製品カタログ コロミル745
|
|
|
- つかさ かなり
- 7 years ago
- Views:
Transcription

 0221140( 新潟 ) :EMIL info@mori1.")



1 森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 ( 大阪 ) ( 新潟 ) :FX ( 大阪 ) ( 新潟 ) :EMIL [email protected] なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます 弊社ホームページはこちら 動画やパンフレットなどでわかりやすく様々な商品紹介をしております よろしくお願いいたします * 最新情報はツイッターでご案内 Facebook とも連動 * 動画でわかりやすく商品説明 * 充実の商品情報 メーカー作成のチラシだけでなく 弊社で独自に作成したチラシも満載 プリントアウトすれば すぐお客様に持って行けます 営業のネタ探しに! 新製品はもちろん 定番商品 やロングセラー商品も数多く掲載 貴社名入りのチラシも作成可能です 担当営業へご用命ください

2 4 IO133


 正面フライス高送り用 コロミル 4")

3 4 コロミル 4 適用領域 鋼 ステンレス鋼 鋳鉄 耐熱合金の正面フライス加工 荒加工 中仕上げ加工の経済性を重視した加工の第一推奨 M 鋼 ステンレス鋼 鋳鉄 耐熱合金 IO 適用領域 コロミル 4 特長 ネガポジカッターと同等の切れ刃傾き角を ネガネガコンセプトカッターで可能にした革新的カッター ポジカッターでの加工と同等のつるまき状切りくず 低い動力 静かな切削音を実現 びびりに敏感な加工で安定した切削を可能にする 新しいコンセプトの不等ピッチ 両面 14 コーナで優れたコーナ当りのコストパフォーマンス M のチップスクリューで高いクランプ剛性 独自のチップ位置設計で素早く簡単なチップ交換 同一チップ使用で切込み角 42 切込み角 2 の正面フライスに対応 コロミル 4( 切込み角 42 ) 正面フライス用 ネガポジカッターコンセプト 大きなポジの切れ刃傾き角で 良好な切りくず処理と切れ味の良い切削が可能 コロミル 4は 両面チップでありながらポジカッターと同じ切れ刃傾き角を実現し 良好な切りくず処理と切れ味の良い切削を実現 コロミル 4( 切込み角 2 ) 正面フライス高送り用 コロミル 4 適用加工範囲 コロミル 4.0 ap (mm) 切込み角 42 タイプカッター.0 正面フライス用 最大切込み量 ap:mm 切込み角 2 タイプカッター正面フライス高送り用 最大切込み量 ap:mm 使用するアプリケーションに応じたカッターを選択してください 推奨送りについては使用するチップの適用範囲をご確認ください fz (mm) 2
 独自のチップ位置設計で 素早く簡単なチップ交換が可能 チップブレーカ")
:mm( カッター取付け時 1.mm) 最大切込み量 4.")

 ステンレス鋼 (GC1040, GC2030, GC2040, 30T, 40T) チップブレーカ")

 4.")
 最大切込み量 : mm ピッチ : M, 適用ブレーカ :")

4 4 コロミル 4 用チップ チップサイズ :mm 厚さ :mm 14 コーナ仕様 研磨級 チップシート 剛性のあるスクリュークランプ (M) 独自のチップ位置設計で 素早く簡単なチップ交換が可能 チップブレーカ EM30 鋼 鋳鉄中荒加工の第一推奨 シャープな刃先でびびり対策 低動力が要求される加工 EM31 EW 面粗さ重視ブレーカ 長い平行ランド ():mm( カッター取付け時 1.mm) 最大切込み量 4. m m 切込み角 2 カッターには適用しません EW EM 鋼 鋳鉄の荒加工用 ネズミ鋳鉄の第一推奨 G C との組み合わせで ダクタイル鋳鉄の第一推奨 E ネズミ鋳鉄のタフな荒加工用 チップ材種 鋼 (GC4220, GC4230, GC4240, GC1130) 鋳鉄 (20D, 20W, GC1020, GC3040) ステンレス鋼 (GC1040, GC2030, GC2040, 30T, 40T) チップブレーカ & チップ材種組合わせ第一推奨 EM 4230 EM E 20D EM 4230 EM31 40T EM EM EM30 20D EM EM31 30T EM EM EM EM31 30T M コロミル 4 用カッター 切込み角 42 タイプ 径範囲 : ~ 2 mm 内部給油 :~ 1 mm 最大切込み量 : mm(m30, M, ) 4. mm(m31) ピッチ : M, MD, 適用ブレーカ : M30, M31, M, EW 切込み角 2 タイプ 径範囲 : ~ 1 mm( 全て内部給油対応 ) 最大切込み量 : mm ピッチ : M, 適用ブレーカ : M30, M, ピッチ M MD 不等ピッチMD( 径 1mmまで対応 ) びびりが問題となる剛性が低い加工のソリュー ション 切りくず負荷を均一にするためにチップ位置が 径方向に補正されているため 最大切りくず厚み hexを全てのチップで一定にする構造 クロスピッチ クロスピッチ エキストラクロスピッチ 3



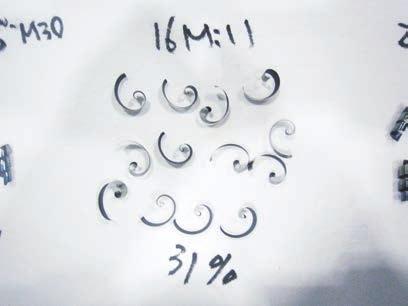
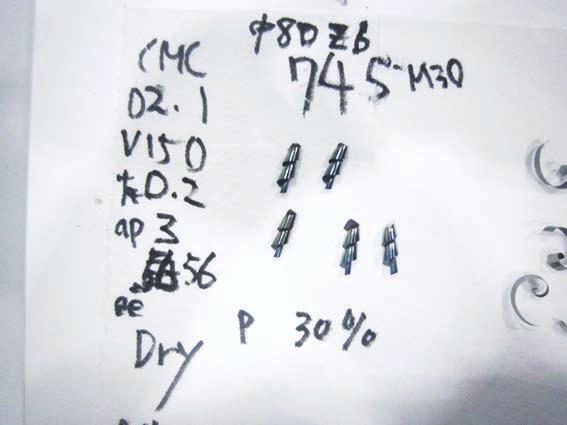


5 4 コロミル 4 特長 お客様のニーズ小型マシニングセンタや中型マシニングセンタでの荒加工や中仕上げ加工で 低い動力で切れ味の良い静かな加工をしたい切りくず噛みによる欠損を改善したい 切りくず比較カッター径 DC:mm 刃数 zn: 被削材 : 低合金鋼切削速度 Vc:1m/min 刃当り送り fz:0.2mm/ 刃軸方向切込み ap:3mm 径方向切込み ae:mm 加工形態 : ドライ加工 荒加工 中仕上げ加工でチップ単価を下げたい コロミル 4 が解決します コロミル 24( ネガポジカッター ) と同じコンセプトで同等の性能により低い動力で静かな加工が実現 また切込み ap を大きく取ることが可能 コロミル 4 (M30 ブレーカ ) つるまき状の切りくずがカッターの外側に排出され 切りくず噛みがない 14 コーナかつ生産性もアップできるため 経済的なコーナ当り単価 他社品 ( 両面マルチエッジカッター ) 渦巻き状の切りくずで 切りくず噛みが発生することがある 4 荒加工 中仕上げ加工でびびりを抑えたい 独自の MD ピッチで 薄いワークやワーククランプ剛性が低い領域において 生産性を維持しながらびびりを低減 中荒加工のサイクルタイムを短縮したい 切込み角 2 カッターによる 正面フライス高送り加工 MD ピッチ 中荒加工で面粗さが必要 M31 ブレーカによって優れた面粗さが得られる 4


6 4 4J2M 4J31M 412J38M 41J1M 4200J4M 42J4M 4J2 4J31 412J38 41J1 4200J4 42J4 DC mm DCO R = 42 RMX DC.... IO DCX C C C C LF Q22 4Q2 4Q32 412Q40 41Q Q 42Q Q22M 4Q22MD 4Q2M 4Q2MD 4Q32M 4Q32MD 412Q40M 412Q40MD 41Q40M 41Q40MD 4200QM 42QM MX C C C C C C C8 C8 C8 C C 4C 4C 4C8 4C8 4CM 4CM 4CM 4C8M 4C8M 11 1) 2) 3) 4) ) M
