<4D F736F F F696E74202D F837A E F8CA48B EF E83932E >
|
|
|
- もえり うるしはた
- 7 years ago
- Views:
Transcription




1 Ti, Al 合金製航空機部品のホットスタンピング 横浜国立大学前野智美 大型旅客機 CFRP+ アルミニウム合金チタン合金継手 リージョナルジェットアルミニウム合金 7 系,2 系,6 系熱処理型アルミニウム合金 ジェットエンジンチタン合金 航空機輸送推移とジェット旅客機需要予測 一般財団法人日本航空機開発協会 : 民間航空機に関する市場予測 より 輸送需要拡大退役機体 航空機需要 : 大
2 Ti, Al 合金製航空機部品のホットスタンピング チタン合金の通電加熱ホットスタンピング 熱処理型アルミニウム合金のホットスタンピング チタン合金の通電加熱ホットスタンピング 炉加熱 油圧プレス 金型 金型加熱 : 数十分 板材加熱 : 数分 成形 : 数分 金型冷却 : 数十分 金型の加熱 : 要加熱時間 : 数分酸化スケール : 大段取時間長大 通電加熱 サーボプレス上型電極下型 抵抗加熱 : 数秒 成形 : 数秒 金型の加熱 : 不要加熱時間 : 数秒酸化スケール : 小段取時間小
3 Ti-6Al-4V チタン合金板の高温引張試験結果 Al V Fe O C N H Ti 加熱 :1 C/min,1 分保持.4<.2<.8<.5<.15 < β 変態 8 Balance 引張強さ [MPa] 引張強さ Elongation 試験温度 [ C] 全伸び [%] 6Al-4V チタン合金板の電気抵抗率と温度の関係 3 電気抵抗率 [μω cm] 均一加熱に対する自己制御性が低い 6Al-4Vチタン合金板鋼板温度の低いところを電気は通ろうとする 温度 [ ]


4 通電加熱ハット曲げ成形装置 金型材質 :SKD61( 焼入れ 焼戻し ) 電極間距離 :12mm 電極押え力 :4MPa 試験片 :6Al-4V チタン合金 (13 L, 2 W, 1.2 t ) 電極押え 37.2 板押え パンチ 2 銅電極 ダイス 絶縁体 4 通電加熱ハット曲げ成形の様子 パンチ ダイス 試験片 電極押え 電流密度 :12.5 A/mm 2 通電時間 :7.21s 下死点保持時間 :3.s






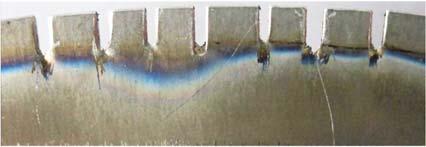
5 通電加熱曲げ成形の様子 ハット曲げ成形品外観 冷間, 破断 炉加熱 (T=9 ), 酸化スケール大 通電加熱 (T=9 ), 酸化スケール小
6 最大成形荷重に及ぼす加熱温度の影響 8 破断 最大成形荷重 [kn] 加熱温度 T [ ] スプリングバック角度に及ぼす加熱温度の影響 スプリングバック角度 θ [ ] 加熱温度 T [ ]
 以上に加熱 素板 針状 α 組織疲労強度が低下")


7 通電加熱ハット曲げ成形品組織観察 等軸状 α 組織 変態点 (995 ) 以上に加熱 素板 針状 α 組織疲労強度が低下 T= 9 T= 15 成形範囲が限られた製品への部分加熱の応用 CFRP の継手部品 部分的な成形 ジョッグル曲げ 成形範囲小 CFRP Ti 合金 変形する部分のみ加熱 部分通電加熱 CFRP 電極押え 加熱 板材 上型 銅電極 2.5 搬送 3s 電極間長さ l 下型
 L =75 mm ジョッグル曲げされた6Al-4Vチタン合金板の長手方向の表面形状 板材上面の高さ h [mm]")

8 L=2 および 75mm においてジョッグル曲げされた 6Al- 4V チタン合金板 酸化 (a) L = 2 mm (b) L =75 mm ジョッグル曲げされた6Al-4Vチタン合金板の長手方向の表面形状 板材上面の高さ h [mm] h x L = 75 mm L = 2 mm 湾曲 冷間成形 金型 板材長手方向の測定位置 x [mm] 変形の必要な部分のみの選択加熱によって 熱収縮によるゆがみ低減


9 通電加熱底部曲面 U 曲げ 底角部割れ 成形品 (T = 85 ) 電極への熱伝導による非加熱部 非加熱部による拘束 板材 熱伝導 電極 底角部に変形が集中 非加熱部スリットによる底角部割れ防止 5 5 割れなし
 設備 金型費 ランニングコストの削減")

10 脱酸化被膜コストの削減 高温に曝される時間が少ない (1サイクル1 数分から1 秒以下に ) 設備 金型費 ランニングコストの削減 設備の高温化対策が不要 金型は加熱されないので 耐熱鋼は不要 金型のメンテナンスが容易金型が冷めるまで待つ必要がない 潤滑剤 耐酸化防止剤をほとんど使用しない

11 Ti, Al 合金製航空機部品のホットスタンピング チタン合金の通電加熱ホットスタンピング 熱処理型アルミニウム合金のホットスタンピング 熱処理型アルミニウム航空機部品のホットスタンピング 熱処理型アルミニウム合金 6xxx: 自動車, 航空機等 2xxx: 航空機 7xxx: 航空機 Die ゆがみ 高コスト ゆがみ除去 焼鈍材 冷間プレス 溶体化処理 低温保管 矯正プレス 人工時効 目的 成形後の溶体化処理の省略 冷間矯正プレスの省略
 溶体化処理 Aston Martin")




12 溶体化処理を行うホットスタンピング (Heat, Form and Quench; HFQ) 溶体化処理 Aston Martin DB11 6 系合金フロントピラー 加熱 ホットスタンピング & 金型急冷 人工時効 温度 溶体化処理温度 時間 Lin J et al., Process for forming metal alloy sheet components. Patent application, WO A2. 25 航空機部品の厳しい品質管理 せん断面の除去 ( エッジを研磨 ) 全品探傷検査 熱間成形 材質影響大加工条件の厳密な管理等 加熱 ホットスタンピング & ダイクエンチ 人工時効 温度 溶体化処理温度 成形中の熱処理は NG 時間 26
13 熱処理型アルミニウム合金の急速加熱を用いたホットスタンピング 通電加熱 炉加熱 電流 or (a) T4 材 (b) 溶体化処理温度以下の急速加熱 (c) ホットスタンピング (d) 人工時効 溶体化処理温度 温度 (b) (c) (d) 人工時効 溶体化処理 低温保管 矯正プレス T4 材 時間 27 通電加熱を用いた熱間ハット曲げ方法 A224-T4 A661-T4 13mm 2mm 1.3mm 電極押さえ パンチ 板押え 37.2 電極 ダイス ホットスタンピングにおける加熱条件 加熱方法 加熱温度 T [ C] 加熱時間 [s] 加熱速度 [ C/s] 通電加熱 電気炉 人工時効条件 板材 温度 [ C] 時間 [h] A A


, Materials Science and Engineering A")
14 冷間およびホットスタンピングでハット曲げされた A224-T4 アルミニウム合金板 T = 2 C スプリングバック大 T = 4 C 破断 T = 5 C ( 溶体化処理温度以上 ) 29 T = 5 C において板材の圧延方向に沿った割れ 割れ AA224 穴広げ 45 C 493 C ブランクの圧延方向に沿って生じた割れ 粒界割れ 赤熱脆性 493 C Wang L et al. (211), Materials Science and Engineering A 528(6):








15 スプリングバック角度と加熱温度の関係 スプリングバック角度 θ [ ] A224, 冷間 A224 A661, 冷間 A 加熱温度 T [ C] θ 31 T = 4 C においてハット曲げされた板材の側壁表面 無潤滑 A224 グラファイト 無潤滑 A661 グラファイト Galling Galling 5 mm 板幅方向に測定した荒さ ( ブランク :.42 μmra) 6. μmra.43 μmra 2.9 μmra.4 μmra 32
![加熱温度が人工時効後の硬さに及ぼす影響 18 16 14 12 1 8 6 4 2 Vickers hardness [HV5] 18 16 14 12 1 8 6 4 2 A224, 冷間 A224, 炉加熱, 42s A224, 通電加熱 A224-T6 A661, 通電加熱 A224-T4 A661-T6 A661, cold A661-T4 A661, 炉加熱, 42s 炉加熱 :](/docs-images/97/134329286/images/16-0.jpg "人工時効で硬度上昇しない 1 2 3 4 5 6 Heating temperature T [ C] 測定部 33 4 の炉加熱において加熱時間が人工時効後の硬さに及ぼす影響 18 16 14 12 1 8 6 4 2 ビッカース硬さ [HV5] 18 16 14 12 1 8 6 4 2 A224, 通電加熱 5 炉加熱 A661, 通電加熱 A224, 炉加熱 5 1 15 2 25 3")
16 加熱温度が人工時効後の硬さに及ぼす影響 Vickers hardness [HV5] A224, 冷間 A224, 炉加熱, 42s A224, 通電加熱 A224-T6 A661, 通電加熱 A224-T4 A661-T6 A661, cold A661-T4 A661, 炉加熱, 42s 炉加熱 : 人工時効で硬度上昇しない Heating temperature T [ C] 測定部 33 4 の炉加熱において加熱時間が人工時効後の硬さに及ぼす影響 ビッカース硬さ [HV5] A224, 通電加熱 5 炉加熱 A661, 通電加熱 A224, 炉加熱 加熱時間 [s] A661, 炉加熱 A224-T6 A224-T4 A661-T6 A661-T4 34
17 まとめ チタン合金の通電加熱ホットスタンピング チタン合金のプレス成形に通電加熱を応用することによって, 生産性, 段取り性が飛躍的に向上した. また, 加熱時間が短縮されたため, 酸化層が薄くなり, その除去行程も簡略化が可能となった. 金型に耐熱合金が必要なくなり, 金型コスト, 金型加工コストが大幅に低減された. 熱処理型アルミニウム合金のホットスタンピング 熱処理型アルミニウム合金において, 時効硬化している材料をブランクに採用し短時間に加熱してホットスタンピングするプロセスを開発し, 成形後の溶体化処理を省略した. 加熱時間を制限することによって溶体化処理なしに人工時効で強度を向上することができた. 資料を提供くださいました株式会社吉増製作所に感謝いたします
Microsoft PowerPoint - スマートホットスタンピング9.pptx
 超高強度鋼部材のホットスタンピングの研究開発動向 豊橋技術科学大学森謙一郎 http://plast.me.tut.ac.jp/ kg 軽量 :1km/l 燃費向上 軽量材料の成形 超高張力鋼板 (7.8) アルミニウム (2.7), マグネ (1.8), チタン (4.5) 超高張力鋼板の自動車部材への適用 超高張力鋼板 :1GPa 以上 高張力鋼板の冷間成形におけるスプリングバック及び低い成形性
