AFC_Produktkatalog_2018_JPN_2_1_DS_grau-weiße Linien.indd
|
|
|
- あいり あさぶき
- 4 years ago
- Views:
Transcription







1 PRODUCT CATALOGUE
2 超硬合金製造における豊富な経験と知識に基づく細部への追及 理想 イノベーション 技術 パートナーシップ 2 3
3 超硬合金材種一覧 AF K10 UF AF K20 CF AF K34 EF AF K40 UF AF K44 EF AF K45 EF ISO-JIS 規格 K10 化学構成コバルト (%) 6 炭化タングステン及びその他 (%) 94 ISO-JIS 規格 K10 - K20 化学構成コバルト (%) 8 炭化タングステン及びその他 (%) 92 ISO-JIS 規格 K20 - K30 化学構成コバルト (%) 9 炭化タングステン及びその他 (%) 91 ISO-JIS 規格 K30 - K40 化学構成コバルト (%) 10 炭化タングステン及びその他 (%) 90 ISO-JIS 規格 K40 - K50 化学構成コバルト (%) 12 炭化タングステン及びその他 (%) 88 ISO-JIS 規格 K40 - K50 化学構成コバルト (%) 13 炭化タングステン及びその他 (%) 87 物理特性 比重 (g/cm3) 14.8 硬度 HV 30 (N/mm2) 1900 HRA 93.8 抗折力 (N/mm2) > 3900 (1000 psi) > 566 KIc * (Shetty) (MNm-3/2) 9.0 物理特性 比重 (g/cm3) 14.6 硬度 HV 30 (N/mm2) 1710 HRA 92.5 抗折力 (N/mm2) > 4000 (1000 psi) > 580 KIc * (Shetty) (MNm-3/2) 9.5 物理特性 比重 (g/cm3) 14.3 硬度 HV 30 (N/mm2) 1930 HRA 94.0 抗折力 (N/mm2) > 3900 (1000 psi) > 566 KIc * (Shetty) (MNm-3/2) 9.0 物理特性比重 (g/cm3) 14.5 硬度 HV 30 (N/mm2) 1610 HRA 91.9 抗折力 (N/mm2) > 4200 (1000 psi) > 609 KIc * (Shetty) (MNm-3/2) 10.5 物理特性比重 (g/cm3) 14.1 硬度 HV 30 (N/mm2) 1680 HRA 92.3 抗折力 (N/mm2) > 4400 (1000 psi) > 638 KIc * (Shetty) (MNm-3/2) 物理特性比重 (g/cm3) 13.9 硬度 HV 30 (N/mm2) 1700 HRA 92.4 抗折力 (N/mm2) > 4000 (1000 psi) > 580 KIc * (Shetty) (MNm-3/2) 9.5 金属組織孔隙率 10 μm A μm B 00 C 00 金属組織孔隙率 10 μm A μm B 00 C 00 金属組織孔隙率 10 μm A μm B 00 C 00 金属組織孔隙率 10 μm A μm B 00 C 00 金属組織孔隙率 10 μm A μm B 00 C 00 金属組織孔隙率 10 μm A μm B 00 C 00 ミクロ構造 炭化タングステン α Ø 0.6 μm バインディング相 β unif. distr. 炭化物 γ エータ相 η ミクロ構造 炭化タングステン α Ø 0.6 μm バインディング相 β unif. distr. 炭化物 γ エータ相 η ミクロ構造 炭化タングステン α Ø 0.5 μm バインディング相 β unif. distr. 炭化物 γ エータ相 η ミクロ構造 炭化タングステン α Ø 0.6 μm バインディング相 β unif. distr. 炭化物 γ エータ相 η ミクロ構造 炭化タングステン α Ø 0.5 μm バインディング相 β unif. distr. 炭化物 γ エータ相 η ミクロ構造 炭化タングステン α Ø 0.5 μm バインディング相 β unif. distr. 炭化物 γ エータ相 η 用途 ( 被削材 ) ** ダイアモンドコーティングに最適非合金鋼及び焼入鋼非鉄金属アルミ合金鋳物複合材 ( カーボン及びグラファイト ) プラスチックグラファイト 用途 ( 被削材 ) ** 非合金鋼及び焼入鋼非鉄金属アルミ合金鋳物複合材 ( カーボン及びグラファイト ) プラスチック 用途 ( 被削材 ) ** 高硬度材アルミ合金鋳物複合材 ( カーボン及びグラファイト ) グラファイト 用途 ( 被削材 ) ** 耐食 耐熱鋼ステンレス鋼非鉄金属ニッケル合金アルミ合金鋳物プラスチック 用途 ( 被削材 ) ** 耐食 耐熱鋼ステンレス鋼非鉄金属チタン合金 用途 ( 被削材 ) ** 耐食 耐熱鋼非鉄金属ニッケル合金チタン合金 ミクロ構造ムラカミエッチング ミクロ構造ムラカミエッチング ミクロ構造ムラカミエッチング ミクロ構造ムラカミエッチング ミクロ構造ムラカミエッチング ミクロ構造ムラカミエッチング * 上記 Klc の記載値は 試験片の形状や準備方法に依存する為 異なる方法を用いて得た数値の直接比較はご遠慮下さい ** これらの値は 超硬合金材種を選択される場合に必須のガイドラインではありませんが 設備 コーティング 切削 エッジ形状 刃先状態 クランピング機器 工作機械の剛性等 様々なシステム環境下での経験によって得られた結果に基づいています 異なる条件や環境によって使用された場合 得られる結果が異なる場合があります 4 5







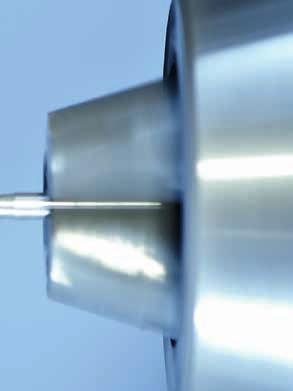







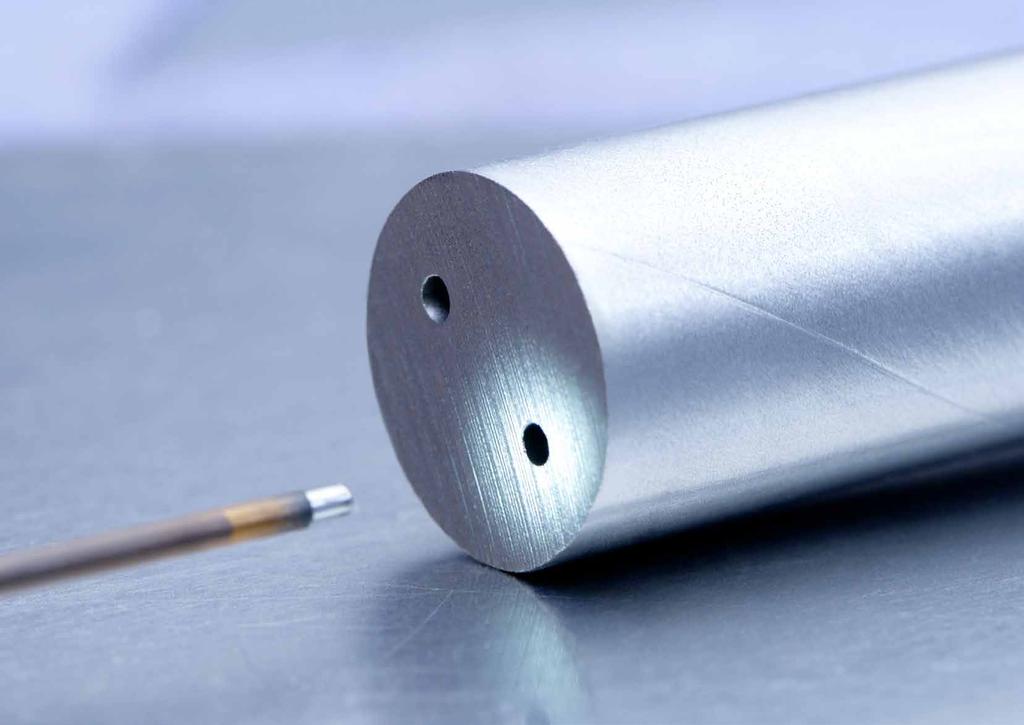
4 多目的な押出成形機 550ミリ長迄の深穴ドリル用素材として 穴ピッチの縮小 さらに選別も可能 ネジレ角度の可変性 (0 65 度 ) 特にマイクロドリル向け製品では6 7 mmの非常に短いリード長に対応 任意のクーラント穴形状及び穴位置 深穴ドリル用のキッド二 型や三角のクーラント穴 細部に至るまでのこだわり 焼結工程前の機械加工サービス 焼結後の加工に比べ経費 時間節約につながる焼結前のスロット加工 センター ( オス メス ) 付け加工 カップ スロット 円筒状の座グリ加工 中空形状等の機械加工 円筒研磨加工によるオフセット 端面及び側面方向へ様々な位置 穴数のクーラント穴ドリル加工 内部 外部へのスレッド加工 焼結後の加工 任意の外径へのセンタレス外周研磨加工 切断加工 面取加工 クーラント穴を繋ぐスロット加工 任意の図面長さへの端面調節 ボールノーズ加工 先付加工 段面加工等 円筒研磨による段加工 6 7