7 8.4 M M 4R0EM30 4R0EM W 20D 20M 20W 30T 40T F 13 M30 IC LE RE C 1 1 CW 4R0E L0EM 4R0EM DC mm I I I I I I 0430I DC mm I I I
8 4 R = 2 DC mm 2Q22M 2Q22 2Q2M 2Q2 2Q32M 2Q Q40M 8 212Q Q40M 10 21Q40 1 2CM 2C 2CM 2C 2CM 2C 2C8M 2C8 2C8M 2C8 11 1) 2) 3) 4) DCO IO C.0 C.0 C.0 C.0 C.0 C.0 C8.0 C8.0 C8.0 C8 DCX LF M MXFFW RMX DC mm I I I I I DC mm I I I
9 4 加工事例 加工事例 1 カッター :4Q32M チップ :4R0EM 加工部品 : 自動車部品 被削材 : 低合金鋼 加工 : 正面フライス荒加工 加工事例 2 カッターチップ加工部品被削材加工 :4Q32M :4R0EM30 20D : オイル & ガス部品 : 鍛造鋼 : 黒皮加工 他社マルチエッジカッターコロミル 4 他社マルチエッジカッターコロミル 4 刃数 zn : 主軸回転数 n (rpm) : 切削速度 Vc (m/min) :2 2 回転当り送り fn (mm/rev) : 刃当り送り fz (mm/z) : 切込み ap (mm) :2. 3. 工具寿命 ( コーナ当り加工部品 ):1 18 生産性 倍! 寿命 1.1 倍! 刃数 zn : 主軸回転数 n (rpm) : 0 切削速度 Vc (m/min) : テーブル送り Vf (mm/rev) :1200 ~ ~ 1 刃当り送り fz (mm/z) : 切込み ap (mm) :3~4 3~4 工具寿命 ( コーナ当り加工部品 ):1. 3 工具寿命 2 倍! 加工事例 3 カッター :4Q32MD チップ :4R0EM 4230 加工部品 : トラック部品 被削材 : 低合金鋼 加工 : びびりに敏感な正面フライス加工 加工事例 4 カッターチップ加工部品被削材加工 :41Q40 :4R0EM 20D : シリンダーブロック : ネズミ鋳鉄 : 荒正面フライス 他社マルチエッジカッターコロミル 4 他社マルチエッジカッターコロミル 4 刃数 zn : 主軸回転数 n (rpm) : 0 切削速度 Vc (m/min) :4 0 テーブル送り Vf (mm/rev) : 8 刃当り送り fz (mm/z) : 切込み ap (mm) :1 パス目 :3 2 パス目 :2 1 パス目 : 3 2 パス目 : 2 工具寿命 ( コーナ当り加工部品 ):30 31 MD ピッチによりびびりのない加工! 加工事例 カッター :212Q40(φ 12 mm) チップ :4R0EM 加工部品 : プレート 被削材 : 鋼 加工 : 正面フライス荒 中仕上げ加工 高送りカッター コロミル 4 ( 切込み角 2 ) 刃数 zn : 14 主軸回転数 n (rpm) : 切削速度 Vc (m/min) :2 220 主軸回転数 Vf (mm/min):323 刃当り送り fz (mm/z) : 回転当り送り fn (mm/rev) : 軸方向切込み ap (mm) :1. 1. サイクルタイム / 部品 ( 分 ) :4 2 加工面品質 : ( 仕上げ加工不要 ) 仕上げ加工不要! 40% サイクルタイム短縮 刃数 zn :20 1 切削速度 Vc (m/min) :2 2 主軸回転数 Vf (mm/min): 刃当り送り fz (mm/z) : 軸方向切込み ap (mm) : 径方向切込み ae (mm) :120( 最大 ) 12 0( 最大 ) 工具寿命 ( コーナ当り加工部品 ):0 113 工具寿命 ( 分 ) :13 11 工具寿命 1.2 倍! 低動力で静かな切削音! 加工事例 カッターチップ加工部品被削材加工 :412Q40(φ 12 mm) :4R0EM31 20D : 部品 : ダクタイル鋳鉄 : 正面フライス荒 仕上げ加工 他社マルチエッジカッターコロミル 4 刃数 zn :12 14 切削速度 Vc (m/min) :2 2 主軸回転数 Vf (mm/min): 刃当り送り fz (mm/z) : 軸方向切込み ap (mm) : サイクルタイム / 部品 ( 分 ) :3 分 秒 3 分 秒 分加工後加工面 : ( 加工音 切削アクション良好 ) サイクルタイム % 短縮! 切削アクション良好! CM08J/R M
R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,
 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,") 1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
TOOL NEWS B223J
 TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
切削条件表超硬 4 枚刃不等分割不等リードエンドミル 38 /41 刃長 1.5D 型式 外径 一般構造用鋼炭素鋼 (S45C/SS/FC/FCD) (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/
 (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/") 形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
標準在庫品 DIN 332 Form R (R タイプ ) Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN
 Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
Tungsten Carbide End Mills UNIMAX Series
 2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
UNIMAX SERIES VOL18
 長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
製品カタログ_CoroDrill880
 CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
シリンダーヘッド自動車産業向け特注工具
 シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
 2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平
