される 作業性向上のため 図 2に示すようにシール加工されたものを供給するケースも多い 後述するが 寸法精度や被着体に対する
 Dry System で使用できるシート状熱硬化型樹脂 とろける封止 / 接着シート / 風間真一 藤浦浩 1 はじめに とろける封止/ 接着シート は加熱によって溶融し そのまま熱硬化する樹脂シートである 特徴である溶融した際のとろける挙動はスライスチーズに似ている 図 1に スライスチーズととろける封止シート (TMS-701) の加熱前後の写真を示す 加熱することで軟化し 凹凸に追従して密着するが
Dry System で使用できるシート状熱硬化型樹脂 とろける封止 / 接着シート / 風間真一 藤浦浩 1 はじめに とろける封止/ 接着シート は加熱によって溶融し そのまま熱硬化する樹脂シートである 特徴である溶融した際のとろける挙動はスライスチーズに似ている 図 1に スライスチーズととろける封止シート (TMS-701) の加熱前後の写真を示す 加熱することで軟化し 凹凸に追従して密着するが
型番記入方法 ご注文の際は 内へ 1~ の選定項目に合った寸法や記号を記入して下さい ケース型番 UCS - - 上下カバー色パネル色コーナー R 放熱穴ゴム足 例 : 幅 140mm 高さ 4mm 奥行き 180mm で上下カバー パネルがブラック コーナー R 放熱穴無し ゴム足 S の場合 U
 UCS SERIES フリーサイズケース フリーサイズケー9-93 Phoo INEX 上下カバーにアルミ押出材を使用して強度に優れたケースで 寸法を1mm 単位 奥行きはサイズよりお選びいただけます ( 穴加工 インクジェット印刷 シルク印刷 ) についてはP14 1~1をご覧下さい CAデータ (XF/G) でご依頼いただくと% 割引 リピート注文品は更に% 割引致します 外観寸法図 構成内容
UCS SERIES フリーサイズケース フリーサイズケー9-93 Phoo INEX 上下カバーにアルミ押出材を使用して強度に優れたケースで 寸法を1mm 単位 奥行きはサイズよりお選びいただけます ( 穴加工 インクジェット印刷 シルク印刷 ) についてはP14 1~1をご覧下さい CAデータ (XF/G) でご依頼いただくと% 割引 リピート注文品は更に% 割引致します 外観寸法図 構成内容
<4D F736F F D208D5C91A297CD8A7793FC96E591E6328FCD2E646F63>
 -1 ポイント : 材料の応力とひずみの関係を知る 断面内の応力とひずみ 本章では 建築構造で多く用いられる材料の力学的特性について学ぶ 最初に 応力とひずみの関係 次に弾性と塑性 また 弾性範囲における縦弾性係数 ( ヤング係数 ) について 建築構造用材料として代表的な鋼を例にして解説する さらに 梁理論で使用される軸方向応力と軸方向ひずみ あるいは せん断応力とせん断ひずみについて さらにポアソン比についても説明する
-1 ポイント : 材料の応力とひずみの関係を知る 断面内の応力とひずみ 本章では 建築構造で多く用いられる材料の力学的特性について学ぶ 最初に 応力とひずみの関係 次に弾性と塑性 また 弾性範囲における縦弾性係数 ( ヤング係数 ) について 建築構造用材料として代表的な鋼を例にして解説する さらに 梁理論で使用される軸方向応力と軸方向ひずみ あるいは せん断応力とせん断ひずみについて さらにポアソン比についても説明する
【NanotechJapan Bulletin】10-9 INNOVATIONの最先端<第4回>
 企画特集 10-9 INNOVATION の最先端 Life & Green Nanotechnology が培う新技術 < 第 4 回 > プリンテッドエレクトロニクス時代実現に向けた材料 プロセス基盤技術の開拓 NEDO プロジェクトプロジェクトリーダー東京 学教授染 隆夫 に聞く 図6 4 3 解像度を変えた TFT アレイによる電子ペーパー 提供 凸版印刷 株 大面積圧力センサの開発
企画特集 10-9 INNOVATION の最先端 Life & Green Nanotechnology が培う新技術 < 第 4 回 > プリンテッドエレクトロニクス時代実現に向けた材料 プロセス基盤技術の開拓 NEDO プロジェクトプロジェクトリーダー東京 学教授染 隆夫 に聞く 図6 4 3 解像度を変えた TFT アレイによる電子ペーパー 提供 凸版印刷 株 大面積圧力センサの開発
【別紙5】2_プレゼン資料様式(入澤先生)180918
180918") 1 メタン分解カーボンナノチューブの 複合材料特性に関する研究 発表者名古屋大学大学院工学研究科材料デザイン工学専攻助教入澤寿平 共同研究者産業技術総合研究所創エネルギー研究部門エネルギー変換材料 Gリーダー曽根田靖 技術背景 産総研メタン熱分解法による水素製造と固体炭素としてのカーボンナノチューブの加工 利用 1 mm 名大 CFRTP( 炭素繊維強化熱可塑性樹脂 ) マトリックスへの VGCF(CNF)