5 オンラインショップ 様々な情報 サービスをご提供しております 製品コードの見方 弊社営業時間外に素材の探し物ですか? 問題ございません 標準品の在庫状況を常に弊社ホームページにて閲覧可能です (2018 年 10 月現在日本のお客様へのオンライン販売は行っておりません ) 外径 (Φmm x 10) 超硬材種 ( 例 : 70 = AF K40 UF or 53 = AF K45 EF) 長さ ( 例 : 3 = 330mm, 1 = 310mm, 4 = 415mm) スパイラル材のネジレ角度 ( 例 : 3 = 30 4 = 40 ) クーラント穴付の場合の穴数 (0,1,2,3) 8 9
6 ソリッド丸棒 SL SG 製品コード : 001.XX.XXX / 003.XX.XXX / 004.XX.XXX AF K10 UF XXX.66.XXX AF K20 CF XXX.78.XXX AF K34 EF XXX.49.XXX AF K45 EF XXX.53.XXX 外径 研磨外径 長さ 製品コード 製品コード (mm) () +10(mm) XXX.XX. 012 XXX.XX XXX.XX. 017 XXX.XX XXX.XX. 022 XXX.XX XXX.XX. 027 XXX.XX XXX.XX. 032 XXX.XX XXX.XX. 037 XXX.XX XXX.XX. 042 XXX.XX XXX.XX. 047 XXX.XX XXX.XX. 052 XXX.XX XXX.XX. 057 XXX.XX / 415 XXX.XX. 062 XXX.XX / 415 XXX.XX. 067 XXX.XX / 415 XXX.XX. 072 XXX.XX / 415 XXX.XX. 077 XXX.XX / 415 XXX.XX. 082 XXX.XX / 415 XXX.XX. 087 XXX.XX / 415 XXX.XX. 092 XXX.XX / 415 XXX.XX. 097 XXX.XX / 415 XXX.XX. 102 XXX.XX / 415 XXX.XX. 107 XXX.XX / 415 XXX.XX. 112 XXX.XX / 415 XXX.XX. 117 XXX.XX / 415 XXX.XX. 122 XXX.XX / 415 XXX.XX. 127 XXX.XX / 415 XXX.XX. 132 XXX.XX / 415 XXX.XX. 137 XXX.XX / 415 XXX.XX. 142 XXX.XX / 415 XXX.XX. 147 XXX.XX / 415 XXX.XX. 152 XXX.XX / 415 XXX.XX. 157 XXX.XX / 415 XXX.XX. 162 XXX.XX / 415 XXX.XX. 167 XXX.XX / 415 XXX.XX. 172 XXX.XX / 415 XXX.XX. 177 XXX.XX / 415 XXX.XX. 182 XXX.XX / 415 XXX.XX. 187 XXX.XX / 415 XXX.XX. 192 XXX.XX / 415 XXX.XX. 197 XXX.XX / 415 XXX.XX. 202 XXX.XX / 415 XXX.XX. 207 XXX.XX / 415 XXX.XX. 212 XXX.XX / 415 XXX.XX. 217 XXX.XX / 415 XXX.XX. 222 XXX.XX / 415 XXX.XX. 227 XXX.XX 製品コード : 001.XX.XXX / 003.XX.XXX / 004.XX.XXX / 415 XXX.XX. 232 XXX.XX / 415 XXX.XX. 237 XXX.XX / 415 XXX.XX. 242 XXX.XX / 415 XXX.XX. 247 XXX.XX / 415 XXX.XX. 252 XXX.XX XXX.XX. 257 XXX.XX XXX.XX. 262 XXX.XX XXX.XX. 267 XXX.XX XXX.XX. 272 XXX.XX XXX.XX. 277 XXX.XX XXX.XX. 282 XXX.XX XXX.XX. 287 XXX.XX XXX.XX. 292 XXX.XX XXX.XX. 297 XXX.XX XXX.XX. 302 XXX.XX XXX.XX. 307 XXX.XX XXX.XX. 312 XXX.XX XXX.XX. 317 XXX.XX XXX.XX. 322 XXX.XX XXX.XX. 327 XXX.XX XXX.XX. 332 XXX.XX XXX.XX. 342 XXX.XX XXX.XX. 352 XXX.XX XXX.XX. 362 XXX.XX XXX.XX. 372 XXX.XX XXX.XX. 382 XXX.XX XXX.XX. 392 XXX.XX XXX.XX. 402 XXX.XX XXX.XX. 412 XXX.XX XXX.XX. 422 XXX.XX XXX.XX. 432 XXX.XX XXX.XX. 442 XXX.XX XXX.XX. 452 XXX.XX XXX.XX. 462 XXX.XX XXX.XX. 472 XXX.XX XXX.XX. 482 XXX.XX XXX.XX. 492 XXX.XX XXX.XX. 502 XXX.XX 製品コード : インチサイズ 003.XX.XXX 外径 (inch) 外径 (mm) 研磨外径 () 長さ +10(mm) 製品コード製品コード 1/ XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX / XX XX XX XX
 () +10(mm) 4.3 +0.3 0.6 ±0.10 XXX.XX. 043 XXX.XX. 040-5.")