超高強度鋼部材のホットスタンピングの研究開発動向 豊橋技術科学大学森謙一郎 http://plast.me.tut.ac.jp/ kg 軽量 :1km/l 燃費向上 軽量材料の成形 超高張力鋼板 (7.8) アルミニウム (2.7), マグネ (1.8), チタン (4.5) 超高張力鋼板の自動車部材への適用 超高張力鋼板 :1GPa 以上 高張力鋼板の冷間成形におけるスプリングバック及び低い成形性
Microsoft PowerPoint - hetero_koen_abe.ppt
 ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
板鍛造 板鍛造成形の問題点 厚板材に複雑な板厚分布を成形 サーボプレスを用いた荷重振動鍛造 サーボモータ 薄板の圧縮 荷重大 機能部品 精度 つぶし だれ クランク スライド位置 成形途中における除荷振動 摩擦大 クランク式サーボプレス クランク 時間 AC サーボプレス フリーモーション 荷重振動
 サーボプレスを用いた摩擦を低減する荷重振動鍛造 豊橋技術科学大学前野智美 摩擦の影響が厳しくなる板鍛造において, サーボプレスを応用した摩擦を低減する荷重振動鍛造を紹介する. 荷重低減メカニズム, 荷重低減および形状精度向上の事例について紹介する. その他, サーボプレスを応用した研究についても紹介する. 板鍛造 サーボプレスを用いた摩擦を低減する荷重振動鍛造 豊橋技術科学大学前野智美 摩擦を低減する荷重振動鍛造
サーボプレスを用いた摩擦を低減する荷重振動鍛造 豊橋技術科学大学前野智美 摩擦の影響が厳しくなる板鍛造において, サーボプレスを応用した摩擦を低減する荷重振動鍛造を紹介する. 荷重低減メカニズム, 荷重低減および形状精度向上の事例について紹介する. その他, サーボプレスを応用した研究についても紹介する. 板鍛造 サーボプレスを用いた摩擦を低減する荷重振動鍛造 豊橋技術科学大学前野智美 摩擦を低減する荷重振動鍛造
Microsoft PowerPoint - マグネ協会.ppt
 マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
EOS: 材料データシート(アルミニウム)
") EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
平成22年度事故情報収集調査結果について(概要速報)
") Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
Microsoft PowerPoint - スマートホットスタンピング8.pptx
 ホットスタンピングの現状と課題 豊橋技術科学大学森謙一郎 http://plast.me.tut.ac.jp/ kg 軽量 :1km/l 燃費向上電気自動車では非常に重要 軽量材料の成形 超高張力鋼板 (7.8) アルミニウム (2.7), マグネ (1.8), チタン (4.5) 1. ホットスタンピング 2. 材料, 酸化防止 3. 加熱 4. プレス成形 5. ダイクエンチ 6. 後加工 7.
ホットスタンピングの現状と課題 豊橋技術科学大学森謙一郎 http://plast.me.tut.ac.jp/ kg 軽量 :1km/l 燃費向上電気自動車では非常に重要 軽量材料の成形 超高張力鋼板 (7.8) アルミニウム (2.7), マグネ (1.8), チタン (4.5) 1. ホットスタンピング 2. 材料, 酸化防止 3. 加熱 4. プレス成形 5. ダイクエンチ 6. 後加工 7.
Microsoft PowerPoint - 授業塑性加工.pptx
 ー塑性加工の先端研究ー自動車を軽量化する高張力鋼板のプレス成形技術 自動車部品の塑性加工 豊橋技術科学大学機械工学系森謙一郎 自動車産業と密接な関係大量生産, 金属部品 塑性加工 : 金属素材を金型で塑性変形させて所定の形状に成形 塑性加工の特徴 利点 材料損失が少ない 生産性が高い 材質が改善される 4 輪車の国別生産 欠点 少量生産には適さない 切削加工よりも精度が少し低い 省石油 ( 低エミッション
ー塑性加工の先端研究ー自動車を軽量化する高張力鋼板のプレス成形技術 自動車部品の塑性加工 豊橋技術科学大学機械工学系森謙一郎 自動車産業と密接な関係大量生産, 金属部品 塑性加工 : 金属素材を金型で塑性変形させて所定の形状に成形 塑性加工の特徴 利点 材料損失が少ない 生産性が高い 材質が改善される 4 輪車の国別生産 欠点 少量生産には適さない 切削加工よりも精度が少し低い 省石油 ( 低エミッション
Microsoft PowerPoint - スマートホットスタンピング6 - コピー.pptx
 超 高 強 度 鋼 部 材 のホットスタンピング 豊 橋 技 術 科 学 大 学 森 謙 一 郎 http://plast.me.tut.ac.jp/ 1kg 軽 量 :1km/l 燃 費 向 上 電 気 自 動 車 では 非 常 に 重 要 軽 量 材 料 の 成 形 超 高 張 力 鋼 板 (7.8) アルミニウム(2.7),マグネ(1.8), チタン(4.5) 超 高 張 力 鋼 板 の 自
超 高 強 度 鋼 部 材 のホットスタンピング 豊 橋 技 術 科 学 大 学 森 謙 一 郎 http://plast.me.tut.ac.jp/ 1kg 軽 量 :1km/l 燃 費 向 上 電 気 自 動 車 では 非 常 に 重 要 軽 量 材 料 の 成 形 超 高 張 力 鋼 板 (7.8) アルミニウム(2.7),マグネ(1.8), チタン(4.5) 超 高 張 力 鋼 板 の 自
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は
 は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は") HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
古河電工時報 第137号(2018年2月)
") 特集 OneF 自動車 Development of High Strength Aluminum Alloy Wire 吉田祥 * Sho Yoshida 関谷茂樹 * Shigeki Sekiya 水戸瀬賢悟 * Kengo Mitose 概要 産業電線用のを行った Al-Mg-Si 系合金において,Mg 及び Si の添加量が, 導電率, 引張り強さ及び伸びに与える影響を調査し, 比較的細い径の電線においても実用に耐えうる特性を得ることを目的にMg
特集 OneF 自動車 Development of High Strength Aluminum Alloy Wire 吉田祥 * Sho Yoshida 関谷茂樹 * Shigeki Sekiya 水戸瀬賢悟 * Kengo Mitose 概要 産業電線用のを行った Al-Mg-Si 系合金において,Mg 及び Si の添加量が, 導電率, 引張り強さ及び伸びに与える影響を調査し, 比較的細い径の電線においても実用に耐えうる特性を得ることを目的にMg
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社
 TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社") DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
Japanese nuclear policy and its effect on EAGLE project
 2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
2018 年 8 月 23 日 JASMiRT 第 2 回国内ワークショップ 3 既往研究で取得された関連材料特性データの現状 - オーステナイト系ステンレス鋼の超高温材料特性式の開発 - 鬼澤高志 下村健太 加藤章一 若井隆純 日本原子力研究開発機構 背景 目的 (1/2) 福島第一原子力発電所の事故以降 シビアアクシデント時の構造健全性評価が求められている 構造材料の超高温までの材料特性が必要
<4D F736F F D204A534D4582B182EA82DC82C582CC92B28DB88FF38BB54E524195F18D E90DA8B4B8A69816A5F F E646F63>
 JSME 発電用原子力設備規格溶接規格 (JSME S NB1-2012 年版 /2013 年追補 ) 正誤表 (1/6) 2014 年 12 月 1-47 N-8100 非破壊試験 N-8100 非破壊試験 (1) N-8050(1) 及び N-8130(2) の非破壊試験は, 次の各号によらなければならない 2) 3) 4) N-8100 非破壊試験 2010 年 (1) N-8050 及び N-8130(2)
JSME 発電用原子力設備規格溶接規格 (JSME S NB1-2012 年版 /2013 年追補 ) 正誤表 (1/6) 2014 年 12 月 1-47 N-8100 非破壊試験 N-8100 非破壊試験 (1) N-8050(1) 及び N-8130(2) の非破壊試験は, 次の各号によらなければならない 2) 3) 4) N-8100 非破壊試験 2010 年 (1) N-8050 及び N-8130(2)
研修コーナー
 l l l l l l l l l l l α α β l µ l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l
l l l l l l l l l l l α α β l µ l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l

ミガキ ( 丸鋼 ) は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (
 は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (") ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質
 第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
熱処理油カタログ.xls
 真空焼入油 真空浸炭焼入油 V-1600S V-1700S V-1900S 809XVC V-2100H V-2500 V-2900 V-3500 16.7±2.5 16.2±2.5 24.7±2.3 8.0±2.0 8.4±2.0 12.10±2.0 18.56±2.0 32.00±2.0 消防法特性 0.134~0.146 3 石 特に焼入性を必要とする処理品に良好 冷却性能が高い 0.146~0.157
真空焼入油 真空浸炭焼入油 V-1600S V-1700S V-1900S 809XVC V-2100H V-2500 V-2900 V-3500 16.7±2.5 16.2±2.5 24.7±2.3 8.0±2.0 8.4±2.0 12.10±2.0 18.56±2.0 32.00±2.0 消防法特性 0.134~0.146 3 石 特に焼入性を必要とする処理品に良好 冷却性能が高い 0.146~0.157
Microsoft PowerPoint - 板鍛造.pptx