 の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平") フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル DLC VL DLC MILL VL series
 アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MB フルアール MT-R フルアール R/L MS パイプ フルアール チップブレーカ付きフルアールチップ ~ mm フルアール ポジタイプ フラットなフルアールチップ ~ 8mm パイプ突切り専用 ~ 10mm R/L MZ パイ
 チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) PD010/PD ,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A
 PD010/PD ,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A") DC PD010 PD025 DC PD010/PD025 NE PD010 DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) 0 100 80 60 40 20 PD010/PD025 0 200 400 600 800 1,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A 社水素入りDCコーティング
DC PD010 PD025 DC PD010/PD025 NE PD010 DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) 0 100 80 60 40 20 PD010/PD025 0 200 400 600 800 1,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A 社水素入りDCコーティング
S.indd
 チップ材種旋削チップダイヤモンド外径スモールツール内径溝入れ突切りねじ切りドリルソリッドエンドミルミーリングツーリング機器部品技術資料PKセラミック索引 1~36 1~36 2~3 2 2 2 2 4~6 4 4 6 7~19 7 8 10 12 14 19 20~26 20 21 22 25 26 27~28 29~36 30 30 31 31 32 33 34 36 イージーオーダーシステム D
チップ材種旋削チップダイヤモンド外径スモールツール内径溝入れ突切りねじ切りドリルソリッドエンドミルミーリングツーリング機器部品技術資料PKセラミック索引 1~36 1~36 2~3 2 2 2 2 4~6 4 4 6 7~19 7 8 10 12 14 19 20~26 20 21 22 25 26 27~28 29~36 30 30 31 31 32 33 34 36 イージーオーダーシステム D
QCCチャックカタログ.indd
 クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
TOP-Watch_A4_ indd
 アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
2015年度難削材加工実践
 1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
1011複合加工機.indd
 複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
高圧クーラント対応ホルダ JCT シリーズ クーラント効 果で優れた切りくず 処 理と工 具 寿 命を向 上 旋削 外径溝 入れ 突 切り ねじ切りホルダをレパートリー JCT Jet Coolant Through 独自のクーラントホール設計 それぞれの加工内容に適した 独自のクーラント供給構造を
 高圧クーラント対応ホルダ JCT シリーズ 高圧クーラント対応ホルダ JCT シリーズ NEW クーラント効果で優れた切りくず処理と寿命向上を実現 旋削 外径溝入れ 突 切り ねじ切りホルダをレパートリー 高圧対応ホースと継手で簡単接続 外部給油に対して 通 常 圧でも工 具 寿 命と切りくず 処 理を向 上 旋 削 ダブルクランプ -JC T 外径溝 入れ 突 切り KGD-JC T ねじ切り KTN-JC
高圧クーラント対応ホルダ JCT シリーズ 高圧クーラント対応ホルダ JCT シリーズ NEW クーラント効果で優れた切りくず処理と寿命向上を実現 旋削 外径溝入れ 突 切り ねじ切りホルダをレパートリー 高圧対応ホースと継手で簡単接続 外部給油に対して 通 常 圧でも工 具 寿 命と切りくず 処 理を向 上 旋 削 ダブルクランプ -JC T 外径溝 入れ 突 切り KGD-JC T ねじ切り KTN-JC
平成24年度 次世代ものづくり基盤加工技術調査実施方針
 超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
1 ピッチタイプ ネジ加工用 P 2 - 山数 標準 ヘリサート用 外径山数ピッチシャンク径全長 価格 /1 本 P φy 3~4 本 5~6 本 7~8 本 9~10 本 M2.5 φ1.9 10~ ,710 5,590 4,920 4,470 M3 φ2.3 10~
 高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
ミニ インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ ACME
 ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
1
 PAT. SMART DAMPER CATALOG No. R S P I N D L E S Y S T E M 1 加工に合わせて選べる豊富なシリーズ 防振機構内蔵 CKボーリングシリーズ 深穴の荒 仕上げボーリングの高能率加工が可能に EWN32DP EWN100DPが 新たにラインアップ EWN ボーリングヘッド SW ボーリングヘッド CKシャンク ヘッドに防振機構を搭載 ヘッドに防振機構を搭載
PAT. SMART DAMPER CATALOG No. R S P I N D L E S Y S T E M 1 加工に合わせて選べる豊富なシリーズ 防振機構内蔵 CKボーリングシリーズ 深穴の荒 仕上げボーリングの高能率加工が可能に EWN32DP EWN100DPが 新たにラインアップ EWN ボーリングヘッド SW ボーリングヘッド CKシャンク ヘッドに防振機構を搭載 ヘッドに防振機構を搭載
E.indd