7 セントラルホール材 CH パラレルホール ( 標準タイプ ) 材 2PS 製品コード :101.XX.XXX / 103.XX.XXX / 104.XX.XXX 製品コード :201.XX.XXX / 203.XX.XXX / 204.XX.XXX AF K10 UF XXX.66.XXX AF K20 CF XXX.78.XXX AF K34 EF XXX.49.XXX AF K45 EF XXX.53.XXX AF K10 UF XXX.66.XXX AF K20 CF XXX.78.XXX AF K34 EF XXX.49.XXX AF K45 EF XXX.53.XXX 外径 研磨外径 穴径 長さ 製品コード 製品コード (mm) () +10(mm) ±0.10 XXX.XX. 043 XXX.XX ±0.10 XXX.XX. 053 XXX.XX ±0.15 / 415 XXX.XX. 063 XXX.XX ±0.15 / 415 XXX.XX. 073 XXX.XX ±0.15 / 415 XXX.XX. 083 XXX.XX / 415 XXX.XX. 093 XXX.XX / 415 XXX.XX. 103 XXX.XX / 415 XXX.XX. 113 XXX.XX / 415 XXX.XX. 123 XXX.XX / 415 XXX.XX. 128 XXX.XX / 415 XXX.XX. 133 XXX.XX / 415 XXX.XX. 143 XXX.XX / 415 XXX.XX. 153 XXX.XX / 415 XXX.XX. 163 XXX.XX / 415 XXX.XX. 168 XXX.XX / 415 XXX.XX. 173 XXX.XX / 415 XXX.XX. 183 XXX.XX / 415 XXX.XX. 203 XXX.XX / 415 XXX.XX. 223 XXX.XX / 415 XXX.XX. 233 XXX.XX / 415 XXX.XX. 243 XXX.XX / 415 XXX.XX. 253 XXX.XX XXX.XX. 263 XXX.XX XXX.XX. 278 XXX.XX XXX.XX. 283 XXX.XX ±0.35 XXX.XX. 303 XXX.XX ±0.35 XXX.XX. 323 XXX.XX 外径 研磨外径 穴ピッチ 穴径 長さ 製品コード 製品コード +10(mm) ± ±0.10 XXX.XX. 042 XXX.XX ± ±0.10 XXX.XX. 052 XXX.XX ± ±0.10 / 415 XXX.XX. 063 XXX.XX ± ±0.15 / 415 XXX.XX. 073 XXX.XX ± ±0.15 / 415 XXX.XX. 083 XXX.XX ± ±0.15 / 415 XXX.XX. 093 XXX.XX ± ±0.15 / 415 XXX.XX. 103 XXX.XX ± ±0.15 / 415 XXX.XX. 113 XXX.XX ± ±0.15 / 415 XXX.XX. 123 XXX.XX ± ±0.15 / 415 XXX.XX. 133 XXX.XX ± ±0.15 / 415 XXX.XX. 143 XXX.XX ± / 415 XXX.XX. 153 XXX.XX ± / 415 XXX.XX. 163 XXX.XX ± / 415 XXX.XX. 173 XXX.XX ± / 415 XXX.XX. 183 XXX.XX ± / 415 XXX.XX. 193 XXX.XX / 415 XXX.XX. 204 XXX.XX / 415 XXX.XX. 214 XXX.XX / 415 XXX.XX. 224 XXX.XX / 415 XXX.XX. 234 XXX.XX / 415 XXX.XX. 244 XXX.XX / 415 XXX.XX. 254 XXX.XX XXX.XX. 264 XXX.XX XXX.XX. 284 XXX.XX XXX.XX. 304 XXX.XX XXX.XX. 324 XXX.XX XXX.XX. 344 XXX.XX. 340-







 6.")




8 パラレルホール ( 穴径間縮小タイプ ) 材 2PR 2 穴スパイラル (15 ネジレ ) 材 2V15 製品コード : 211.XX.XXX / 213.XX.XXX / 214.XX.XXX 製品コード : 2153.XX.XXX AF K10 UF XXX.66.XXX AF K20 CF XXX.78.XXX AF K34 EF XXX.49.XXX AF K40 UF XXXX.70.XXX 外径 研磨外径 穴ピッチ 穴径 長さ 製品コード 製品コード +10(mm) ± ±0.10 / 415 XXX.XX. 063 XXX.XX ± ±0.10 / 415 XXX.XX. 073 XXX.XX ± ±0.10 / 415 XXX.XX. 081 XXX.XX ± ±0.10 / 415 XXX.XX. 082 XXX.XX ± ±0.10 / 415 XXX.XX. 083 XXX.XX ± ±0.10 / 415 XXX.XX. 093 XXX.XX ± ±0.10 / 415 XXX.XX. 103 XXX.XX ± ±0.15 / 415 XXX.XX. 113 XXX.XX ± ±0.15 / 415 XXX.XX. 123 XXX.XX ± ±0.15 / 415 XXX.XX. 133 XXX.XX ± ±0.15 / 415 XXX.XX. 143 XXX.XX ± ±0.15 / 415 XXX.XX. 153 XXX.XX ± ±0.15 / 415 XXX.XX. 163 XXX.XX / 415 XXX.XX. 173 XXX.XX / 415 XXX.XX. 183 XXX.XX / 415 XXX.XX. 193 XXX.XX / 415 XXX.XX. 204 XXX.XX / 415 XXX.XX. 214 XXX.XX / 415 XXX.XX. 224 XXX.XX / 415 XXX.XX. 234 XXX.XX / 415 XXX.XX. 244 XXX.XX / 415 XXX.XX. 254 XXX.XX XXX.XX. 264 XXX.XX XXX.XX. 284 XXX.XX 外径研磨外径穴ピッチ穴径リード長さ製品コード製品コード +10(mm) ± ± XXXX.XX. 063 XXXX.XX ± ± XXXX.XX. 083 XXXX.XX ± ± XXXX.XX. 103 XXXX.XX ± ± XXXX.XX. 123 XXXX.XX ± ± XXXX.XX. 143 XXXX.XX ± ± XXXX.XX. 163 XXXX.XX ±0.15 ± XXXX.XX. 183 XXXX.XX ± XXXX.XX. 203 XXXX.XX ± XXXX.XX. 223 XXXX.XX ± XXXX.XX. 253 XXXX.XX
 4.3 +0.3 4.0 1.70 ±0.10 0.60 ±0.05 34.53 330 XXXX.XX. 043 XXXX.XX. 040-5.3 +0.3 5.0 ±0.10 0.70 ±0.05 43.16 330 XXXX.XX. 053 XXXX.XX. 050-6.")


 3.3 +0.3 3.0 1.60 ±0.10 0.40 ±0.10 16.32 XXX.XX. 033 XXX.XX. 030-3.8 +0.3 3.5 1.80 ±0.10 0.50 ±0.10 19.04 XXX.XX. 038 XXX.")
9 2 穴スパイラル (20 ネジレ ) 材 2V20 2 穴スパイラル (30 ネジレ ) 材 2V30 製品コード : 2203.XX.XXX 製品コード : 231.XX.XXX / 233.XX.XXX / 234.XX.XXX AF K40 UF XXXX.70.XXX AF K10 UF XXX.66.XXX AF K20 CF XXX.78.XXX AF K34 EF XXX.49.XXX AF K45 EF XXX.53.XXX 外径 研磨外径 穴ピッチ 穴径 リード 長さ 製品コード 製品コード +10(mm) ± ± XXXX.XX. 043 XXXX.XX ± ± XXXX.XX. 053 XXXX.XX ± ± XXXX.XX. 063 XXXX.XX ± ± XXXX.XX. 073 XXXX.XX ± ± XXXX.XX. 083 XXXX.XX ± ± XXXX.XX. 093 XXXX.XX ± ± XXXX.XX. 103 XXXX.XX ± ± XXXX.XX. 113 XXXX.XX ± ± XXXX.XX. 123 XXXX.XX ± ± XXXX.XX. 133 XXXX.XX ± ± XXXX.XX. 143 XXXX.XX ± ± XXXX.XX. 153 XXXX.XX ± ± XXXX.XX. 163 XXXX.XX ± ± XXXX.XX. 173 XXXX.XX ±0.15 ± XXXX.XX. 183 XXXX.XX ± XXXX.XX. 193 XXXX.XX ± XXXX.XX. 203 XXXX.XX 外径研磨外径穴ピッチ穴径リード長さ製品コード製品コード ± (mm) ± ± XXX.XX. 033 XXX.XX ± ± XXX.XX. 038 XXX.XX ± ± XXX.XX. 043 XXX.XX ± ± XXX.XX. 048 XXX.XX ± XXX.XX. 053 XXX.XX ± XXX.XX. 058 XXX.XX ± / 415 XXX.XX. 063 XXX.XX ± / 415 XXX.XX. 068 XXX.XX ± / 415 XXX.XX. 073 XXX.XX ± / 415 XXX.XX. 078 XXX.XX ± / 415 XXX.XX. 083 XXX.XX ± / 415 XXX.XX. 088 XXX.XX ± / 415 XXX.XX. 093 XXX.XX ± / 415 XXX.XX. 098 XXX.XX ± / 415 XXX.XX. 103 XXX.XX ± / 415 XXX.XX. 108 XXX.XX ± ± / 415 XXX.XX. 113 XXX.XX ± ± / 415 XXX.XX. 118 XXX.XX ± ± / 415 XXX.XX. 123 XXX.XX ± / 415 XXX.XX. 128 XXX.XX ± / 415 XXX.XX. 133 XXX.XX ± / 415 XXX.XX. 138 XXX.XX ± / 415 XXX.XX. 143 XXX.XX ± / 415 XXX.XX. 148 XXX.XX ± / 415 XXX.XX. 153 XXX.XX ± / 415 XXX.XX. 158 XXX.XX ± / 415 XXX.XX. 163 XXX.XX ± / 415 XXX.XX. 168 XXX.XX ± / 415 XXX.XX. 173 XXX.XX ± / 415 XXX.XX. 178 XXX.XX ± / 415 XXX.XX. 183 XXX.XX ± / 415 XXX.XX. 188 XXX.XX ± / 415 XXX.XX. 193 XXX.XX ± / 415 XXX.XX. 198 XXX.XX ± / 415 XXX.XX. 203 XXX.XX ± / 415 XXX.XX. 213 XXX.XX ± / 415 XXX.XX. 223 XXX.XX ± / 415 XXX.XX. 233 XXX.XX ± / 415 XXX.XX. 243 XXX.XX ± / 415 XXX.XX. 253 XXX.XX ± XXX.XX. 263 XXX.XX ± XXX.XX. 273 XXX.XX ± XXX.XX. 283 XXX.XX 次頁に続く 17
 29.3 +0.5 29.0 14.80 ±0.60 2.50 157.80 XXX.XX. 293 XXX.")