 板 鍛 造 技 術 の 現 状 と 将 来 展 望 豊 橋 技 術 科 学 大 学 森 謙 一 郎 切 削 から 板 鍛 造 への 置 換 え ネットシェイプ 成 形 コスト 低 減 : 生 産 性 向 上 板 材 棒 材 板 成 形 切 削 焼 入 れ 焼 入 れ 成 形 品 (a) 切 削 (b) 板 鍛 造 サイベックコー ポレーション ビレット 鍛 造 と 板 鍛 造 板 鍛 造 と 板 成
板 鍛 造 技 術 の 現 状 と 将 来 展 望 豊 橋 技 術 科 学 大 学 森 謙 一 郎 切 削 から 板 鍛 造 への 置 換 え ネットシェイプ 成 形 コスト 低 減 : 生 産 性 向 上 板 材 棒 材 板 成 形 切 削 焼 入 れ 焼 入 れ 成 形 品 (a) 切 削 (b) 板 鍛 造 サイベックコー ポレーション ビレット 鍛 造 と 板 鍛 造 板 鍛 造 と 板 成
3D プリンタにより作製した樹脂部品の強度に関する研究 尾形正岐 阿部治 長田和真 西村通喜 山田博之 渡辺誠 Study on Strength of Resin Materials Processed by Fused Deposition Modeling Printer Masaki OGA
 3D プリンタにより作製した樹脂部品の強度に関する研究 尾形正岐 阿部治 長田和真 西村通喜 山田博之 渡辺誠 Study on Strength of Resin Materials Processed by Fused Deposition Modeling Printer Masaki OGATA, Osamu ABE, Kazuma OSADA, Michiyoshi NISHIMURA,
3D プリンタにより作製した樹脂部品の強度に関する研究 尾形正岐 阿部治 長田和真 西村通喜 山田博之 渡辺誠 Study on Strength of Resin Materials Processed by Fused Deposition Modeling Printer Masaki OGATA, Osamu ABE, Kazuma OSADA, Michiyoshi NISHIMURA,
表 1 供試材の化学成分 Table 1 Chemical composition of steels 図 2 実験方法 Fig. 2 Experimental method 図 4 開発鋼の CCT 線図 Fig. 4 CCT diagram of the developed steel 図 3
 特集 : 自動車用材料 技術 FEATURE : New Materials and Technologies for Automobiles ( 技術資料 ) 高生産性ホットスタンプ用鋼板 Steel Sheets for Highly Productive Hot Stamping 濵本紗江 Sae HAMAMOTO 大森裕之 Hiroyuki OMORI 浅井達也 Tatsuya ASAI 水田直気
特集 : 自動車用材料 技術 FEATURE : New Materials and Technologies for Automobiles ( 技術資料 ) 高生産性ホットスタンプ用鋼板 Steel Sheets for Highly Productive Hot Stamping 濵本紗江 Sae HAMAMOTO 大森裕之 Hiroyuki OMORI 浅井達也 Tatsuya ASAI 水田直気
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR
 BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型寿命向上や金型維持費の低減を共に達成することができます 又 金型の使用時の硬さを高めることにより金型寿命を高めることができます この様な特徴をもった工具鋼を採用することは金型寿命の向上の他に下記の利点があります
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型寿命向上や金型維持費の低減を共に達成することができます 又 金型の使用時の硬さを高めることにより金型寿命を高めることができます この様な特徴をもった工具鋼を採用することは金型寿命の向上の他に下記の利点があります
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR
 BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型の寿命向上や金型維持費の低減を共に達成することができます また 金型の使用時の硬さを高めることにより金型寿命を高めることができます
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型の寿命向上や金型維持費の低減を共に達成することができます また 金型の使用時の硬さを高めることにより金型寿命を高めることができます
製品紹介 山陽のダイカスト金型用鋼シリーズ Sanyo Special Steel s Tool Steels for Die Casting 1. はじめに近年 自動車の燃費向上や電子機器部品の小型化 多機能化を目的に 軽さ 電磁波シ ルド性 放熱性 リサイクル性等に優れるアルミ合金やマグネシウム
 製品紹介 Sanyo Special Steel s Tool Steels for Die Casting 1. はじめに近年 自動車の燃費向上や電子機器部品の小型化 多機能化を目的に 軽さ 電磁波シ ルド性 放熱性 リサイクル性等に優れるアルミ合金やマグネシウム合金を車体や筐体に適用する事例が増えてきている 1)-5) これらは主にダイカスト (Die Casting) と呼ばれる方法で製造されている
製品紹介 Sanyo Special Steel s Tool Steels for Die Casting 1. はじめに近年 自動車の燃費向上や電子機器部品の小型化 多機能化を目的に 軽さ 電磁波シ ルド性 放熱性 リサイクル性等に優れるアルミ合金やマグネシウム合金を車体や筐体に適用する事例が増えてきている 1)-5) これらは主にダイカスト (Die Casting) と呼ばれる方法で製造されている
工業材料学
 第 7 章アルミニウムおよびチタン 目的 アルミニウムおよびチタンの組織, 特性および熱処理に関する基本的事項を理解するとともに, 各材料の特徴を把握する. 7.1 アルミニウム 7.1.1 アルミニウムの種別 7.1.2 溶体化 時効処理 7.2 チタン 7.2.1 チタンの種別 7.2.2 微視組織と熱処理 7.2.3 チタン産業の現状 演習問題 7.1 アルミニウム (aluminum) 7.1.1
第 7 章アルミニウムおよびチタン 目的 アルミニウムおよびチタンの組織, 特性および熱処理に関する基本的事項を理解するとともに, 各材料の特徴を把握する. 7.1 アルミニウム 7.1.1 アルミニウムの種別 7.1.2 溶体化 時効処理 7.2 チタン 7.2.1 チタンの種別 7.2.2 微視組織と熱処理 7.2.3 チタン産業の現状 演習問題 7.1 アルミニウム (aluminum) 7.1.1
Furukawa-Sky Review No.9(April 2013)
") 製品紹介 Products 金型用アルミニウム合金 アルクイン 300 Aluminum Alloy For Molds ALQUEEN 300 1. はじめに 7XXX Al-Cu-Zn-MgA7075- T651 300 300 2. アルクイン 300 の特徴 2.1 化学成分表 1 300 JIS A7075 Cu Si 2.2 特性表 2 表 3 300 S55C 300 1/3 300
製品紹介 Products 金型用アルミニウム合金 アルクイン 300 Aluminum Alloy For Molds ALQUEEN 300 1. はじめに 7XXX Al-Cu-Zn-MgA7075- T651 300 300 2. アルクイン 300 の特徴 2.1 化学成分表 1 300 JIS A7075 Cu Si 2.2 特性表 2 表 3 300 S55C 300 1/3 300
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料
 鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
00熱間圧延軟鋼板及び鋼帯-技術資料.indd
 To k y o S t e e l M a n u f a c t u r i n g C o., L t d. 熱間圧延軟鋼板及び鋼帯技術資料 SPHC材の成形性 疲労特性 スポット溶接性 Steel sheets Hot rolled coils 2015.06.01 INDEX 1. 3 2. 5 3. 6 3.1. 6 3.2. 7 3.3. 11 3.4. 13 3.5. 15 3.5.1.
To k y o S t e e l M a n u f a c t u r i n g C o., L t d. 熱間圧延軟鋼板及び鋼帯技術資料 SPHC材の成形性 疲労特性 スポット溶接性 Steel sheets Hot rolled coils 2015.06.01 INDEX 1. 3 2. 5 3. 6 3.1. 6 3.2. 7 3.3. 11 3.4. 13 3.5. 15 3.5.1.
Microsoft PowerPoint - 第8章 [互換モード]
![Microsoft PowerPoint - 第8章 [互換モード]](/thumbs/88/117182543.jpg "Microsoft PowerPoint - 第8章 [互換モード]") 第 8 章クリープと環境強度 目的 クリープ現象および環境強度に関する基本的な事項を理解する. 8.1 クリープ 8.1.1 クリープの重要性 8.1.2 事例紹介 8.1.3 クリープ曲線 8.1.4 クリープの機構 8.1.5 変形機構図 8.2 環境強度 8.2.1 温度の影響 8.2.2 環境の影響 8.1 クリープ 8.1.1 クリープの重要性 クリープ (creep) 材料に一定荷重を加えたまま,
第 8 章クリープと環境強度 目的 クリープ現象および環境強度に関する基本的な事項を理解する. 8.1 クリープ 8.1.1 クリープの重要性 8.1.2 事例紹介 8.1.3 クリープ曲線 8.1.4 クリープの機構 8.1.5 変形機構図 8.2 環境強度 8.2.1 温度の影響 8.2.2 環境の影響 8.1 クリープ 8.1.1 クリープの重要性 クリープ (creep) 材料に一定荷重を加えたまま,
13G G 標準一般 試験法単位条件 DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET 密度 ISO 1183 g/cm
 標準一般長期耐熱性長期耐熱性 1500 1700S 9400S 1502S 1702 TR161 TR382 試験法単位条件 DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET 密度 ISO 1183 g/cm 3 1.14-1.14-1.14-1.14-1.14-1.14-1.14-1.11-1.08 -