 1~50 2~10 11 12~19 12 16 17 18 20~21 20 21 22~36 22 24 28 29 30 33 35 37~39 37 38 39 40~41 40 40 41 42~43 42 43 44~45 44 45 46~47 46 48~50 1 スモールツール( 章 ) 外径加工概要 外径 倣い加工用 93 93 93 95 95 62.5 62.5 AJ- 背面クランプオフセットなし
1~50 2~10 11 12~19 12 16 17 18 20~21 20 21 22~36 22 24 28 29 30 33 35 37~39 37 38 39 40~41 40 40 41 42~43 42 43 44~45 44 45 46~47 46 48~50 1 スモールツール( 章 ) 外径加工概要 外径 倣い加工用 93 93 93 95 95 62.5 62.5 AJ- 背面クランプオフセットなし
KYOCERA_CA025P_kaitei.indd
 NEW 1 Al2O 3 2 () 摩耗量 (mm) 0.30 5 0 0.15 0.10 他社品 A 他社品 B 5 A 29.4 B 42 0.05 Vc = 300 m/min, ap = 1.5 mm, f = 0.3 mm/rev, Wet SCM435 0 10 20 30 40 50 切削時間 ( 分 ) 25.2 ()A 100 A 他社品 A 0 25 50 75 100 Vc =
NEW 1 Al2O 3 2 () 摩耗量 (mm) 0.30 5 0 0.15 0.10 他社品 A 他社品 B 5 A 29.4 B 42 0.05 Vc = 300 m/min, ap = 1.5 mm, f = 0.3 mm/rev, Wet SCM435 0 10 20 30 40 50 切削時間 ( 分 ) 25.2 ()A 100 A 他社品 A 0 25 50 75 100 Vc =
MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min, f=0.25mm/rev 14, 45mm, Wet S50C Vc=120m/min, f=0.3mm/rev 14, 55mm, Wet S50
 高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 動画が見れる スペシャル web サイト DRA MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min,
高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 動画が見れる スペシャル web サイト DRA MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min,
マイクロメータヘッド サイズ比率で見るマイクロメータヘッド一覧 1マス 10mmをイメージ 測定範囲 0 5.0mm 測定範囲 0 13mm 測定範囲 0 15mm MICROMETER HEAD P215 MH-130KD P P
 サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
TR503_DoTriple-Mill.indd
 MillLine Tungaloy Report No. 53-J 3 ACCELERATED MACHINING MillLine 4 8 3 SNMU / SNGU P6P7 SNMU-MJ SNGU-MJ SNGU-MH SNGU-W ONMU / ONGU P8 ONMU-MJ ONGU-MJ ONGU-W RNMU P9 RNMU-MJ MJ - 3 1 - A A A-A 4 DOTRIPLEMILL
MillLine Tungaloy Report No. 53-J 3 ACCELERATED MACHINING MillLine 4 8 3 SNMU / SNGU P6P7 SNMU-MJ SNGU-MJ SNGU-MH SNGU-W ONMU / ONGU P8 ONMU-MJ ONGU-MJ ONGU-W RNMU P9 RNMU-MJ MJ - 3 1 - A A A-A 4 DOTRIPLEMILL
エンドミルの基礎
 エンドミルの基礎 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 切削加工とは何か 切削加工とは? 刃物を加工物に当てて動かし その内部に局部的に発生する大きな応力で破断を起こさせることによって 不要な部分を切りくずとして分離し 所望の形状の新表面をもった製品を作ること a)
エンドミルの基礎 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 切削加工とは何か 切削加工とは? 刃物を加工物に当てて動かし その内部に局部的に発生する大きな応力で破断を起こさせることによって 不要な部分を切りくずとして分離し 所望の形状の新表面をもった製品を作ること a)
TR428_SpinJet.indd
 ToolLine Tungaloy Report No. 428-J SPINJET ACCELERATED MACHINING ToolLine 4! 3 ! -! - n krpm 40 30 20 TJS40K 0.2-1.5 mm TJS30K 1.0-2.5 mm TJS20K 2.0-3.5 mm Vc = 180 m/min - 10 0 1 2 3 4 5 6 ødc (mm) 4
ToolLine Tungaloy Report No. 428-J SPINJET ACCELERATED MACHINING ToolLine 4! 3 ! -! - n krpm 40 30 20 TJS40K 0.2-1.5 mm TJS30K 1.0-2.5 mm TJS20K 2.0-3.5 mm Vc = 180 m/min - 10 0 1 2 3 4 5 6 ødc (mm) 4
ベースライトのスタンダード 色を自然に引き立てる Ra95 スタンダードタイプも光束維持率を向上 HIDタイプは約 6 万時間のロングライフ 1
 ベースライトのスタンダード 色を自然に引き立てる Ra95 スタンダードタイプも光束維持率を向上 HIDタイプは約 6 万時間のロングライフ 1 色を自然に くっきり表現 光束維持率の向上 高演色 タイプ は Ra95と演色性に優れ 商品をくっきりと際立たせます スペクトル制御技術により 肌の色も美しく 自然な色を再現します HIDは光束維持率を70% から80% にアップ 寿命も大幅に伸び 約 60,000
ベースライトのスタンダード 色を自然に引き立てる Ra95 スタンダードタイプも光束維持率を向上 HIDタイプは約 6 万時間のロングライフ 1 色を自然に くっきり表現 光束維持率の向上 高演色 タイプ は Ra95と演色性に優れ 商品をくっきりと際立たせます スペクトル制御技術により 肌の色も美しく 自然な色を再現します HIDは光束維持率を70% から80% にアップ 寿命も大幅に伸び 約 60,000
EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使
 EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使") 新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
普通旋盤作業編 はじめに 厚生労働省においては 若年技能者の人材確保 育成のための事業を進めており その一環として 熟練技能者を ものづくりマイスター として中小企業や工業高校等に派遣し 若年者に対する実技指導等を行っています ものづくりマイスターによる実技指導を効果的なものにするため 現場での指導
 普通旋盤作業編 はじめに 厚生労働省においては 若年技能者の人材確保 育成のための事業を進めており その一環として 熟練技能者を ものづくりマイスター として中小企業や工業高校等に派遣し 若年者に対する実技指導等を行っています ものづくりマイスターによる実技指導を効果的なものにするため 現場での指導に活用するための人材育成マニュアルを作成しています 平成 25 年度以降 中級向けのマニュアルを34
普通旋盤作業編 はじめに 厚生労働省においては 若年技能者の人材確保 育成のための事業を進めており その一環として 熟練技能者を ものづくりマイスター として中小企業や工業高校等に派遣し 若年者に対する実技指導等を行っています ものづくりマイスターによる実技指導を効果的なものにするため 現場での指導に活用するための人材育成マニュアルを作成しています 平成 25 年度以降 中級向けのマニュアルを34
エアチャックカタログ.indd
 エアチャック 超精密エアチャック マイクロセントリックエアチャック 1.27μmの繰り返し精度を誇ります さらにより精度を追及した高精度仕様 ( オプション ) では0.5μmの繰り返し精度です また簡単爪交換 QCタイプ爪では 爪交換時の再現精度が同一チャック内で5μmを実現しています マスターワークでの値です 標準でチャック外径 3/4/6/8/10インチサイズを用意しています また12インチの大型サイズもオプションにて対応可能です
エアチャック 超精密エアチャック マイクロセントリックエアチャック 1.27μmの繰り返し精度を誇ります さらにより精度を追及した高精度仕様 ( オプション ) では0.5μmの繰り返し精度です また簡単爪交換 QCタイプ爪では 爪交換時の再現精度が同一チャック内で5μmを実現しています マスターワークでの値です 標準でチャック外径 3/4/6/8/10インチサイズを用意しています また12インチの大型サイズもオプションにて対応可能です
KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A
 SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A") 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
次世代ものづくりのための複合材料(CFRP)の切削加工技術
の切削加工技術") 複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
No499_1810
 No.499 シリーズ拡張 SERIES EXPANSION フェースミルタイプ HEPTA MILL facemi type HEP-FM 形 φ0~φ200 Size rage: 0-200 mm dia. 高切込み高送りが可能 刃先強度に優れ経済的な 7 角形インサート採用 ボアタイプフライス Facemi type 近日発売 COMING SOON Fig.1 b φdb φd a Lf Fig.2
No.499 シリーズ拡張 SERIES EXPANSION フェースミルタイプ HEPTA MILL facemi type HEP-FM 形 φ0~φ200 Size rage: 0-200 mm dia. 高切込み高送りが可能 刃先強度に優れ経済的な 7 角形インサート採用 ボアタイプフライス Facemi type 近日発売 COMING SOON Fig.1 b φdb φd a Lf Fig.2
技術研究会報告集の書き方
 5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
CAT No O ASZE A.Z AVF S A-ZV あらゆる部分にお客様からのご提案を取り入れさせていただいております
 CT No.729-01-O SZE.Z VF S -ZV あらゆる部分にお客様からのご提案を取り入れさせていただいております Safety & Clean Technology 信頼性の極限値 を追求したフジキンの製品ラインナップです 高性能超小型ガスケット継手 UPG は 精密継手 メーカーとして 長年の経験によって蓄積した 設計ノ ウハウと生産技術を駆使して量産された優れた性 能 品質を有するチューブ継手です
CT No.729-01-O SZE.Z VF S -ZV あらゆる部分にお客様からのご提案を取り入れさせていただいております Safety & Clean Technology 信頼性の極限値 を追求したフジキンの製品ラインナップです 高性能超小型ガスケット継手 UPG は 精密継手 メーカーとして 長年の経験によって蓄積した 設計ノ ウハウと生産技術を駆使して量産された優れた性 能 品質を有するチューブ継手です
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した
 交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
 10 117 5 1 121841 4 15 12 7 27 12 6 31856 8 21 1983-2 - 321899 12 21656 2 45 9 2 131816 4 91812 11 20 1887 461971 11 3 2 161703 11 13 98 3 16201700-3 - 2 35 6 7 8 9 12 13 12 481973 12 2 571982 161703 11
10 117 5 1 121841 4 15 12 7 27 12 6 31856 8 21 1983-2 - 321899 12 21656 2 45 9 2 131816 4 91812 11 20 1887 461971 11 3 2 161703 11 13 98 3 16201700-3 - 2 35 6 7 8 9 12 13 12 481973 12 2 571982 161703 11
0.45m1.00m 1.00m 1.00m 0.33m 0.33m 0.33m 0.45m 1.00m 2
 24 11 10 24 12 10 30 1 0.45m1.00m 1.00m 1.00m 0.33m 0.33m 0.33m 0.45m 1.00m 2 23% 29% 71% 67% 6% 4% n=1525 n=1137 6% +6% -4% -2% 21% 30% 5% 35% 6% 6% 11% 40% 37% 36 172 166 371 213 226 177 54 382 704 216