10 2 穴スパイラル (30 ネジレ ) 材 2V30 2 穴スパイラル (40 ねじれ ) 材 2V40 製品コード : 231.XX.XXX / 233.XX.XXX / 234.XX.XXX 製品コード : 241.XX.XXX / 243.XX.XXX / 244.XX.XXX AF K10 UF XXX.66.XXX AF K20 CF XXX.78.XXX AF K34 EF XXX.49.XXX AF K45 EF XXX.53.XXX 前頁の続き 外径 研磨外径 穴ピッチ 穴径 リード 長さ 製品コード 製品コード ± (mm) ± XXX.XX. 293 XXX.XX ± XXX.XX. 303 XXX.XX ± XXX.XX. 313 XXX.XX ± XXX.XX. 323 XXX.XX ± XXX.XX. 333 XXX.XX ± XXX.XX. 343 XXX.XX ± XXX.XX. 353 XXX.XX AF K10 UF XXX.66.XXX AF K20 CF XXX.78.XXX AF K34 EF XXX.49.XXX AF K45 EF XXX.53.XXX 外径研磨外径穴ピッチ穴径リード長さ製品コード製品コード ± (mm) ± ± XXX.XX. 043 XXX.XX ± ± XXX.XX. 053 XXX.XX ± / 415 XXX.XX. 063 XXX.XX ± / 415 XXX.XX. 068 XXX.XX ± / 415 XXX.XX. 073 XXX.XX ± / 415 XXX.XX. 078 XXX.XX ± / 415 XXX.XX. 083 XXX.XX ± / 415 XXX.XX. 088 XXX.XX ± / 415 XXX.XX. 093 XXX.XX ± / 415 XXX.XX. 098 XXX.XX ± / 415 XXX.XX. 103 XXX.XX ± / 415 XXX.XX. 108 XXX.XX ± ± / 415 XXX.XX. 113XXX.XX ± ± / 415 XXX.XX. 118XXX.XX ± / 415 XXX.XX. 123 XXX.XX ± / 415 XXX.XX. 128 XXX.XX ± / 415 XXX.XX. 133 XXX.XX ± / 415 XXX.XX. 138 XXX.XX ± / 415 XXX.XX. 143 XXX.XX ± / 415 XXX.XX. 148 XXX.XX ± / 415 XXX.XX. 153 XXX.XX ± / 415 XXX.XX. 158 XXX.XX ± / 415 XXX.XX. 163 XXX.XX ± / 415 XXX.XX. 168 XXX.XX ± / 415 XXX.XX. 173 XXX.XX ± / 415 XXX.XX. 178 XXX.XX ± / 415 XXX.XX. 183 XXX.XX ± / 415 XXX.XX. 188 XXX.XX ± / 415 XXX.XX. 193 XXX.XX ± / 415 XXX.XX. 203 XXX.XX ± / 415 XXX.XX. 213 XXX.XX ± / 415 XXX.XX. 223 XXX.XX ± / 415 XXX.XX. 243 XXX.XX ± / 415 XXX.XX. 253 XXX.XX ± XXX.XX. 263 XXX.XX ± XXX.XX. 283 XXX.XX ± XXX.XX. 303 XXX.XX ± XXX.XX. 323 XXX.XX ± XXX.XX. 343 XXX.XX ± XXX.XX. 353 XXX.XX
 xxxxxxxxx 3.3 3.00 0.30 ±0.05 0.08 ±0.03 3.06 72 180 2720.70.033-180 2720.70.030-180- 3.3 3.00 0.35 ±0.05 0.12 ±0.03 4.40 65 180 2650.70.033-180 2650.")


11 2 穴スパイラル (40 度以上強ネジレ ) 2VS 3 穴スパイラル (30 ねじれ ) 材 3V30 製品コード : 2XXX.70.XXX-XXX 製品コード : 331.XX.XXX / 333.XX.XXX / 334.XX.XXX AF K40 UF XXXX.70.XXX AF K34 EF XXX.49.XXX マイクロドリル向け製品外径研磨外径穴ピッチ穴径リードネジレ長さ製品コード製品コード 角度 +5(mm) xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± 段付き工具向け強ネジレ製品外径研磨外径穴ピッチ穴径リードネジレ長さ製品コード製品コード ±0.5 角度 +10(mm) xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± ± ± xxxxxxxxx ± ± 外径研磨外径穴ピッチ穴径リード長さ製品コード製品コード ± (mm) ± ± XXX.XX. 048 XXX.XX ± ± XXX.XX. 053 XXX.XX ± ± XXX.XX. 058 XXX.XX ± ± / 415 XXX.XX. 063 XXX.XX ± ± / 415 XXX.XX. 068 XXX.XX ± ± / 415 XXX.XX. 073 XXX.XX ± ± / 415 XXX.XX. 078 XXX.XX ± ± / 415 XXX.XX. 083 XXX.XX ± ± / 415 XXX.XX. 088 XXX.XX ± ± / 415 XXX.XX. 093 XXX.XX ± ± / 415 XXX.XX. 098 XXX.XX ± ± / 415 XXX.XX. 103 XXX.XX ± ± / 415 XXX.XX. 108 XXX.XX ± / 415 XXX.XX. 113 XXX.XX ± / 415 XXX.XX. 118 XXX.XX ± / 415 XXX.XX. 123 XXX.XX ± / 415 XXX.XX. 128 XXX.XX ± / 415 XXX.XX. 133 XXX.XX ± / 415 XXX.XX. 138 XXX.XX ± / 415 XXX.XX. 143 XXX.XX ± / 415 XXX.XX. 148 XXX.XX ± / 415 XXX.XX. 153 XXX.XX ± / 415 XXX.XX. 158 XXX.XX / 415 XXX.XX. 163 XXX.XX / 415 XXX.XX. 168 XXX.XX / 415 XXX.XX. 173 XXX.XX / 415 XXX.XX. 178 XXX.XX / 415 XXX.XX. 183 XXX.XX / 415 XXX.XX. 188 XXX.XX / 415 XXX.XX. 193 XXX.XX / 415 XXX.XX. 198 XXX.XX / 415 XXX.XX. 203 XXX.XX ± / 415 XXX.XX. 213 XXX.XX ± / 415 XXX.XX. 223 XXX.XX ± / 415 XXX.XX. 233 XXX.XX ± / 415 XXX.XX. 243 XXX.XX ± / 415 XXX.XX. 253 XXX.XX ± XXX.XX. 263 XXX.XX ± XXX.XX. 273 XXX.XX ± XXX.XX. 283 XXX.XX ± XXX.XX. 293 XXX.XX ± XXX.XX. 303 XXX.XX ± XXX.XX. 313 XXX.XX 次頁に続く 21
 製品コード 製品コード 32.3 +0.50 3 15.50 ±0.60 3.00 174.12 XXX.XX. 323 XXX.XX. 320-33.3 +0.50 33.0 0 ±0.60 3.00 179.57 XXX.XX. 333 XXX.XX. 330-34.3 +0.50 34.0 16.50 ±0.60 3.00 185.01 XXX.XX. 343 XXX.")