標準一般長期耐熱性長期耐熱性 1500 1700S 9400S 1502S 1702 TR161 TR382 試験法単位条件 DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET DRY WET 密度 ISO 1183 g/cm 3 1.14-1.14-1.14-1.14-1.14-1.14-1.14-1.11-1.08 -
一体接合一体接合の工法工法 TRI System~ との一体接合技術 ~ 本技術は 新しい考え方によるとの一体接合技術です 本技術の特徴は への接合膜形成技術とインサート成形技術を用いて 接着剤を使わずにとを一体接合させるところにあります 本技術による一体接合方法の一例をモデル化すると 図のようにな
 技術の概要 TRI System~ との一体接合技術 ~ TRI の命名由来 :The Technologies Rise from Iwate 通常のインサート成形では ととの接合面に接合機構がない事から 接着剤を使用したり 機械加工での引っ掛かり部分が必要でした また接合面にすき間が出来たり機械的強度が無いという弱点があります 本技術では 表面に接合機構 ( 化学的な結合 ) を発現させ強固で均一な接着を実現します
技術の概要 TRI System~ との一体接合技術 ~ TRI の命名由来 :The Technologies Rise from Iwate 通常のインサート成形では ととの接合面に接合機構がない事から 接着剤を使用したり 機械加工での引っ掛かり部分が必要でした また接合面にすき間が出来たり機械的強度が無いという弱点があります 本技術では 表面に接合機構 ( 化学的な結合 ) を発現させ強固で均一な接着を実現します
2
 ( 公財 ) 航空機国際共同開発促進基金 解説概要 22-7 この解説概要に対するアンケートにご協力ください FSW( 摩擦撹拌接合 ) の航空機への適用動向 1. 概要 1991 年に TWI(The Welding Institute : 英国にある公立の溶接 / 接合研究所 ) によって開発された FSW(Friction Stir Welding : 摩擦撹拌接合 ) は 従来接合法に比べ
( 公財 ) 航空機国際共同開発促進基金 解説概要 22-7 この解説概要に対するアンケートにご協力ください FSW( 摩擦撹拌接合 ) の航空機への適用動向 1. 概要 1991 年に TWI(The Welding Institute : 英国にある公立の溶接 / 接合研究所 ) によって開発された FSW(Friction Stir Welding : 摩擦撹拌接合 ) は 従来接合法に比べ
溶接棒
 溶接材料カタログ - ニッケル合金 耐熱合金鋼用溶接材料 - TOKUY RODE 特殊溶接棒株式会社 590-0982 大阪府堺市堺区海山町 3 丁 156 電話 :072-229-6677 FAX:072-227-1239 各種特殊溶接材料を取り扱っております 弊社 HPをご覧ください URL:http://tokusyu-yousetsubou.com 0 (1) ニッケル合金 耐熱合金用被覆アーク溶接棒
溶接材料カタログ - ニッケル合金 耐熱合金鋼用溶接材料 - TOKUY RODE 特殊溶接棒株式会社 590-0982 大阪府堺市堺区海山町 3 丁 156 電話 :072-229-6677 FAX:072-227-1239 各種特殊溶接材料を取り扱っております 弊社 HPをご覧ください URL:http://tokusyu-yousetsubou.com 0 (1) ニッケル合金 耐熱合金用被覆アーク溶接棒
ゴム固定用両面接着テープ VR-5311/VR-5321 概要 ポリエステルフィルムを支持体とし 片面にゴム系粘着剤 片面にアクリル系粘着剤を組み合わせた両面接着テープです ゴムと金属 プラスチックとの接着に適しています テープ構成 VR-5311/VR-5321 テープ厚:0.15 mm ( はく
 ゴム固定用両面接着テープ 概要 ポリエステルフィルムを支持体とし 片面にゴム系粘着剤 片面にアクリル系粘着剤を組み合わせた両面接着テープです ゴムと金属 プラスチックとの接着に適しています テープ構成 テープ厚:0.15 mm ( はく離ライナーは含みません ) VR-5311 VR-5321 ゴム用特殊粘着剤 (1 面 ) ポリエステルフィルムアクリル系粘着剤 (2 面 ) はく離ライナー ( 紙基材
ゴム固定用両面接着テープ 概要 ポリエステルフィルムを支持体とし 片面にゴム系粘着剤 片面にアクリル系粘着剤を組み合わせた両面接着テープです ゴムと金属 プラスチックとの接着に適しています テープ構成 テープ厚:0.15 mm ( はく離ライナーは含みません ) VR-5311 VR-5321 ゴム用特殊粘着剤 (1 面 ) ポリエステルフィルムアクリル系粘着剤 (2 面 ) はく離ライナー ( 紙基材
")

第 2 章 構造解析 8
 第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
Microsoft PowerPoint - ‚æ2‘Í.ppt
 第 2 章力学的挙動と静的強度 目的 荷重が作用した際の金属材料の力学的挙動について理解する. 2.1 応力 - ひずみ曲線 2.1.1 公称応力 / ひずみと真応力 / ひずみ 2.1.2 応力 - ひずみ曲線 2.1.3 力学的性質 ( 機械的性質 ) 2.1.4 加工硬化 2.1.5 じん性 2.1.6 指標の意味 2.2 力学的性質を求める異なる方法 2.2.1 ヤング率の測定方法 2.2.2
第 2 章力学的挙動と静的強度 目的 荷重が作用した際の金属材料の力学的挙動について理解する. 2.1 応力 - ひずみ曲線 2.1.1 公称応力 / ひずみと真応力 / ひずみ 2.1.2 応力 - ひずみ曲線 2.1.3 力学的性質 ( 機械的性質 ) 2.1.4 加工硬化 2.1.5 じん性 2.1.6 指標の意味 2.2 力学的性質を求める異なる方法 2.2.1 ヤング率の測定方法 2.2.2
Microsoft PowerPoint - 材料加工2Y0807V1pdf.ppt
 第 7 回目圧延 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN6N 田中和人 E-ail: 内線 : 648 圧延の定義回転する上下ロール間に素材をかみこませ, 厚さや断面積の小さな板, あるいは形材等をつくる方法圧延の歴史 5 世紀末 : レオナルド ダ ビンチ 6 世紀 : 棒や板材の圧延 8 世紀末 : 動力に蒸気力を利用ロール, ハウジングの大型化ロールの多段化 世紀
第 7 回目圧延 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN6N 田中和人 E-ail: 内線 : 648 圧延の定義回転する上下ロール間に素材をかみこませ, 厚さや断面積の小さな板, あるいは形材等をつくる方法圧延の歴史 5 世紀末 : レオナルド ダ ビンチ 6 世紀 : 棒や板材の圧延 8 世紀末 : 動力に蒸気力を利用ロール, ハウジングの大型化ロールの多段化 世紀
金属板材のスプリングバックを制御する V 曲げ加工 職業能力開発総合大学校精密機械システム工学科 教授小川秀夫 ( 平成 16 年度研究開発助成 AF ) キーワード : スプリングバック,V 曲げ加工, プレスブレーキ 1. 研究の目的と背景金属板材曲げ加工品の精度安定性を阻害する最
 キーワード : スプリングバック,V 曲げ加工, プレスブレーキ 1. 研究の目的と背景金属板材曲げ加工品の精度安定性を阻害する最") 金属板材のスプリングバックを制御する V 曲げ加工 職業能力開発総合大学校精密機械システム工学科 教授小川秀夫 ( 平成 6 年度研究開発助成 AF-2004004) キーワード : スプリングバック,V 曲げ加工, プレスブレーキ. 研究の目的と背景金属板材曲げ加工品の精度安定性を阻害する最大の要因はスプリングバックである. スプリングバックを抑制する手段として多く行われている方法は, 曲げ加工終了時にパンチとダイによって曲げ部を方向に圧縮する方法である.
金属板材のスプリングバックを制御する V 曲げ加工 職業能力開発総合大学校精密機械システム工学科 教授小川秀夫 ( 平成 6 年度研究開発助成 AF-2004004) キーワード : スプリングバック,V 曲げ加工, プレスブレーキ. 研究の目的と背景金属板材曲げ加工品の精度安定性を阻害する最大の要因はスプリングバックである. スプリングバックを抑制する手段として多く行われている方法は, 曲げ加工終了時にパンチとダイによって曲げ部を方向に圧縮する方法である.
スタイラック (_GF) 物性値一覧 GF 一般 難燃 試験項目 規格番号 JIS_No. 測定条件等単位 R240A VGB20 メルトマスフローレート (MFR) ISO1133 K N g/10min 6 17 メルトボリュームフローレート (MVR) ISO1133 K
 物性値一覧 GF 一般 難燃 試験項目 規格番号 JIS_No. 測定条件等単位 R240A VGB20 メルトマスフローレート (MFR) ISO1133 K N g/10min 6 17 メルトボリュームフローレート (MVR) ISO1133 K") スタイラック (_ 汎用 ) 物性値一覧 汎用 標準 良流動 試験項目 規格番号 JIS_No. 測定条件等単位 321 220 121 120 026 190 191 190F 191F メルトマスフローレート (MFR) ISO1133 K 7210 220 98N g/10min 9 12 14 16 19 23 26 47 38 メルトボリュームフローレート (MVR) ISO1133 K
スタイラック (_ 汎用 ) 物性値一覧 汎用 標準 良流動 試験項目 規格番号 JIS_No. 測定条件等単位 321 220 121 120 026 190 191 190F 191F メルトマスフローレート (MFR) ISO1133 K 7210 220 98N g/10min 9 12 14 16 19 23 26 47 38 メルトボリュームフローレート (MVR) ISO1133 K
レオナ物性表
 LE ISO 物性値一覧 PA 非強化 標準一般 長期耐熱性 1300S 1402S 1402SH 試験法 単位 条件 DRY WET DRY WET DRY WET 密度 ISO 1183 g/cm3 1.14-1.14-1.14 - 平衡水分率 ISO 62 % - 2.5-2.5-2.5 引張降伏応力 ISO 527 MPa 23 50%RH 82 52 82 52 82 48 引張降伏歪み
LE ISO 物性値一覧 PA 非強化 標準一般 長期耐熱性 1300S 1402S 1402SH 試験法 単位 条件 DRY WET DRY WET DRY WET 密度 ISO 1183 g/cm3 1.14-1.14-1.14 - 平衡水分率 ISO 62 % - 2.5-2.5-2.5 引張降伏応力 ISO 527 MPa 23 50%RH 82 52 82 52 82 48 引張降伏歪み