24 11 10 24 12 10 30 1 0.45m1.00m 1.00m 1.00m 0.33m 0.33m 0.33m 0.45m 1.00m 2 23% 29% 71% 67% 6% 4% n=1525 n=1137 6% +6% -4% -2% 21% 30% 5% 35% 6% 6% 11% 40% 37% 36 172 166 371 213 226 177 54 382 704 216
タップ総合
 1 2 3 4 N NEW タップシリーズ N Tap series ねじ加工に適した高バナジウムハイスの使用により 汎用タップながらも長寿命 高剛性設計で安定ねじ加工を実現 Nスパイラルタップ NSP By using high vanadium HSS, which is suitable for cutting screw threads, even flexibility screw threads
1 2 3 4 N NEW タップシリーズ N Tap series ねじ加工に適した高バナジウムハイスの使用により 汎用タップながらも長寿命 高剛性設計で安定ねじ加工を実現 Nスパイラルタップ NSP By using high vanadium HSS, which is suitable for cutting screw threads, even flexibility screw threads
薄物5面加工に最適なクロスレール固定門形加工機M-VB25シリーズ,三菱重工技報 Vol.52 No.3(2015)
") 工作機械特集技術論文 30 薄物 5 面加工に最適なクロスレール固定門形加工機 M-VB25 シリーズ Development of Vertical Precision Milling Machine Fixed Rail Bridge Type M-VB25 Suitable for 5-face Machining Thin Products *1 市川泰久 *2 粂隆行 Yasuhisa Ichikawa
工作機械特集技術論文 30 薄物 5 面加工に最適なクロスレール固定門形加工機 M-VB25 シリーズ Development of Vertical Precision Milling Machine Fixed Rail Bridge Type M-VB25 Suitable for 5-face Machining Thin Products *1 市川泰久 *2 粂隆行 Yasuhisa Ichikawa
カットピア面取り 皿座ぐりカッタ センター面取り CC45TC16S020Z01R はスポットドリルと面取り機能を兼ねたカッタで 工程短縮が可能です 回転軸とチップ先端の形状により スムーズな切削を可能にします ホルダ 最大径 φ 20 最小径 φ0 単位 (mm) D L d1 d2 l1 ama
 D L d1 d2 l1 ama") カットピア面取り 皿座ぐりカッタ センター面取り CC45TC16S020Z01R はスポットドリルと面取り機能を兼ねたカッタで 工程短縮が可能です 回転軸とチップ先端の形状により スムーズな切削を可能にします ホルダ 最大径 φ 20 最小径 φ0 単位 (mm) D L d1 d2 l1 amax. 刃数スクリューレンチ適用チップ 90 CC45TC16S020Z01R 20 115 20 0
カットピア面取り 皿座ぐりカッタ センター面取り CC45TC16S020Z01R はスポットドリルと面取り機能を兼ねたカッタで 工程短縮が可能です 回転軸とチップ先端の形状により スムーズな切削を可能にします ホルダ 最大径 φ 20 最小径 φ0 単位 (mm) D L d1 d2 l1 amax. 刃数スクリューレンチ適用チップ 90 CC45TC16S020Z01R 20 115 20 0
超硬限界栓 H7 ( 工作用 ) CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP
 CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP") ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ステンレス鋼旋削加工用材種AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning
 産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料
 鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
020460[1-8]
![020460[1-8]](/thumbs/41/22403579.jpg "020460[1-8]") Machine Integraion Coromant Capto ISO 26623 D Y 2 X Z X Z Y X Z Y F T F T F F T L=120 1.5 1.0 12 10 0.5 5.0 0 1000 2000 0 0 500 1000 ISO 40 ISO 50 HSK 100 HSK 63 l 2 105mm 155mm l 2 205mm 225mm 245mm 255mm
Machine Integraion Coromant Capto ISO 26623 D Y 2 X Z X Z Y X Z Y F T F T F F T L=120 1.5 1.0 12 10 0.5 5.0 0 1000 2000 0 0 500 1000 ISO 40 ISO 50 HSK 100 HSK 63 l 2 105mm 155mm l 2 205mm 225mm 245mm 255mm
3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減 焼けを防ぎ ワークの品質を保つ 3M テクノロジー 一粒一粒まで鋭くデザインされた精密成型砥粒を採用しています 砥
 3M TM キュービトロン TM II ベルト製品 Shaping the Future. 3M キュービトロン Ⅱ ベルト製品の新しいラインナップを追加 広がる用途展開 研磨装置や荷重レベルに応じた最適な選定が可能 3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減
3M TM キュービトロン TM II ベルト製品 Shaping the Future. 3M キュービトロン Ⅱ ベルト製品の新しいラインナップを追加 広がる用途展開 研磨装置や荷重レベルに応じた最適な選定が可能 3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減
自動車業界向けに高能率加工を実現した北米向けドライカットホブ盤GE10Aの開発,三菱重工技報 Vol.52 No.3(2015)