12 3 穴スパイラル (30 ねじれ ) 材 3V30 3 穴スパイラル (40 ねじれ ) 材 3V40 製品コード : 331.XX.XXX / 333.XX.XXX / 334.XX.XXX 製品コード : 341.XX.XXX / 343.XX.XXX AF K34 EF XXX.49.XXX AF K34 EF XXX.49.XXX 前頁の続き 外径 (mm) 研磨外径 () 穴ピッチ 穴径 リード ±0.5 長さ +10(mm) 製品コード 製品コード ± XXX.XX. 323 XXX.XX ± XXX.XX. 333 XXX.XX ± XXX.XX. 343 XXX.XX ± XXX.XX. 353 XXX.XX 外径 研磨外径穴ピッチ 穴径 リード 長さ 製品コード 製品コード ± (mm) ± ± / 415 XXX.XX. 063 XXX.XX ± ± / 415 XXX.XX. 068 XXX.XX ± ± / 415 XXX.XX. 073 XXX.XX ± ± / 415 XXX.XX. 078 XXX.XX ± ± / 415 XXX.XX. 083 XXX.XX ± ± / 415 XXX.XX. 088 XXX.XX ± ± / 415 XXX.XX. 093 XXX.XX ± ± / 415 XXX.XX. 098 XXX.XX ± ± / 415 XXX.XX. 103 XXX.XX ± ± / 415 XXX.XX. 108 XXX.XX ± / 415 XXX.XX. 113 XXX.XX ± / 415 XXX.XX. 118 XXX.XX / 415 XXX.XX. 123 XXX.XX / 415 XXX.XX. 128 XXX.XX / 415 XXX.XX. 133 XXX.XX / 415 XXX.XX. 138 XXX.XX / 415 XXX.XX. 143 XXX.XX / 415 XXX.XX. 148 XXX.XX / 415 XXX.XX. 153 XXX.XX / 415 XXX.XX. 158 XXX.XX / 415 XXX.XX. 163 XXX.XX / 415 XXX.XX. 168 XXX.XX / 415 XXX.XX. 173 XXX.XX / 415 XXX.XX. 178 XXX.XX / 415 XXX.XX. 183 XXX.XX / 415 XXX.XX. 188 XXX.XX ± / 415 XXX.XX. 193 XXX.XX ± / 415 XXX.XX. 198 XXX.XX ± / 415 XXX.XX. 203 XXX.XX ± / 415 XXX.XX. 213 XXX.XX ± / 415 XXX.XX. 223 XXX.XX ± / 415 XXX.XX. 243 XXX.XX ± / 415 XXX.XX. 253 XXX.XX ± XXX.XX. 263 XXX.XX ± XXX.XX. 283 XXX.XX ± XXX.XX. 303 XXX.XX ± XXX.XX. 323 XXX.XX


 chamfer chamfer")

13 エンドミル用ブランク製品コード : XXX 研磨外径 長さ +10(mm) C x 製品コード エンドミル用ブランク (WELDON 付 ) 製品コード : XXX 研磨外径 長さ +10(mm) C x 製品コード (DIN 6535 HB) chamfer chamfer

14 26 27 エンドミル用ブランク外径 (mm) 長さ Ø D L Ø D L C x 製品コード外径 (mm) 長さ 側面穴 側面穴 側面穴 側面穴 側面穴 ( ) 付製品コード : 外径 長さ 側面穴 側面穴 側面穴 側面穴 製品コード :( 研磨 ) 外径 長さ 側面穴 側面穴 側面穴 側面穴 chamfer
15 ARNO FRIEDRICHS HARTMETALL GMBH & CO. KG AFCジャパン株式会社 東京都北区田端新町 /2019 V2 28
切削条件表超硬 4 枚刃不等分割不等リードエンドミル 38 /41 刃長 1.5D 型式 外径 一般構造用鋼炭素鋼 (S45C/SS/FC/FCD) (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/
 (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/") 形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
標準在庫品 DIN 332 Form R (R タイプ ) Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN
 Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します

")
ミガキ ( 丸鋼 ) は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (
 は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (") ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
ミニ インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ ACME
 ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
超硬ノンステップボF2 ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F
 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F") 超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
UNIMAX SERIES VOL18
 長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
ノズルの形状 ストレートノズル ノズル先端の長さ / 穴径 2 穴ノズル 角度 / 穴径 3 穴ノズル角度 / 穴径 3 方ノズル角度 / 穴径 4 穴ノズル角度 / 穴径 4 方ノズル角度 / 穴径 直角 (90 ) ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル
 ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル") ノズルの形状 ストレートノズル ノズル先端の長さ / 穴径 2 穴ノズル 角度 / 穴径 3 穴ノズル角度 / 穴径 3 ノズル角度 / 穴径 4 穴ノズル角度 / 穴径 4 ノズル角度 / 穴径 直角 (90 ) ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル ノーマルディスクワイドディスク 12 穴ディスク コンパクト ワイドコンパクト ハンドガン用ノズル 穴径
ノズルの形状 ストレートノズル ノズル先端の長さ / 穴径 2 穴ノズル 角度 / 穴径 3 穴ノズル角度 / 穴径 3 ノズル角度 / 穴径 4 穴ノズル角度 / 穴径 4 ノズル角度 / 穴径 直角 (90 ) ノズル 1 穴穴径 2 穴角度 / 穴径 3 穴角度 / 穴径 スプレーノズル ノーマルディスクワイドディスク 12 穴ディスク コンパクト ワイドコンパクト ハンドガン用ノズル 穴径
Tungsten Carbide End Mills UNIMAX Series
 2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
製品カタログ_CoroDrill880
 CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
CoroDrill 880 U ISO13399 CoroDrill 880 0.8mm 5µ 0.8mm 5µ 2 CoroDrill 880 2000 2000 1500 1500 1000 Fx 1000 Fx 500 Fy 500 Fy 0 0-500 1 2 3 4 5 6 7 0 0-500 2 4 6 8-1000 -1000 3 CoroDrill 880 12.00-13.99 mm
untitled
 http://www.mofa.go.jp/mofaj/toko/visa/index.html http://www.cn.emb-japan.go.jp/jp/01top.htm http://www.shanghai.cn.emb-japan.go.jp/ http://www.guangzhou.cn.emb-japan.go.jp/ http://www.shengyang.cn.emb-japan.go.jp/jp/index.htm
http://www.mofa.go.jp/mofaj/toko/visa/index.html http://www.cn.emb-japan.go.jp/jp/01top.htm http://www.shanghai.cn.emb-japan.go.jp/ http://www.guangzhou.cn.emb-japan.go.jp/ http://www.shengyang.cn.emb-japan.go.jp/jp/index.htm
V")
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ
 Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します


チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MB フルアール MT-R フルアール R/L MS パイプ フルアール チップブレーカ付きフルアールチップ ~ mm フルアール ポジタイプ フラットなフルアールチップ ~ 8mm パイプ突切り専用 ~ 10mm R/L MZ パイ
 チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用