C鉄鋼 非鉄材料JIS規格資料 C1 一般構造用圧延鋼材 種 類 化学成分 (%) C Mn P S SS330 SS SS490 SS 注 (a) 伸びは 1A 試験片での値を示す 資料 C 2 溶接構造用圧延鋼材 種
 C Mn P S SS330 SS SS490 SS 注 (a) 伸びは 1A 試験片での値を示す 資料 C 2 溶接構造用圧延鋼材 種") 資料 C1 一般構造用圧延鋼材 G3101 資料 C2 溶接構造用圧延鋼材 G3106 資料 C3 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板 G3103 資料 C4 圧力容器用鋼板 G3115 資料 C5 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガン モリブデンニッケル鋼鋼板 G3119 資料 C6 ボイラ及び圧力容器用クロムモリブデン鋼鋼板 G4109 資料 C7 圧力容器用炭素鋼鍛鋼品
資料 C1 一般構造用圧延鋼材 G3101 資料 C2 溶接構造用圧延鋼材 G3106 資料 C3 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板 G3103 資料 C4 圧力容器用鋼板 G3115 資料 C5 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガン モリブデンニッケル鋼鋼板 G3119 資料 C6 ボイラ及び圧力容器用クロムモリブデン鋼鋼板 G4109 資料 C7 圧力容器用炭素鋼鍛鋼品
特集 : ものづくり FEATURE : MONODZUKURI (Art of Design and Manufacturing) ( 解説 ) 航空機向けチタン合金の鍛造工程設計技術 Process Designing Technologies for Titanium Alloy Forgin
 ( 解説 ) 航空機向けチタン合金の鍛造工程設計技術 Process Designing Technologies for Titanium Alloy Forgin") 特集 : ものづくり FEATURE : MONODZUKURI (Art of Design and Manufacturing) ( 解説 ) 航空機向けチタン合金の鍛造工程設計技術 Process Designing Technologies for Titanium Alloy Forging for Aircraft Parts *1 長田卓 Takashi CHODA 大山英人 *2 (
特集 : ものづくり FEATURE : MONODZUKURI (Art of Design and Manufacturing) ( 解説 ) 航空機向けチタン合金の鍛造工程設計技術 Process Designing Technologies for Titanium Alloy Forging for Aircraft Parts *1 長田卓 Takashi CHODA 大山英人 *2 (
untitled
 METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM 01 METAL FORM METAL FORM 02 03 METAL FORM 04 METAL FORM METAL FORM METAL
METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM METAL FORM 01 METAL FORM METAL FORM 02 03 METAL FORM 04 METAL FORM METAL FORM METAL
土木工事共通仕様書(その2)
") 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 1 2 3 22 578 582 27 4 5 6 567 7 21 8 9 (9), 10 11 12 13 14 (1) (2) 16 532 35 15 (3) (4) (1) (1) 16 (4) () () () 17 () 18 170 19 20 21 10 22 23 24 25 26 27
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 1 2 3 22 578 582 27 4 5 6 567 7 21 8 9 (9), 10 11 12 13 14 (1) (2) 16 532 35 15 (3) (4) (1) (1) 16 (4) () () () 17 () 18 170 19 20 21 10 22 23 24 25 26 27
 Li
Li 機械的性質 熱的性質 燃焼 電気的性質 テナック ( ホモポリマー スタンダード )ASTM 物性値一覧 高粘度高耐久 中粘度高耐久 テナック TM ( ホモポリマー ) 中粘度中粘度 標準柔軟 試験項目 試験法 単位 MG
ASTM 物性値一覧 高粘度高耐久 中粘度高耐久 テナック TM ( ホモポリマー ) 中粘度中粘度 標準柔軟 試験項目 試験法 単位 MG") テナック ( ホモポリマー スタンダード )ASTM 物性値一覧 高粘度高耐久 中粘度高耐久 中粘度中粘度 標準柔軟 試験項目 試験法 単位 2010 3010 MG210 4050 4010 4060 5010 4012 5050 7050 7054 7010 9054 比重 ASTMD792-1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42
テナック ( ホモポリマー スタンダード )ASTM 物性値一覧 高粘度高耐久 中粘度高耐久 中粘度中粘度 標準柔軟 試験項目 試験法 単位 2010 3010 MG210 4050 4010 4060 5010 4012 5050 7050 7054 7010 9054 比重 ASTMD792-1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42 1.42
図 3 ハイテン材板厚と強度比の関係. 図 5 車体各部位の必要特性. 図 4 高ハイテン化による重量削減効果.. ハイテン材の適用効果 ハイテン材の適用による軽量化効果は主に等価強度の考え方による板厚減少に拠るところが大きい. 図 にハイテン板厚と同一形状に対する強度変化比の関係を示す. 図 3
 自動車用ハイテン材の現状 齋藤和也. はじめに近年, 自動車業界では燃費性能の向上策の一つとして, 車体の軽量化 が進められている. 同時に衝突安全のニーズも高まっており, 骨格部品の高強度化が求められている. この 車体の軽量化 と 高強度化 を両立させるために, 自動車車体構造への高張力鋼板 ( ハイテンションスチール板, 以後ハイテン材 ) が積極的に適用されてきた. 本稿では, 自動車用ハイテン材の適用状況について解説する..
自動車用ハイテン材の現状 齋藤和也. はじめに近年, 自動車業界では燃費性能の向上策の一つとして, 車体の軽量化 が進められている. 同時に衝突安全のニーズも高まっており, 骨格部品の高強度化が求められている. この 車体の軽量化 と 高強度化 を両立させるために, 自動車車体構造への高張力鋼板 ( ハイテンションスチール板, 以後ハイテン材 ) が積極的に適用されてきた. 本稿では, 自動車用ハイテン材の適用状況について解説する..
第 3 号 Ti Ni Zr 合金の形状記憶特性と加工性に及ぼす Zr 濃度の影響 ),Zr( 純度 99.9 ) および Ni( 純度 ) を用いた. 溶解後インゴット内の組成均質化を図るため, 石英管に真空封入し,3 K で 7. ks の熱処理を施した. その後,
,Zr( 純度 99.9 ) および Ni( 純度 ) を用いた. 溶解後インゴット内の組成均質化を図るため, 石英管に真空封入し,3 K で 7. ks の熱処理を施した. その後,") 日本金属学会誌第 7 巻第 3 号 (008)5 57 Ti Ni Zr 合金の形状記憶特性と加工性に及ぼす Zr 濃度の影響 岡田直樹 藤井功隆 石川佳樹 小野田元伸 金熙榮 宮崎修一 日本ピストンリング株式会社技術開発部 筑波大学物質工学系 J. Japan Inst. Metals, Vol. 7, No. 3 (008), pp. 5 57 008 The Japan Institute of
日本金属学会誌第 7 巻第 3 号 (008)5 57 Ti Ni Zr 合金の形状記憶特性と加工性に及ぼす Zr 濃度の影響 岡田直樹 藤井功隆 石川佳樹 小野田元伸 金熙榮 宮崎修一 日本ピストンリング株式会社技術開発部 筑波大学物質工学系 J. Japan Inst. Metals, Vol. 7, No. 3 (008), pp. 5 57 008 The Japan Institute of
JST2013新技術説明会
 第1回関西ものづくりシーズ発表会 2014/9/29 國民會館 大阪 高温での強度 硬さ特性に優れた Ni基金属間化合物合金 大阪府立大学 工学研究科 マテリアル工学分野 准教授 金 野 泰 幸 1 工具鋼の問題点 焼戻し温度を超えると, 金属組織や炭化物の効果が消失 超硬合金の問題点 結合剤 ( バインダー ) に使用される金属相 (Co や Ni) が高温 で軟化 ニッケル超合金の問題点 硬さレベルが高くなく,
第1回関西ものづくりシーズ発表会 2014/9/29 國民會館 大阪 高温での強度 硬さ特性に優れた Ni基金属間化合物合金 大阪府立大学 工学研究科 マテリアル工学分野 准教授 金 野 泰 幸 1 工具鋼の問題点 焼戻し温度を超えると, 金属組織や炭化物の効果が消失 超硬合金の問題点 結合剤 ( バインダー ) に使用される金属相 (Co や Ni) が高温 で軟化 ニッケル超合金の問題点 硬さレベルが高くなく,
jis-kikaku
 主なねじ関連 JIS 制定 改正 廃止リスト ~2017/6/20 区分 公示日 規格番号 規 格 名 称 改正 2017/3/21 B1101 すりわり付き小ねじ 改正 2017/3/21 B1111 十字穴付き小ねじ 改正 2017/3/21 B1174 六角穴付きボタンボルト 改正 2017/3/21 B1187 座金組込み六角ボルト 改正 2017/3/21 B1188 座金組込み十字穴付き小ねじ
主なねじ関連 JIS 制定 改正 廃止リスト ~2017/6/20 区分 公示日 規格番号 規 格 名 称 改正 2017/3/21 B1101 すりわり付き小ねじ 改正 2017/3/21 B1111 十字穴付き小ねじ 改正 2017/3/21 B1174 六角穴付きボタンボルト 改正 2017/3/21 B1187 座金組込み六角ボルト 改正 2017/3/21 B1188 座金組込み十字穴付き小ねじ