") 工作機械特集技術論文 8 自動車業界向けに高能率加工を実現したドライカットホブ盤 GE10A の開発 The Development of High Productive Dry Cut Hobbing Machine GE10A for Automotive Industries *1 石津和幸 *2 廣野陽子 Kazuyuki Ishizu Yoko Hirono *1 一幡浩久 *1 上野勝
工作機械特集技術論文 8 自動車業界向けに高能率加工を実現したドライカットホブ盤 GE10A の開発 The Development of High Productive Dry Cut Hobbing Machine GE10A for Automotive Industries *1 石津和幸 *2 廣野陽子 Kazuyuki Ishizu Yoko Hirono *1 一幡浩久 *1 上野勝
H.indd
 1~38 2 3 4~5 6~17 8 10 12 16 2 21 22 23 25 2 30 30 31 1 18~27 28~32 33~36 34 35 36 Vc π Dm n 1,000 37 37 38 1 ブスピンドルブスピンドル突切りツーリング一覧 ツーリング一覧 小径突切り ( 自動盤用 ) : ~ø16 KGD ( ボルトクランプ ) : ~ ø51 KTKF ( 8) KTKFJCT
1~38 2 3 4~5 6~17 8 10 12 16 2 21 22 23 25 2 30 30 31 1 18~27 28~32 33~36 34 35 36 Vc π Dm n 1,000 37 37 38 1 ブスピンドルブスピンドル突切りツーリング一覧 ツーリング一覧 小径突切り ( 自動盤用 ) : ~ø16 KGD ( ボルトクランプ ) : ~ ø51 KTKF ( 8) KTKFJCT
S 字の切れ味! 強ねじれ刃形による美しい加工面コーナでもびびりにくい高精度加工用インサート High cutting performance by S-shaped cutting edge! High helix edge shape provides a beautiful cutting s
 仕上加工用刃先交換式ボールエンドミル Indexable ball end mill for finishing ABPFN type アルファボールプレシジョン F ABPFN 形 Ball Precision F ABPFN type New Product News No.1606-1 2017-6 S 字の切れ味! 強ねじれ刃形による美しい加工面コーナでもびびりにくい高精度加工用インサート
仕上加工用刃先交換式ボールエンドミル Indexable ball end mill for finishing ABPFN type アルファボールプレシジョン F ABPFN 形 Ball Precision F ABPFN type New Product News No.1606-1 2017-6 S 字の切れ味! 強ねじれ刃形による美しい加工面コーナでもびびりにくい高精度加工用インサート
平成9年度水道事業年報 1概況 2施設
 () (mm) 12 3 31 12 3 31 4 5 6 7 8 9 10 11 12 1 2 3 145,085 146,117 146,352 146,409 146,605 146,685 146,807 147,014 147,002 147,277
() (mm) 12 3 31 12 3 31 4 5 6 7 8 9 10 11 12 1 2 3 145,085 146,117 146,352 146,409 146,605 146,685 146,807 147,014 147,002 147,277
(1行スペース)
") 埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
ACモーター入門編 サンプルテキスト
 技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
電子回路基板のドリル・ルーター加工入門
 電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
EV5GT EV5GT ピッチ :5.0mm ベルト歯形寸法 ベルト呼称例 500-EV5GT-15 プーリ歯形寸法 幅 (mm) タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT EV5GT EV5GT
 タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT EV5GT EV5GT") E Vベルト EV5GT EV5GT ピッチ :5.0mm ベルト歯形寸法 ベルト呼称例 500-EV5GT-15 プーリ歯形寸法 幅 (mm) タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT 185.00 37 225-EV5GT 225.00 45 230-EV5GT 230.00 46 240-EV5GT 240.00 48 245-EV5GT 245.00 49 250-EV5GT
E Vベルト EV5GT EV5GT ピッチ :5.0mm ベルト歯形寸法 ベルト呼称例 500-EV5GT-15 プーリ歯形寸法 幅 (mm) タイプ記号 ピッチ周長 (mm) ベルトサイズ一覧表 185-EV5GT 185.00 37 225-EV5GT 225.00 45 230-EV5GT 230.00 46 240-EV5GT 240.00 48 245-EV5GT 245.00 49 250-EV5GT
eco|mate 防水プラスチックコネクタ
 Amphenol RoHS eco mate m 3 4 5 6 8 9 10 11 13 C16-1 eco mate m 14 15 2 Amphenol PE C16-1 3+PE 4 6+PE 7 IP67 RoHS 6mm 12.5mm C16-1 6+PE DIN 9684-1 VDE SEV UL 3+PE, 400 V, 16 A 6+PE, 250 V, 10 A 3+PE, 400
Amphenol RoHS eco mate m 3 4 5 6 8 9 10 11 13 C16-1 eco mate m 14 15 2 Amphenol PE C16-1 3+PE 4 6+PE 7 IP67 RoHS 6mm 12.5mm C16-1 6+PE DIN 9684-1 VDE SEV UL 3+PE, 400 V, 16 A 6+PE, 250 V, 10 A 3+PE, 400
Microsoft Word - kojima.doc
 小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
Micro Fans & Blowers Innovation in Motion マイクロファン & ブロワー 有限会社シーエス技研 PTB 事業部東京オフィス 千葉県市原市辰巳台西