研修コーナー
 l l l l l l l l l l l α α β l µ l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l
l l l l l l l l l l l α α β l µ l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l
突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭
 効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
")
 CAC406C( 旧 BC6C) 丸管 6 p6 外径 内径 肉厚 70 40 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径 内径 肉厚 外径公差 内径公差 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径公差 内径公差
CAC406C( 旧 BC6C) 丸管 6 p6 外径 内径 肉厚 70 40 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径 内径 肉厚 外径公差 内径公差 長さ 0L 長さ 1,0L 長さ 2,400L 長さ 3,000L (0 +) (+ +40) (+40 +0) (+50 +1) 外径公差 内径公差
1011複合加工機.indd
 複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
1
 ISCAR JAPAN LTD. Member IMC Group 1 X X X X 2 ピコカット小径ソリッドバー用ホルダー MG PCO-...6 MG PCO-16-9 PICCO/MG PCO ホルダー φ12 12.7 14 15.9 16 19 20 22 25 25.4 PICCO...6-7 φd min 0.6 1.0 2.0 2.8 3.0 4.0 5.0mm用ホルダー φ12
ISCAR JAPAN LTD. Member IMC Group 1 X X X X 2 ピコカット小径ソリッドバー用ホルダー MG PCO-...6 MG PCO-16-9 PICCO/MG PCO ホルダー φ12 12.7 14 15.9 16 19 20 22 25 25.4 PICCO...6-7 φd min 0.6 1.0 2.0 2.8 3.0 4.0 5.0mm用ホルダー φ12
改訂 [更新済み]
![改訂 [更新済み]](/thumbs/104/163121761.jpg "改訂 [更新済み]") CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
超硬限界栓 H7 ( 工作用 ) CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP
 CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP") ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
TOOL NEWS B223J
 TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
表紙030313.PDF
 H2 CO (1) (3) (4) () () ( ) ( : 11 ) [ ] [ ] [ ] [ ] [ ] [ ] [ ] [ ] [ ]......... [ ] [ ] [ ] [ ] [] [ ] [ ] [ ] [ ] (g) [ ] ) [ ] [ [ ] [ ] [ ] ) ) ) )... [ ] [] [ ] [] [ []........
H2 CO (1) (3) (4) () () ( ) ( : 11 ) [ ] [ ] [ ] [ ] [ ] [ ] [ ] [ ] [ ]......... [ ] [ ] [ ] [ ] [] [ ] [ ] [ ] [ ] (g) [ ] ) [ ] [ [ ] [ ] [ ] ) ) ) )... [ ] [] [ ] [] [ []........
R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,
 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,") 1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM

第86回日本感染症学会総会学術集会後抄録(I)
") κ κ κ κ κ κ μ μ β β β γ α α β β γ α β α α α γ α β β γ μ β β μ μ α ββ β β β β β β β β β β β β β β β β β β γ β μ μ μ μμ μ μ μ μ β β μ μ μ μ μ μ μ μ μ μ μ μ μ μ β
κ κ κ κ κ κ μ μ β β β γ α α β β γ α β α α α γ α β β γ μ β β μ μ α ββ β β β β β β β β β β β β β β β β β β γ β μ μ μ μμ μ μ μ μ β β μ μ μ μ μ μ μ μ μ μ μ μ μ μ β
O1-1 O1-2 O1-3 O1-4 O1-5 O1-6
 O1-1 O1-2 O1-3 O1-4 O1-5 O1-6 O1-7 O1-8 O1-9 O1-10 O1-11 O1-12 O1-13 O1-14 O1-15 O1-16 O1-17 O1-18 O1-19 O1-20 O1-21 O1-22 O1-23 O1-24 O1-25 O1-26 O1-27 O1-28 O1-29 O1-30 O1-31 O1-32 O1-33 O1-34 O1-35
O1-1 O1-2 O1-3 O1-4 O1-5 O1-6 O1-7 O1-8 O1-9 O1-10 O1-11 O1-12 O1-13 O1-14 O1-15 O1-16 O1-17 O1-18 O1-19 O1-20 O1-21 O1-22 O1-23 O1-24 O1-25 O1-26 O1-27 O1-28 O1-29 O1-30 O1-31 O1-32 O1-33 O1-34 O1-35
平成22年度事故情報収集調査結果について(概要速報)
") Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は
 は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は") HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-3 EDM
 POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
/HOHS‐05(基礎二次)")

EOS: 材料データシート(アルミニウム)
") EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
 1 911 9001030 9:00 A B C D E F G H I J K L M 1A0900 1B0900 1C0900 1D0900 1E0900 1F0900 1G0900 1H0900 1I0900 1J0900 1K0900 1L0900 1M0900 9:15 1A0915 1B0915 1C0915 1D0915 1E0915 1F0915 1G0915 1H0915 1I0915
1 911 9001030 9:00 A B C D E F G H I J K L M 1A0900 1B0900 1C0900 1D0900 1E0900 1F0900 1G0900 1H0900 1I0900 1J0900 1K0900 1L0900 1M0900 9:15 1A0915 1B0915 1C0915 1D0915 1E0915 1F0915 1G0915 1H0915 1I0915
 a a b a b c d e R c d e A a b e a b a b c d a b c d e f a M a b f d a M b a b a M b a M b M M M R M a M b M c a M a R b A a b b a CF a b c a b a M b a b M a M b c a A b a b M b a A b a M b C a M C a M
a a b a b c d e R c d e A a b e a b a b c d a b c d e f a M a b f d a M b a b a M b a M b M M M R M a M b M c a M a R b A a b b a CF a b c a b a M b a b M a M b c a A b a b M b a A b a M b C a M C a M
平形 DD TYPE STEE SQUARE (1 級焼入品 ) 規範工具STANDARD TOO 焼入品 あらゆる加工の測定 ケガキ作業に便利です! JIS 1 級相当品 ( 焼入 ) 400mm 以上 直角部 用途 製品 部品等のの測定材質 機械構造用炭素鋼 ( 測定面焼入 ) 焼入硬度 :HV
 規範工具STANDARD TOO 焼入品 あらゆる加工の測定 ケガキ作業に便利です! JIS 1 級相当品 ( 焼入 ) 400mm 以上 直角部 用途 製品 部品等のの測定材質 機械構造用炭素鋼 ( 測定面焼入 ) 焼入硬度 :HV") 範工具STANDARD TOO 非焼入 研磨仕上規 台付 AA TYPE STEE SQUARE 焼入品 台付仕様 あらゆる加工の測定 ケガキ作業に便利です! JIS 1 級相当品 ( 焼入 ) 直角部用途 製品 部品等のの測定材質 機械構造用炭素鋼 ( 測定面焼入 ) 焼入硬度 :HV450 以上特長 精度規格 :JIS B 7526 相当 印品はJIS 規格外 測定面は焼入により耐磨耗性があります
範工具STANDARD TOO 非焼入 研磨仕上規 台付 AA TYPE STEE SQUARE 焼入品 台付仕様 あらゆる加工の測定 ケガキ作業に便利です! JIS 1 級相当品 ( 焼入 ) 直角部用途 製品 部品等のの測定材質 機械構造用炭素鋼 ( 測定面焼入 ) 焼入硬度 :HV450 以上特長 精度規格 :JIS B 7526 相当 印品はJIS 規格外 測定面は焼入により耐磨耗性があります
CG-WLR300N
 1 2 3 4 5 http://corega.jp/ 2 http://corega.jp/ 3 4 5 6 7 8 1 9 1 2 10 3 1 4 11 1 2 3 12 4 1 5 13 14 1 15 1 2 3 4 5 16 1 1 2 3 4 17 1 2 3 4 18 1 1 2 19 3 4 5 20 1 1 2 3 4 5 21 20MHz 40MHz 20MHz 1ch 2ch
1 2 3 4 5 http://corega.jp/ 2 http://corega.jp/ 3 4 5 6 7 8 1 9 1 2 10 3 1 4 11 1 2 3 12 4 1 5 13 14 1 15 1 2 3 4 5 16 1 1 2 3 4 17 1 2 3 4 18 1 1 2 19 3 4 5 20 1 1 2 3 4 5 21 20MHz 40MHz 20MHz 1ch 2ch
GD_KT_$KT-$KT-0532-EC-PM_#SALL_#APR_#V1.indb
 多機能旋削ツール EcoCut & ProfileMaster JA CEATIZIT secrets of success Secrets of success CEATIZIT は超硬合金分野における皆様の特別なパートナーです CEATIZIT 社製超硬工具製品は皆様の多様な問題の解決を図り成功へと導きます 弊社の製品は生産性の向上 工具寿命の向上 生産コストの削減を目指します そしてお客様の要望に応えるべく一歩先を進んだ製品と技術を提供できる関係をつくります
多機能旋削ツール EcoCut & ProfileMaster JA CEATIZIT secrets of success Secrets of success CEATIZIT は超硬合金分野における皆様の特別なパートナーです CEATIZIT 社製超硬工具製品は皆様の多様な問題の解決を図り成功へと導きます 弊社の製品は生産性の向上 工具寿命の向上 生産コストの削減を目指します そしてお客様の要望に応えるべく一歩先を進んだ製品と技術を提供できる関係をつくります
P 1 2 3, 4 5, Series
 -Series 製品統合 カタログ P 1 2 3, 4 5, 6 8 9 85 104 105 111 115 118 121 127 131 135 139 -Series 104 P 145 161 169 173 177 180 181 182 183 184 184 187 188 189 192 193 194 1 -Series 2 3 -Series P9 P135 P105 P145
-Series 製品統合 カタログ P 1 2 3, 4 5, 6 8 9 85 104 105 111 115 118 121 127 131 135 139 -Series 104 P 145 161 169 173 177 180 181 182 183 184 184 187 188 189 192 193 194 1 -Series 2 3 -Series P9 P135 P105 P145


CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に
 切削油剤の管理に新たなアプローチ 生産性で妥協しない高精度な加工性能 CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に妥協が生じる選択を迫られることがあります
切削油剤の管理に新たなアプローチ 生産性で妥協しない高精度な加工性能 CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に妥協が生じる選択を迫られることがあります
EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使
 EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使") 新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
総合カタログ_P _スラスト円筒ころ軸受
 SKF@ptitudeCARBDynaSpinICOSINSO- COATLubriLeanMARLINMicrologNoWear SensorMountSYSTEM24VOGELWaveseal SKF SKF Group 2007 Catalogue 6000 JAOctober 2007 Catalogue 5000 E Printed in Japan 3,500+ ... 864...
SKF@ptitudeCARBDynaSpinICOSINSO- COATLubriLeanMARLINMicrologNoWear SensorMountSYSTEM24VOGELWaveseal SKF SKF Group 2007 Catalogue 6000 JAOctober 2007 Catalogue 5000 E Printed in Japan 3,500+ ... 864...
VALUESTAR Gシリーズをご購入いただいたお客様へ
 NEC Corporation, NEC Personal Products, Ltd. 2008 XXXXXXXXXXXXXXX XXXX PC-GV XXXXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXX- XXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXXX
NEC Corporation, NEC Personal Products, Ltd. 2008 XXXXXXXXXXXXXXX XXXX PC-GV XXXXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXX- XXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXXX XXXX XXXXXX XXXX
untitled
 9118 154 B-1 B-3 B- 5cm 3cm 5cm 3m18m5.4m.5m.66m1.3m 1.13m 1.134m 1.35m.665m 5 , 4 13 7 56 M 1586.1.18 7.77.9 599.5.8 7 1596.9.5 7.57.75 684.11.9 8.5 165..3 7.9 87.8.11 6.57. 166.6.16 7.57.6 856 6.6.5
9118 154 B-1 B-3 B- 5cm 3cm 5cm 3m18m5.4m.5m.66m1.3m 1.13m 1.134m 1.35m.665m 5 , 4 13 7 56 M 1586.1.18 7.77.9 599.5.8 7 1596.9.5 7.57.75 684.11.9 8.5 165..3 7.9 87.8.11 6.57. 166.6.16 7.57.6 856 6.6.5
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル DLC VL DLC MILL VL series
 アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
NTN すべり軸受標準品シリーズ NTN すべり軸受標準品シリーズ 10
 3 3. R-ARE35 3 +.2 +. +.9 +. 5 -.2.3 3 R-ARE +.2 +. 7 +.9 +. -.2.3 R-ARE5 5 +.2 +. 8 +.9 +. -.2.3 5 R-ARE8 +.2 +. 9 +.9 +. 8 -.2.3 R-ARE78 7 +.23 +. +. +.5 8 -.2.5 7 R-ARE88 8 +.23 +. +. +.5 8 -.2.5 8
3 3. R-ARE35 3 +.2 +. +.9 +. 5 -.2.3 3 R-ARE +.2 +. 7 +.9 +. -.2.3 R-ARE5 5 +.2 +. 8 +.9 +. -.2.3 5 R-ARE8 +.2 +. 9 +.9 +. 8 -.2.3 R-ARE78 7 +.23 +. +. +.5 8 -.2.5 7 R-ARE88 8 +.23 +. +. +.5 8 -.2.5 8
 XX 1 01 234214 X X 1 0 1 2 3 4 2 1 4000 784 0007533 X X 1 0 1 2 3 4 2 1 4000 7 2 3 7 2 3 2 3 2 2 1 6 2 XXX-XXXX X[ 01 111 9416 39 XXX-XXXX 18.50 3.00 15.50 15.50 0.05 18.50 3.00 15.50,984 1 5 uaj39uuy
XX 1 01 234214 X X 1 0 1 2 3 4 2 1 4000 784 0007533 X X 1 0 1 2 3 4 2 1 4000 7 2 3 7 2 3 2 3 2 2 1 6 2 XXX-XXXX X[ 01 111 9416 39 XXX-XXXX 18.50 3.00 15.50 15.50 0.05 18.50 3.00 15.50,984 1 5 uaj39uuy
 2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
複合加工機プログラム2012.xls
 機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
<4D F736F F D D94F797B192B48D648D878BE082CC8A4A94AD82C682BB82CC899E977097E E646F63>
 超微粒超硬合金の開発とその応用例 Development and Applications of Sub-micro grained Hard-metals 冨士ダイス 生産開発本部研究開発部川上優 概要各産業界の発展に伴い 難加工材や高負荷加工に対応できる高性能金型が各所から要望されている 超微粒 超々微粒およびナノ微粒超硬合金は 高強度 高剛性 高硬度を有するためそれらに対応できる金型用素材として使用されつつある
超微粒超硬合金の開発とその応用例 Development and Applications of Sub-micro grained Hard-metals 冨士ダイス 生産開発本部研究開発部川上優 概要各産業界の発展に伴い 難加工材や高負荷加工に対応できる高性能金型が各所から要望されている 超微粒 超々微粒およびナノ微粒超硬合金は 高強度 高剛性 高硬度を有するためそれらに対応できる金型用素材として使用されつつある
Super perfect numbers and Mersenne perefect numbers /2/22 1 m, , 31 8 P = , P =
 Super perfect numbers and Mersenne perefect numbers 3 2019/2/22 1 m, 2 2 5 3 5 4 18 5 20 6 25 7, 31 8 P = 5 35 9, 38 10 P = 5 39 1 1 m, 1: m = 28 m = 28 m = 10 height48 2 4 3 A 40 2 3 5 A 2002 2 7 11 13
Super perfect numbers and Mersenne perefect numbers 3 2019/2/22 1 m, 2 2 5 3 5 4 18 5 20 6 25 7, 31 8 P = 5 35 9, 38 10 P = 5 39 1 1 m, 1: m = 28 m = 28 m = 10 height48 2 4 3 A 40 2 3 5 A 2002 2 7 11 13
 10 44 1.2 5 4 5 3 6-1 - 1 2 3 4 5 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 9 10 TEL TEL 1 2 TEL FAX TEL FAX TEL FAX 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 1 2 3 4 5 6 ( ) ( ) 2
10 44 1.2 5 4 5 3 6-1 - 1 2 3 4 5 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 9 10 TEL TEL 1 2 TEL FAX TEL FAX TEL FAX 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 1 2 3 4 5 6 ( ) ( ) 2