 1 911 9001030 9:00 A B C D E F G H I J K L M 1A0900 1B0900 1C0900 1D0900 1E0900 1F0900 1G0900 1H0900 1I0900 1J0900 1K0900 1L0900 1M0900 9:15 1A0915 1B0915 1C0915 1D0915 1E0915 1F0915 1G0915 1H0915 1I0915
1 911 9001030 9:00 A B C D E F G H I J K L M 1A0900 1B0900 1C0900 1D0900 1E0900 1F0900 1G0900 1H0900 1I0900 1J0900 1K0900 1L0900 1M0900 9:15 1A0915 1B0915 1C0915 1D0915 1E0915 1F0915 1G0915 1H0915 1I0915
<4D F736F F F696E74202D F192E897E18CA48B8689EF5F8E9B926E976C EF CADDC4DEB1B3C4816A2E B8CDD8AB B83685D>
 原子力学会水化学部会第 12 回定例研究会 PWR 環境における強加工ステンレス 鋼の SCC 進展速度 平成 23 年 3 月 7 日 ( 株 ) 原子力安全システム研究所 寺地巧 山田卓陽 宮本友樹 有岡孝司 INSS Fukui Japan 2 背景 :PWR 主要系統における応力腐食割れ (SCC) Ni 基合金 (600 合金など ) の SCC 蒸気発生器伝熱管 原子炉容器上蓋管台 蒸気発生器入り口管台
原子力学会水化学部会第 12 回定例研究会 PWR 環境における強加工ステンレス 鋼の SCC 進展速度 平成 23 年 3 月 7 日 ( 株 ) 原子力安全システム研究所 寺地巧 山田卓陽 宮本友樹 有岡孝司 INSS Fukui Japan 2 背景 :PWR 主要系統における応力腐食割れ (SCC) Ni 基合金 (600 合金など ) の SCC 蒸気発生器伝熱管 原子炉容器上蓋管台 蒸気発生器入り口管台
2018_09_Slides.ppt
 2018 年度大学院 先進構造材料特論 講義 鉄鋼材料学 第 9 回 (7/5)Advanced High Strength Steels (AHSS) 京都大学大学院工学研究科 材料工学専攻 辻 伸泰 構造材料に求められる相反する要求 ( 自動車の場合 ) 燃費向上 CO2 排出量削減 車体軽量化 相反する 衝突安全性向上 素材を分厚く 材料の高強度化 = 相反する要求をともに満足する材料学からの解答
2018 年度大学院 先進構造材料特論 講義 鉄鋼材料学 第 9 回 (7/5)Advanced High Strength Steels (AHSS) 京都大学大学院工学研究科 材料工学専攻 辻 伸泰 構造材料に求められる相反する要求 ( 自動車の場合 ) 燃費向上 CO2 排出量削減 車体軽量化 相反する 衝突安全性向上 素材を分厚く 材料の高強度化 = 相反する要求をともに満足する材料学からの解答
<4D F736F F F696E74202D208BE091AE8DDE97BF95D78BAD89EF2E707074>
 金属材料 勉強会 ステンレス材料について フェライト マルテンサイト オーステナイトってなに? 鉄は加熱冷却によって相が変態します 結晶構造 結晶粒度が大きく変化します 特にステンレス鋼で性質が大きく異なる 3 つの相がフェライト マルテンサイト オーステナイトとなります フェライト 結晶構造はbcc 体心立方格子 純鉄の室温結晶構造 基本構造 強磁性α-鉄(良く磁石に付く 柔らかい マルテンサイト
金属材料 勉強会 ステンレス材料について フェライト マルテンサイト オーステナイトってなに? 鉄は加熱冷却によって相が変態します 結晶構造 結晶粒度が大きく変化します 特にステンレス鋼で性質が大きく異なる 3 つの相がフェライト マルテンサイト オーステナイトとなります フェライト 結晶構造はbcc 体心立方格子 純鉄の室温結晶構造 基本構造 強磁性α-鉄(良く磁石に付く 柔らかい マルテンサイト
CLT による木造建築物の設計法の開発 ( その 3)~ 防耐火性能の評価 ~ 平成 26 年度建築研究所講演会 CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 CLT による木造建築物の設計法の開発 ( その 3)~ 防耐
~ 防耐火性能の評価 ~ 平成 26 年度建築研究所講演会 CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 CLT による木造建築物の設計法の開発 ( その 3)~ 防耐") CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 内容 Ⅰ はじめに 1) 木材 製材 集成材 CLT の特徴 テキスト p.45~5050 と燃えしろ の燃えしろを検討するにあたっての課題 1)CLT の燃えしろに関する実験的検討 壁パネルの非損傷性に関する実験的検討 等の防耐火性能に関する建築研究所のその他の取り組み Ⅳ
CLTによる木造建築物の設計法の開発 ( その 3) ~ 防耐火性能の評価 ~ 建築防火研究グループ上席研究員成瀬友宏 1 内容 Ⅰ はじめに 1) 木材 製材 集成材 CLT の特徴 テキスト p.45~5050 と燃えしろ の燃えしろを検討するにあたっての課題 1)CLT の燃えしろに関する実験的検討 壁パネルの非損傷性に関する実験的検討 等の防耐火性能に関する建築研究所のその他の取り組み Ⅳ
自動車部品向け耐熱合金「EXEO-E900」
 NACHI TECHNICAL REPORT Materials Vol.30B5 January/2016 新商品 適用事例紹介 マテリアル事業 自動車部品向け耐熱合金 EXEO-E900 Heat resistant alloy "EXEO-E900" for motor parts キーワード 耐熱材料 ニッケル系合金 析出強化型耐酸化性 疲労強度 クリープ強度 マテリアル事業部 / 技術部小澤茂太
NACHI TECHNICAL REPORT Materials Vol.30B5 January/2016 新商品 適用事例紹介 マテリアル事業 自動車部品向け耐熱合金 EXEO-E900 Heat resistant alloy "EXEO-E900" for motor parts キーワード 耐熱材料 ニッケル系合金 析出強化型耐酸化性 疲労強度 クリープ強度 マテリアル事業部 / 技術部小澤茂太
附属書A(参考)品質管理システム
品質管理システム") HPIS 高圧容器規格 Rules for Construction of High Pressure Vessels HPIS C 106:2013 2013 年 4 月 25 日 一般社団法人日本高圧力技術協会 High Pressure Institute of Japan 目次 ページ 序文... 1 1 一般要求... 2 1.1 適用範囲... 2 1.2 適用条件の明確化と品質マネジメントシステム...
HPIS 高圧容器規格 Rules for Construction of High Pressure Vessels HPIS C 106:2013 2013 年 4 月 25 日 一般社団法人日本高圧力技術協会 High Pressure Institute of Japan 目次 ページ 序文... 1 1 一般要求... 2 1.1 適用範囲... 2 1.2 適用条件の明確化と品質マネジメントシステム...
材料強度試験 ( 曲げ試験 ) [1] 概要 実験 実習 Ⅰ の引張り試験に引続き, 曲げ試験による機械特性評価法を実施する. 材料力学で学ぶ梁 の曲げおよびたわみの基礎式の理解, 材料への理解を深めることが目的である. [2] 材料の変形抵抗変形抵抗は, 外力が付与された時の変形に対する各材料固有
![材料強度試験 ( 曲げ試験 ) [1] 概要 実験 実習 Ⅰ の引張り試験に引続き, 曲げ試験による機械特性評価法を実施する. 材料力学で学ぶ梁 の曲げおよびたわみの基礎式の理解, 材料への理解を深めることが目的である. [2] 材料の変形抵抗変形抵抗は, 外力が付与された時の変形に対する各材料固有](/thumbs/97/134628245.jpg "材料強度試験 ( 曲げ試験 ) [1] 概要 実験 実習 Ⅰ の引張り試験に引続き, 曲げ試験による機械特性評価法を実施する. 材料力学で学ぶ梁 の曲げおよびたわみの基礎式の理解, 材料への理解を深めることが目的である. [2] 材料の変形抵抗変形抵抗は, 外力が付与された時の変形に対する各材料固有") 材料強度試験 ( 曲げ試験 [] 概要 実験 実習 Ⅰ の引張り試験に引続き, 曲げ試験による機械特性評価法を実施する. 材料力学で学ぶ梁 の曲げおよびたわみの基礎式の理解, 材料への理解を深めることが目的である. [] 材料の変形抵抗変形抵抗は, 外力が付与された時の変形に対する各材料固有の抵抗値のことであり, 一般に素材の真応力 - 真塑性ひずみ曲線で表される. 多くの金属材料は加工硬化するため,
材料強度試験 ( 曲げ試験 [] 概要 実験 実習 Ⅰ の引張り試験に引続き, 曲げ試験による機械特性評価法を実施する. 材料力学で学ぶ梁 の曲げおよびたわみの基礎式の理解, 材料への理解を深めることが目的である. [] 材料の変形抵抗変形抵抗は, 外力が付与された時の変形に対する各材料固有の抵抗値のことであり, 一般に素材の真応力 - 真塑性ひずみ曲線で表される. 多くの金属材料は加工硬化するため,
147.1N(15kgf),294.2N(30kgf),441.3N(45kgf),588.4N(60kgf) のいずれかが用いられている 荷重と圧子との組み合わせにより JIS では 15 種類のスケールが定められている 硬さの数値には 必ず用いたスケールを添えなければならない ショア硬さショア硬
,294.2N(30kgf),441.3N(45kgf),588.4N(60kgf) のいずれかが用いられている 荷重と圧子との組み合わせにより JIS では 15 種類のスケールが定められている 硬さの数値には 必ず用いたスケールを添えなければならない ショア硬さショア硬") 熱処理 硬さ試験 [1] 概要降伏応力や引張り強度などの静的強さは設計の最も基本的な物理量である. また, 繰返し荷重を受けるような部材は, 静的強さ以下の応力レベルであっても疲労によって破壊することが知られている. 疲労破壊を起こさないようにするため, 部材に加わる変動荷重を疲労が生ずる限界応力レベル以下に設計する必要がある. この疲労に対する限界応力を疲労限応力と称し, これを推定する必要がある.
熱処理 硬さ試験 [1] 概要降伏応力や引張り強度などの静的強さは設計の最も基本的な物理量である. また, 繰返し荷重を受けるような部材は, 静的強さ以下の応力レベルであっても疲労によって破壊することが知られている. 疲労破壊を起こさないようにするため, 部材に加わる変動荷重を疲労が生ずる限界応力レベル以下に設計する必要がある. この疲労に対する限界応力を疲労限応力と称し, これを推定する必要がある.