 www.pelonistechnologies.com Innovation in Motion マイクロファン & ブロワー 有限会社シーエス技研 PTB 事業部東京オフィス 290-0004 千葉県市原市辰巳台西 4-13-1-9-1 104-0041 東京都中央区新富 1-5-5-406 Tel:0436-98-2341 Fax:0436-98-2336 Tel:03-3206-6832 Fax:03-3206-6829
www.pelonistechnologies.com Innovation in Motion マイクロファン & ブロワー 有限会社シーエス技研 PTB 事業部東京オフィス 290-0004 千葉県市原市辰巳台西 4-13-1-9-1 104-0041 東京都中央区新富 1-5-5-406 Tel:0436-98-2341 Fax:0436-98-2336 Tel:03-3206-6832 Fax:03-3206-6829
TOOLS NEWS B028J
 TOOS NEWS 2015.11 B028J AJX 3775321, 4449895, 4729894, 4774689 1260214, 1263635 MP61 MP71 MP91 AJX AJX 2 1.5 1 0.5 0 AJX 08 09 06 12 14 1 2 3 (mm/tooth) RE % $ AJX 1 AJX APMX x 1 pass APMX x 3 pass APMX
TOOS NEWS 2015.11 B028J AJX 3775321, 4449895, 4729894, 4774689 1260214, 1263635 MP61 MP71 MP91 AJX AJX 2 1.5 1 0.5 0 AJX 08 09 06 12 14 1 2 3 (mm/tooth) RE % $ AJX 1 AJX APMX x 1 pass APMX x 3 pass APMX
日本キスラーセミナー 平成22年12月9日(木)
") 平成 23 年 9 月星技術研究所 機械加工の振動解析 最近の診断解析ツールと安定ポケット理論の実用 星技術研究所所長 豊橋技術科学大学名誉教授星鉄太郎 1. はじめに 表 1 切削加工中に生じる振動の種類 I 強制振動 切削加工に生じる有害な振動には いろいろ発生の仕組みが異なるものがあります IA 力外乱形強制振動 振動を防ぐには それが発生している仕組 みを診断解析して正しく判定することが大切な最初の要件であります
平成 23 年 9 月星技術研究所 機械加工の振動解析 最近の診断解析ツールと安定ポケット理論の実用 星技術研究所所長 豊橋技術科学大学名誉教授星鉄太郎 1. はじめに 表 1 切削加工中に生じる振動の種類 I 強制振動 切削加工に生じる有害な振動には いろいろ発生の仕組みが異なるものがあります IA 力外乱形強制振動 振動を防ぐには それが発生している仕組 みを診断解析して正しく判定することが大切な最初の要件であります
Microsoft PowerPoint - hetero_koen_abe.ppt
 ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
新しいニッケルコーティングホルダ マシニングセンタ用ねじ切り工具の新商品 VARDEX 多刃インサート交換式スレッドミル (MiTM) は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ
 は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ") 高速スレッドミーリングシステム メトリック 新しいニッケルコーティングホルダ マシニングセンタ用ねじ切り工具の新商品 VARDEX 多刃インサート交換式スレッドミル (MiTM) は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ スタンダード コニカル MiTM 9 (A) 小径加工用
高速スレッドミーリングシステム メトリック 新しいニッケルコーティングホルダ マシニングセンタ用ねじ切り工具の新商品 VARDEX 多刃インサート交換式スレッドミル (MiTM) は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ スタンダード コニカル MiTM 9 (A) 小径加工用
1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質
 第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
Walter Cut – 溝入れ加工をより簡単に。
 製品紹介 溝入れ 突切り加工 _ 溝入れ加工のコンピテンス Walte Cut 溝入れ加工をより簡単に Walte Cut 溝入れ加工をより簡単に 目次 2 Walte Cut レパートリーの説明 Walte Cut 工具 2 Tige tec Silve チップ材種 12 Walte Cut チップブレーカー 16 20 Walte Cut チップ 型番コード説明 20 Walte Select
製品紹介 溝入れ 突切り加工 _ 溝入れ加工のコンピテンス Walte Cut 溝入れ加工をより簡単に Walte Cut 溝入れ加工をより簡単に 目次 2 Walte Cut レパートリーの説明 Walte Cut 工具 2 Tige tec Silve チップ材種 12 Walte Cut チップブレーカー 16 20 Walte Cut チップ 型番コード説明 20 Walte Select
孟鋼鉃 製品サイス 一覧 2-1 鋼 - 特殊鋼 - 構造用合金鋼 サイス ( 径 ) 概算重量 S25C S35C S45C S55C SCM415H SCM435H SCM440H ( kg /m) 1.04 S55C は全サイス 取寄せ S45C/SCM4
 概算重量 S25C S35C S45C S55C SCM415H SCM435H SCM440H ( kg /m) 1.04 S55C は全サイス 取寄せ S45C/SCM4") 取扱い鋼種サイス 表 取扱い鋼種サイス 表 について 鋼種サイス は流動的な部分も有る為 詳しくは弊社までお問い合わせ頂ければ幸いです ( 記載順 ) 鋼 - 特殊鋼 - 構造用合金鋼 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 平 ) 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 角 ) 鋼管 -- ハ イフ STKR400 鉄 - 普通鋼 - コラム 鋼管 -- カ ス管 鋼管 -- 特殊角ハ
取扱い鋼種サイス 表 取扱い鋼種サイス 表 について 鋼種サイス は流動的な部分も有る為 詳しくは弊社までお問い合わせ頂ければ幸いです ( 記載順 ) 鋼 - 特殊鋼 - 構造用合金鋼 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 平 ) 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 角 ) 鋼管 -- ハ イフ STKR400 鉄 - 普通鋼 - コラム 鋼管 -- カ ス管 鋼管 -- 特殊角ハ