1 メタン分解カーボンナノチューブの 複合材料特性に関する研究 発表者名古屋大学大学院工学研究科材料デザイン工学専攻助教入澤寿平 共同研究者産業技術総合研究所創エネルギー研究部門エネルギー変換材料 Gリーダー曽根田靖 技術背景 産総研メタン熱分解法による水素製造と固体炭素としてのカーボンナノチューブの加工 利用 1 mm 名大 CFRTP( 炭素繊維強化熱可塑性樹脂 ) マトリックスへの VGCF(CNF)
屋根ブレース偏心接合の研究開発
 論文 報告 屋根ブレース偏心接合の研究開発 ~BT 接合ピースを用いた大梁 小梁 屋根ブレース接合部 ~ Research and Development of Eccentric Joints in Roof Brace 戸成建人 * Tatsuto TONARI 谷ヶ﨑庄二 * Shoji YAGASAKI 池谷研一 * Kenichi IKETANI 中澤潤 * Jun NAKAZAWA 川田工業システム建築の鉄骨生産ラインの特徴を活かして製作コストを低減するために,
論文 報告 屋根ブレース偏心接合の研究開発 ~BT 接合ピースを用いた大梁 小梁 屋根ブレース接合部 ~ Research and Development of Eccentric Joints in Roof Brace 戸成建人 * Tatsuto TONARI 谷ヶ﨑庄二 * Shoji YAGASAKI 池谷研一 * Kenichi IKETANI 中澤潤 * Jun NAKAZAWA 川田工業システム建築の鉄骨生産ラインの特徴を活かして製作コストを低減するために,
(Microsoft Word - \221\346\202R\225\322\221\346\202Q\217\315.docx)
") 第 2 章 CLT パネル工法における鋼板挿入型接合部の 耐力向上に関する研究 2.1 一般事項 試験概要 1. 試験名称 CLT パネル工法における鋼板挿入型接合部の耐力向上に関する研究 2. 試験の目的 内容 試験目的 ~ 補強用長ビスを面外方向に用いることによる割裂抑制の効果 ~ CLT パネルを用いた鋼板挿入型接合部の試験体に引張力を加えたと き 鋼板挿入部から割裂が生じることが確認され 接合部の最大耐力
第 2 章 CLT パネル工法における鋼板挿入型接合部の 耐力向上に関する研究 2.1 一般事項 試験概要 1. 試験名称 CLT パネル工法における鋼板挿入型接合部の耐力向上に関する研究 2. 試験の目的 内容 試験目的 ~ 補強用長ビスを面外方向に用いることによる割裂抑制の効果 ~ CLT パネルを用いた鋼板挿入型接合部の試験体に引張力を加えたと き 鋼板挿入部から割裂が生じることが確認され 接合部の最大耐力
A4単頁
 E1 概要 簡単な延長 : ベルトを拡張して簡単に延長 簡単な短縮 : 連結部分で分離可能 時短 : スナップ式のフタで収納が非常に簡単 費用対効果が高い : 低価格エナジーチェーン スペース効率が高い : 無駄のないデザイン E1 - 簡潔に保護したい箇所に モジュラー式ワンストリップ構造 E1: この製品はモジュラー式ワンストリップ構造により 高い収納力を持っているケーブル保護管で組立ても簡単です
E1 概要 簡単な延長 : ベルトを拡張して簡単に延長 簡単な短縮 : 連結部分で分離可能 時短 : スナップ式のフタで収納が非常に簡単 費用対効果が高い : 低価格エナジーチェーン スペース効率が高い : 無駄のないデザイン E1 - 簡潔に保護したい箇所に モジュラー式ワンストリップ構造 E1: この製品はモジュラー式ワンストリップ構造により 高い収納力を持っているケーブル保護管で組立ても簡単です
超硬限界栓 H7 ( 工作用 ) CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP
 CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP") ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
エラー動作 スピンドル動作 スピンドルエラーの計測は 通常 複数の軸にあるセンサーによって行われる これらの計測の仕組みを理解するために これらのセンサーの 1つを検討する シングル非接触式センサーは 回転する対象物がセンサー方向またはセンサー反対方向に移動する1 軸上の対象物の変位を測定する 計測
 LION PRECISION TechNote LT03-0033 2012 年 8 月 スピンドルの計測 : 回転数および帯域幅 該当機器 : スピンドル回転を測定する静電容量センサーシステム 適用 : 高速回転対象物の回転を計測 概要 : 回転スピンドルは 様々な周波数でエラー動作が発生する これらの周波数は 回転スピード ベアリング構成部品の形状のエラー 外部影響およびその他の要因によって決定される
LION PRECISION TechNote LT03-0033 2012 年 8 月 スピンドルの計測 : 回転数および帯域幅 該当機器 : スピンドル回転を測定する静電容量センサーシステム 適用 : 高速回転対象物の回転を計測 概要 : 回転スピンドルは 様々な周波数でエラー動作が発生する これらの周波数は 回転スピード ベアリング構成部品の形状のエラー 外部影響およびその他の要因によって決定される