日本工業規格 ( 案 ) JIS Z :0000 非破壊試験 - 浸透探傷試験 - 第 3 部 : 対比試験片 Non-destructive testing-penetrant testing- Part 3: Reference test blocks 序文この規格は,2013 年に
 JIS Z :0000 非破壊試験 - 浸透探傷試験 - 第 3 部 : 対比試験片 Non-destructive testing-penetrant testing- Part 3: Reference test blocks 序文この規格は,2013 年に") JIS 意見受付 JIS Z 2343-3 原案作成委員会 この JIS は日本非破壊検査協会規則 JIS 原案作成に関する規則 に基づき関係者に JIS の制定前の意 見提出期間を設けるために掲載するものです 意見は規格原案決定の際の参考として取り扱いさせていただきます 掲載されている JIS についての意見提出は下記メールアドレスまでお願いいたします 意見受付締切日 :2015 年 12 月 21
JIS 意見受付 JIS Z 2343-3 原案作成委員会 この JIS は日本非破壊検査協会規則 JIS 原案作成に関する規則 に基づき関係者に JIS の制定前の意 見提出期間を設けるために掲載するものです 意見は規格原案決定の際の参考として取り扱いさせていただきます 掲載されている JIS についての意見提出は下記メールアドレスまでお願いいたします 意見受付締切日 :2015 年 12 月 21
Microsystem Integration & Packaging Laboratory
 2015/01/26 MemsONE 技術交流会 解析事例紹介 東京大学実装工学分野研究室奥村拳 Microsystem Integration and Packaging Laboratory 1 事例紹介 1. 解析の背景高出力半導体レーザの高放熱構造 2. 熱伝導解析解析モデルの概要 3. チップサイズの熱抵抗への影響 4. 接合材料の熱抵抗への影響 5. ヒートシンク材料の熱抵抗への影響 Microsystem
2015/01/26 MemsONE 技術交流会 解析事例紹介 東京大学実装工学分野研究室奥村拳 Microsystem Integration and Packaging Laboratory 1 事例紹介 1. 解析の背景高出力半導体レーザの高放熱構造 2. 熱伝導解析解析モデルの概要 3. チップサイズの熱抵抗への影響 4. 接合材料の熱抵抗への影響 5. ヒートシンク材料の熱抵抗への影響 Microsystem
平成 30 年 1 月 5 日 報道機関各位 東北大学大学院工学研究科 低温で利用可能な弾性熱量効果を確認 フロンガスを用いない地球環境にやさしい低温用固体冷却素子 としての応用が期待 発表のポイント 従来材料では 210K が最低温度であった超弾性注 1 に付随する冷却効果 ( 弾性熱量効果注 2
 平成 30 年 1 月 5 日 報道機関各位 東北大学大学院工学研究科 低温で利用可能な弾性熱量効果を確認 フロンガスを用いない地球環境にやさしい低温用固体冷却素子 としての応用が期待 発表のポイント 従来材料では 210K が最低温度であった超弾性注 1 に付随する冷却効果 ( 弾性熱量効果注 2 ) が Cu-Al-Mn 系超弾性合金において 22K まで得られること を確認 フロンガスを用いない地球環境にやさしい低温用固体冷却素子として
平成 30 年 1 月 5 日 報道機関各位 東北大学大学院工学研究科 低温で利用可能な弾性熱量効果を確認 フロンガスを用いない地球環境にやさしい低温用固体冷却素子 としての応用が期待 発表のポイント 従来材料では 210K が最低温度であった超弾性注 1 に付随する冷却効果 ( 弾性熱量効果注 2 ) が Cu-Al-Mn 系超弾性合金において 22K まで得られること を確認 フロンガスを用いない地球環境にやさしい低温用固体冷却素子として
材料の力学解答集
 材料の力学 ( 第 章 ) 解答集 ------------------------------------------------------------------------------- 各種応力の計算問題 (No1) 1. 断面積 1mm の材料に 18N の引張荷重が働くとき, 断面に生じる応力はどれほどか ( 18(N/mm ) または 18(MP)) P 18( N) 18 N /
材料の力学 ( 第 章 ) 解答集 ------------------------------------------------------------------------------- 各種応力の計算問題 (No1) 1. 断面積 1mm の材料に 18N の引張荷重が働くとき, 断面に生じる応力はどれほどか ( 18(N/mm ) または 18(MP)) P 18( N) 18 N /
1.2.5.2 フェライト/マルテンサイト鋼ラッパ管の開発
 1.2.5.2 共通技術高強度フェライト / マルテンサイト鋼ラッパ管の開発 (1/5) 研究の背景 / 目的高速中性子照射下での耐スエリング性がオーステナイト系ステンレス鋼に比べて格段に優れ 長期使用が期待できるフェライト / マルテンサイト鋼 ( 以下 鋼 : 公称組成 0.12C-11Cr 0.5Mo 2W-0.2V-0.05Nb-0.05N) は実用化集合体ラッパ管材料として期待されている
1.2.5.2 共通技術高強度フェライト / マルテンサイト鋼ラッパ管の開発 (1/5) 研究の背景 / 目的高速中性子照射下での耐スエリング性がオーステナイト系ステンレス鋼に比べて格段に優れ 長期使用が期待できるフェライト / マルテンサイト鋼 ( 以下 鋼 : 公称組成 0.12C-11Cr 0.5Mo 2W-0.2V-0.05Nb-0.05N) は実用化集合体ラッパ管材料として期待されている
結晶粒と強度の関係
 SPring-8 金属材料評価研究会 218 年 1 月 22 日 @AP 品川 転載不可 アルミニウムにおける 置換型固溶元素が引張変形中の 転位密度変化に及ぼす影響 兵庫県立大学材料 放射光工学専攻〇足立大樹 背景 放射光を用いた In-situ XRD 測定により 変形中の転位密度変化を高時間分解能で測定可能となっており 結晶粒径による転位増殖挙動の変化について明らかにしてきた * * H.
SPring-8 金属材料評価研究会 218 年 1 月 22 日 @AP 品川 転載不可 アルミニウムにおける 置換型固溶元素が引張変形中の 転位密度変化に及ぼす影響 兵庫県立大学材料 放射光工学専攻〇足立大樹 背景 放射光を用いた In-situ XRD 測定により 変形中の転位密度変化を高時間分解能で測定可能となっており 結晶粒径による転位増殖挙動の変化について明らかにしてきた * * H.
 10 117 5 1 121841 4 15 12 7 27 12 6 31856 8 21 1983-2 - 321899 12 21656 2 45 9 2 131816 4 91812 11 20 1887 461971 11 3 2 161703 11 13 98 3 16201700-3 - 2 35 6 7 8 9 12 13 12 481973 12 2 571982 161703 11
10 117 5 1 121841 4 15 12 7 27 12 6 31856 8 21 1983-2 - 321899 12 21656 2 45 9 2 131816 4 91812 11 20 1887 461971 11 3 2 161703 11 13 98 3 16201700-3 - 2 35 6 7 8 9 12 13 12 481973 12 2 571982 161703 11
0.45m1.00m 1.00m 1.00m 0.33m 0.33m 0.33m 0.45m 1.00m 2
 24 11 10 24 12 10 30 1 0.45m1.00m 1.00m 1.00m 0.33m 0.33m 0.33m 0.45m 1.00m 2 23% 29% 71% 67% 6% 4% n=1525 n=1137 6% +6% -4% -2% 21% 30% 5% 35% 6% 6% 11% 40% 37% 36 172 166 371 213 226 177 54 382 704 216
24 11 10 24 12 10 30 1 0.45m1.00m 1.00m 1.00m 0.33m 0.33m 0.33m 0.45m 1.00m 2 23% 29% 71% 67% 6% 4% n=1525 n=1137 6% +6% -4% -2% 21% 30% 5% 35% 6% 6% 11% 40% 37% 36 172 166 371 213 226 177 54 382 704 216
PowerPoint プレゼンテーション
 1 2011.9.30 マルチスケールモデリングによる材料科学 研究会 Fe-Ni-S 鋼の粒界脆化機構 の第一原理計算 新日本製鐵 ( 株 ) 先端技術研究所 澤田英明 2 鉄鋼において粒界偏析が係わる事象 割れ スラブ表面割れ耐熱鋼再熱脆化 IF 鋼二次加工脆性 変態制御 Solute drag 効果 ( 粒成長抑制 ) 変態核生成抑制 ( 変態抑制 ) 強度 靭性 焼入れ性 3 粒界偏析に対する当社の取り組み
1 2011.9.30 マルチスケールモデリングによる材料科学 研究会 Fe-Ni-S 鋼の粒界脆化機構 の第一原理計算 新日本製鐵 ( 株 ) 先端技術研究所 澤田英明 2 鉄鋼において粒界偏析が係わる事象 割れ スラブ表面割れ耐熱鋼再熱脆化 IF 鋼二次加工脆性 変態制御 Solute drag 効果 ( 粒成長抑制 ) 変態核生成抑制 ( 変態抑制 ) 強度 靭性 焼入れ性 3 粒界偏析に対する当社の取り組み
Uddeholm Impax HH ASSAB 718 HH
 Uddeholm Impax HH ASSAB 718 HH 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379 (SKD 11
Uddeholm Impax HH ASSAB 718 HH 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379 (SKD 11
Microsoft PowerPoint 発表資料(PC) ppt [互換モード]
![Microsoft PowerPoint 発表資料(PC) ppt [互換モード]](/thumbs/91/105784697.jpg "Microsoft PowerPoint 発表資料(PC) ppt [互換モード]") 空港エプロン PC 舗装版の補強構造に関する研究 空港研究部空港施設研究室坪川将丈, 水上純一, 江崎徹 ( 現 九州地整 ), 小林雄二 ( 株 ) ピーエス三菱吉松慎哉, 青山敏幸, 野中聡 1 研究の背景 目的 東京国際空港西側旅客エプロン15 番 16 番スポットのPC 舗装部において, 雨水の混入, 繰返し荷重の作用等により泥化したグラウト材のポンピング現象が発生ング現象 ( 航空機翼程度の高さにまで達する
空港エプロン PC 舗装版の補強構造に関する研究 空港研究部空港施設研究室坪川将丈, 水上純一, 江崎徹 ( 現 九州地整 ), 小林雄二 ( 株 ) ピーエス三菱吉松慎哉, 青山敏幸, 野中聡 1 研究の背景 目的 東京国際空港西側旅客エプロン15 番 16 番スポットのPC 舗装部において, 雨水の混入, 繰返し荷重の作用等により泥化したグラウト材のポンピング現象が発生ング現象 ( 航空機翼程度の高さにまで達する
Microsoft PowerPoint - 数学教室2.pptx
 プレス発表資料 世界初 平成 27 年 7 月 7 日 山形大学 雷が落ちても壊れない複合材料用の電気が流れるプラスチック開発に成功 山形大学が参加した JAXA オープンラボ公募制度における共同開発チーム (JAXA 東京大学 山形大学 三 菱樹脂 GSI クレオス ) は 耐雷撃性と軽量性を両立させた航空機材料を実現し得る新しい複合材料用高導 電性樹脂の開発に世界で初めて成功した 山形大学後藤晃哉博士
プレス発表資料 世界初 平成 27 年 7 月 7 日 山形大学 雷が落ちても壊れない複合材料用の電気が流れるプラスチック開発に成功 山形大学が参加した JAXA オープンラボ公募制度における共同開発チーム (JAXA 東京大学 山形大学 三 菱樹脂 GSI クレオス ) は 耐雷撃性と軽量性を両立させた航空機材料を実現し得る新しい複合材料用高導 電性樹脂の開発に世界で初めて成功した 山形大学後藤晃哉博士
再はく離可能&強接着 両面接着テープ No.5000NS
 再はく離可能 & 強接着両面接着テープ 概要 基材に柔軟かつ強靭な不織布に選択性の広いアクリル系粘着剤を含浸させた両面接着テープです は テープ引張強さが高くテープはく離時にテープがちぎれにくいばかりでなく との長期貼合わせ後のはく離時でも糊残りしにくいため 再剥離性にもすぐれており 解体によるリサイクルが必要な用途に適した両面接着テープです テープ構成 テープ厚 :.16 mm ( はく離ライナーを除く
再はく離可能 & 強接着両面接着テープ 概要 基材に柔軟かつ強靭な不織布に選択性の広いアクリル系粘着剤を含浸させた両面接着テープです は テープ引張強さが高くテープはく離時にテープがちぎれにくいばかりでなく との長期貼合わせ後のはく離時でも糊残りしにくいため 再剥離性にもすぐれており 解体によるリサイクルが必要な用途に適した両面接着テープです テープ構成 テープ厚 :.16 mm ( はく離ライナーを除く
山梨県工業技術センター研究報告 23 (2009) 燃料電池用金属製セパレータの性能向上に関する研究 宮川和幸 石田正文 早川亮 有泉直子 *1 *1 *2 *2 *3 渡辺政廣 柴田正実 佐藤幸徳 武田敏充 松下清人 Study on Improvement of Metallic Separat
 燃料電池用金属製セパレータの性能向上に関する研究 宮川和幸 石田正文 早川亮 有泉直子 *1 *1 *2 *2 *3 渡辺政廣 柴田正実 佐藤幸徳 武田敏充 松下清人 Study on Improvement of Metallic Separat") 燃料電池用金属製セパレータの性能向上に関する研究 宮川和幸 石田正文 早川亮 有泉直子 *1 *1 *2 *2 *3 渡辺政廣 柴田正実 佐藤幸徳 武田敏充 松下清人 Study on Improvement of Metallic Separator for Fuel Cell Wako MIYAGAWA, Masafumi ISHIDA, Ryo Hayakawa, Naoko Ariizumi
燃料電池用金属製セパレータの性能向上に関する研究 宮川和幸 石田正文 早川亮 有泉直子 *1 *1 *2 *2 *3 渡辺政廣 柴田正実 佐藤幸徳 武田敏充 松下清人 Study on Improvement of Metallic Separator for Fuel Cell Wako MIYAGAWA, Masafumi ISHIDA, Ryo Hayakawa, Naoko Ariizumi
生体材料 COBARION R の開発なる ASTM F1537 国産 ( 釜石 ) 丸棒材 2
 丸棒材 2") 生体用コバルトクロムモリブデン合金の熱処理による結晶粒微細化法 高強度化に関する材料加工技術 東北大学 同 金属材料研究所教授千葉晶彦助教山中謙太 1 生体材料 COBARION R の開発なる ASTM F1537 国産 ( 釜石 ) 丸棒材 2 側弯症治療 - Growing rod 法 若年発症脊椎側弯症に対する治療法 身長の増加に合わせて約 6 ヶ月ごとにロッドを延長する 通常の矯正手術では骨移植を行い
生体用コバルトクロムモリブデン合金の熱処理による結晶粒微細化法 高強度化に関する材料加工技術 東北大学 同 金属材料研究所教授千葉晶彦助教山中謙太 1 生体材料 COBARION R の開発なる ASTM F1537 国産 ( 釜石 ) 丸棒材 2 側弯症治療 - Growing rod 法 若年発症脊椎側弯症に対する治療法 身長の増加に合わせて約 6 ヶ月ごとにロッドを延長する 通常の矯正手術では骨移植を行い
<8DDE8EBF955C2E786C73>
 電解 Ni NiCr リン脱酸素銅 Cu-P C-1220 鋳物 1 種 CAC201 YBsC1 C-2 フェライト球状黒鉛鋳鉄 G-5504 FCD-LT C-1221 鋳物 2 種 CAC202 YBsC2 C-3 FCMW C-2100 鋳物 3 種 CAC203 YBsC3 スズ入り -Sn-P C-4250 可鍛鋳鉄 G-5705 FCMB C-2200 高力鋳物 1 種 -Mn-Fe-Al
電解 Ni NiCr リン脱酸素銅 Cu-P C-1220 鋳物 1 種 CAC201 YBsC1 C-2 フェライト球状黒鉛鋳鉄 G-5504 FCD-LT C-1221 鋳物 2 種 CAC202 YBsC2 C-3 FCMW C-2100 鋳物 3 種 CAC203 YBsC3 スズ入り -Sn-P C-4250 可鍛鋳鉄 G-5705 FCMB C-2200 高力鋳物 1 種 -Mn-Fe-Al
Microsoft Word - 第7回講義資料 .docx
 7. 展伸用アルミニウム合金 - 多元系合金 - 今回の講義では, 展伸用アルミニウム合金である Al-Mg 合金 (5000 系 ),Al-Mg-Si 合金 (6000 系 ) 及び Al-Mg-Zn(-Cu) 合金 (7000 系 ) について学習する ( 表 6.1).4000 系に属する Al-Si 合金は主に鋳造用として用いられるため, 鋳造アルミニウム合金の回に詳細を説明する. 7.1
7. 展伸用アルミニウム合金 - 多元系合金 - 今回の講義では, 展伸用アルミニウム合金である Al-Mg 合金 (5000 系 ),Al-Mg-Si 合金 (6000 系 ) 及び Al-Mg-Zn(-Cu) 合金 (7000 系 ) について学習する ( 表 6.1).4000 系に属する Al-Si 合金は主に鋳造用として用いられるため, 鋳造アルミニウム合金の回に詳細を説明する. 7.1
実験題吊 「加速度センサーを作ってみよう《
 加速度センサーを作ってみよう 茨城工業高等専門学校専攻科 山越好太 1. 加速度センサー? 最近話題のセンサーに 加速度センサー というものがあります これは文字通り 加速度 を測るセンサーで 主に動きの検出に使われたり 地球から受ける重力加速度を測定することで傾きを測ることなどにも使われています 最近ではゲーム機をはじめ携帯電話などにも搭載されるようになってきています 2. 加速度センサーの仕組み加速度センサーにも様々な種類があります
加速度センサーを作ってみよう 茨城工業高等専門学校専攻科 山越好太 1. 加速度センサー? 最近話題のセンサーに 加速度センサー というものがあります これは文字通り 加速度 を測るセンサーで 主に動きの検出に使われたり 地球から受ける重力加速度を測定することで傾きを測ることなどにも使われています 最近ではゲーム機をはじめ携帯電話などにも搭載されるようになってきています 2. 加速度センサーの仕組み加速度センサーにも様々な種類があります
目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 検査 6 ( 最終ページ :11)
") 地仕 ( 材 )-21 強化プラスチック複合管用管枕標準仕様書 昭和 55 年 10 月 7 日制定 平成 25 年 7 月 1 日 ( 改定 04) 東京電力パワーグリッド株式会社 目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 6 10. 検査 6 ( 最終ページ :11) 強化プラスチック複合管用管枕標準仕様書
地仕 ( 材 )-21 強化プラスチック複合管用管枕標準仕様書 昭和 55 年 10 月 7 日制定 平成 25 年 7 月 1 日 ( 改定 04) 東京電力パワーグリッド株式会社 目次 1. 適用範囲 1 2. 引用規格 1 3. 種類 1 4. 性能 2 5. 構造 2 6. 形状 寸法 3 7. 材料 3 8. 特性 4 9. 試験方法 6 10. 検査 6 ( 最終ページ :11) 強化プラスチック複合管用管枕標準仕様書
曲率異方性の高い複曲面の成形技術の開発,三菱重工技報 Vol.53 No.4(2016)
") 新製品 新技術特集技術論文 100 曲率異方性の高い複曲面の成形技術の開発 Forming Technology Development of High Curvature Anisotropy Double-curved Surface *1 河野亮 *2 池田陽介 Akira Kono Yousuke Ikeda 小崎貴史 深見典明 Takashi Kozaki Noriaki Fukami 赤沼宏輔
新製品 新技術特集技術論文 100 曲率異方性の高い複曲面の成形技術の開発 Forming Technology Development of High Curvature Anisotropy Double-curved Surface *1 河野亮 *2 池田陽介 Akira Kono Yousuke Ikeda 小崎貴史 深見典明 Takashi Kozaki Noriaki Fukami 赤沼宏輔
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-3 EDM
 POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
塑性と加工 FCF工法投稿
 金属プレス加工の基礎 1. プレス加工の基礎 1.1 プレス加工の位置付け 1.2 被加工材 1.3 プレス加工の分類 1.4 せん断加工 1.5 曲げ加工 1.6 絞り加工 1.7 鍛造加工 1.8 プレス金型と自動化方式単発金型 順送 ( プログレッシブ ) 金型 トランスファ金型 複合金型 冷間鍛造金型 2. プレス機械の基礎 2.1 プレス機械の概要 2.2 機械プレスプレス能力の 3 要素
金属プレス加工の基礎 1. プレス加工の基礎 1.1 プレス加工の位置付け 1.2 被加工材 1.3 プレス加工の分類 1.4 せん断加工 1.5 曲げ加工 1.6 絞り加工 1.7 鍛造加工 1.8 プレス金型と自動化方式単発金型 順送 ( プログレッシブ ) 金型 トランスファ金型 複合金型 冷間鍛造金型 2. プレス機械の基礎 2.1 プレス機械の概要 2.2 機械プレスプレス能力の 3 要素
問題 2-1 ボルト締結体の設計 (1-1) 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた
 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた") 問題 2-1 ボルト締結体の設計 (1-1) 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた 測定データを図 1-2 に示す データから, オーステナイト系ステンレス鋼どうしの摩擦係数を推定せよ
問題 2-1 ボルト締結体の設計 (1-1) 摩擦係数の推定図 1-1 に示すボルト締結体にて, 六角穴付きボルト (M12) の締付けトルクとボルト軸力を測定した ボルトを含め材質はすべて SUS304 かそれをベースとしたオーステナイト系ステンレス鋼である 測定時, ナットと下締結体は固着させた 測定データを図 1-2 に示す データから, オーステナイト系ステンレス鋼どうしの摩擦係数を推定せよ
Microsoft Word - PCシンポ論文(シース)090819
090819") ポリエチレン製シースの性能評価試験方法 高速道路総合技術研究所正会員 長谷俊彦 高速道路総合技術研究所正会員 緒方辰男 西日本高速道路株式会社 小川篤生 (Abstract) Test method that evaluates sheath made of polyethylene The standard of the method of the performance evaluation test
ポリエチレン製シースの性能評価試験方法 高速道路総合技術研究所正会員 長谷俊彦 高速道路総合技術研究所正会員 緒方辰男 西日本高速道路株式会社 小川篤生 (Abstract) Test method that evaluates sheath made of polyethylene The standard of the method of the performance evaluation test
Microsoft Word - じょく層報告(三野道路用)_
_") ミノコートのじょく層に関する検討結果 三野道路株式会社 1. はじめにミノコート ( 以下,MK) は, 中温化剤, 改質剤, 植物繊維からなる特殊改質剤 ( ミノコートバインダ ) を添加した, 最大粒径 5mm のアスファルト混合物を平均厚 15mm 程度で敷均し, 締固めを行う表面処理工法である 本工法の特長として, 高いひび割れ抑制効果が期待できることから, 切削オーバーレイ工事や打換え工事等におけるじょく層
ミノコートのじょく層に関する検討結果 三野道路株式会社 1. はじめにミノコート ( 以下,MK) は, 中温化剤, 改質剤, 植物繊維からなる特殊改質剤 ( ミノコートバインダ ) を添加した, 最大粒径 5mm のアスファルト混合物を平均厚 15mm 程度で敷均し, 締固めを行う表面処理工法である 本工法の特長として, 高いひび割れ抑制効果が期待できることから, 切削オーバーレイ工事や打換え工事等におけるじょく層