新しいニッケルコーティングホルダ マシニングセンタ用ねじ切り工具の新商品 VARDEX 多刃インサート交換式スレッドミル (MiTM) は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ
 は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ") 高速スレッドミーリングシステム メトリック 新しいニッケルコーティングホルダ マシニングセンタ用ねじ切り工具の新商品 VARDEX 多刃インサート交換式スレッドミル (MiTM) は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ スタンダード コニカル MiTM 9 (A) 小径加工用
高速スレッドミーリングシステム メトリック 新しいニッケルコーティングホルダ マシニングセンタ用ねじ切り工具の新商品 VARDEX 多刃インサート交換式スレッドミル (MiTM) は 様々なスタイルのホルダにロングインサートを使用し ねじの加工時間を短縮します 新しいニッケルコーティングホルダで防錆性が向上しました VARGUS ホームページ スタンダード コニカル MiTM 9 (A) 小径加工用
孟鋼鉃 製品サイス 一覧 2-1 鋼 - 特殊鋼 - 構造用合金鋼 サイス ( 径 ) 概算重量 S25C S35C S45C S55C SCM415H SCM435H SCM440H ( kg /m) 1.04 S55C は全サイス 取寄せ S45C/SCM4
 概算重量 S25C S35C S45C S55C SCM415H SCM435H SCM440H ( kg /m) 1.04 S55C は全サイス 取寄せ S45C/SCM4") 取扱い鋼種サイス 表 取扱い鋼種サイス 表 について 鋼種サイス は流動的な部分も有る為 詳しくは弊社までお問い合わせ頂ければ幸いです ( 記載順 ) 鋼 - 特殊鋼 - 構造用合金鋼 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 平 ) 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 角 ) 鋼管 -- ハ イフ STKR400 鉄 - 普通鋼 - コラム 鋼管 -- カ ス管 鋼管 -- 特殊角ハ
取扱い鋼種サイス 表 取扱い鋼種サイス 表 について 鋼種サイス は流動的な部分も有る為 詳しくは弊社までお問い合わせ頂ければ幸いです ( 記載順 ) 鋼 - 特殊鋼 - 構造用合金鋼 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 平 ) 鋼 - 特殊鋼 - 構造用合金鋼 (S50C 角 ) 鋼管 -- ハ イフ STKR400 鉄 - 普通鋼 - コラム 鋼管 -- カ ス管 鋼管 -- 特殊角ハ
GC1040.表 [更新済み]
![GC1040.表 [更新済み]](/thumbs/91/104641950.jpg "GC1040.表 [更新済み]") 0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工
0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工

020460[1-8]
![020460[1-8]](/thumbs/41/22403579.jpg "020460[1-8]") Machine Integraion Coromant Capto ISO 26623 D Y 2 X Z X Z Y X Z Y F T F T F F T L=120 1.5 1.0 12 10 0.5 5.0 0 1000 2000 0 0 500 1000 ISO 40 ISO 50 HSK 100 HSK 63 l 2 105mm 155mm l 2 205mm 225mm 245mm 255mm
Machine Integraion Coromant Capto ISO 26623 D Y 2 X Z X Z Y X Z Y F T F T F F T L=120 1.5 1.0 12 10 0.5 5.0 0 1000 2000 0 0 500 1000 ISO 40 ISO 50 HSK 100 HSK 63 l 2 105mm 155mm l 2 205mm 225mm 245mm 255mm
製品カタログ コロミル745
 森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備 三和製作所では社内一貫生産を可能にする様々な設備を揃えております ワイヤーカット CNC工具研削盤 平面研削盤 工具研削盤 PCドリルの刃部拡大写真 0 高剛性設備の研削で鋭利な刃先を実現 刃部 外周部チッピング8µm以下 写真製品 ダイ
 PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備
PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備

選択ガイドCPVDコーテッドボーリングバーツールエンドミル一覧G外小物加工Ⅰ溝入れJねじ切りKシェーパーLカッタQ技術資料R索ドリル径HSSバイφ12.00 ~ シリーズ A新製品 形状 ~ D 60112H-20FM
 製品群紹介GEN3スタンダード GEN2ラインナップAPXOPENINGACCUPORTTMTHREADφ11.00 ~ 11.99 11 シリーズ O スローアウェイドリル 形状 16.0 1D 60111H-16FM 1 44.7 90.7 36.0 3D 60311H-16FM 1 60311S-16FM 2 64.7 110.6 11.00 ~ 11.99 59.9 5D 60511H-16FM
製品群紹介GEN3スタンダード GEN2ラインナップAPXOPENINGACCUPORTTMTHREADφ11.00 ~ 11.99 11 シリーズ O スローアウェイドリル 形状 16.0 1D 60111H-16FM 1 44.7 90.7 36.0 3D 60311H-16FM 1 60311S-16FM 2 64.7 110.6 11.00 ~ 11.99 59.9 5D 60511H-16FM
マイクロメータヘッド サイズ比率で見るマイクロメータヘッド一覧 1マス 10mmをイメージ 測定範囲 0 5.0mm 測定範囲 0 13mm 測定範囲 0 15mm MICROMETER HEAD P215 MH-130KD P P
 サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
EPSON PX-A720 操作ガイド
 o n h l m l m l m l m m o h n h h h h h h h h h h h h h h h n h h h h o h o o o h o o h h h h n h n D A h B C n E F h G n h h h h o n o h h h n h h A h h B h C n D A h B h C E h E F D n A B A h C D
o n h l m l m l m l m m o h n h h h h h h h h h h h h h h h n h h h h o h o o o h o o h h h h n h n D A h B C n E F h G n h h h h o n o h h h n h h A h h B h C n D A h B h C E h E F D n A B A h C D
報告書
 1 2 3 4 5 6 7 or 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 2.65 2.45 2.31 2.30 2.29 1.95 1.79 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 60 55 60 75 25 23 6064 65 60 1015
1 2 3 4 5 6 7 or 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 2.65 2.45 2.31 2.30 2.29 1.95 1.79 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 60 55 60 75 25 23 6064 65 60 1015
1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質
 第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
Walter Cut – 溝入れ加工をより簡単に。
 製品紹介 溝入れ 突切り加工 _ 溝入れ加工のコンピテンス Walte Cut 溝入れ加工をより簡単に Walte Cut 溝入れ加工をより簡単に 目次 2 Walte Cut レパートリーの説明 Walte Cut 工具 2 Tige tec Silve チップ材種 12 Walte Cut チップブレーカー 16 20 Walte Cut チップ 型番コード説明 20 Walte Select
製品紹介 溝入れ 突切り加工 _ 溝入れ加工のコンピテンス Walte Cut 溝入れ加工をより簡単に Walte Cut 溝入れ加工をより簡単に 目次 2 Walte Cut レパートリーの説明 Walte Cut 工具 2 Tige tec Silve チップ材種 12 Walte Cut チップブレーカー 16 20 Walte Cut チップ 型番コード説明 20 Walte Select
ナット / ワッシャー / シヤーボルト / 丸根角ボルト ミリ 8.8T 並目 ナット / ワッシャー ミリ 11T 並目 ナット / ワッシャー 六角ナット スプリングワッシャー サイズ サイズ N N N N N N
 ミリ六角ボルト 8.8T 並目 ナット無 規格ピッチ規格ピッチ N2017 6 12 1 N2065 10 65 N2018 6 16 N2070 10 70 N2020 6 20 N2071 10 80 N2021 6 30 N2074 10 90 N2022 6 35 N2080 12 25 1.75 N2023 6 45 N2081 12 30 N2030 8 20 1.25 N2082 12
ミリ六角ボルト 8.8T 並目 ナット無 規格ピッチ規格ピッチ N2017 6 12 1 N2065 10 65 N2018 6 16 N2070 10 70 N2020 6 20 N2071 10 80 N2021 6 30 N2074 10 90 N2022 6 35 N2080 12 25 1.75 N2023 6 45 N2081 12 30 N2030 8 20 1.25 N2082 12
電子メール用テンプレート
 平成 22 年度資源循環推進調査委託費 3R システム化可能性調査事業 ( 超硬工具スクラップの回収促進事業 ) 報告書 平成 23 年 2 月 委託先 経済産業省 目次 報告書概要 I. 事業の背景と目的... 1 I-1. 事業の背景... 1 I-2. 事業の目的... 1 I-3. 事業の実施内容... 2 II. 超硬合金スクラップのリサイクルを取り巻く現状... 3 II-1. 超硬工具の生産
平成 22 年度資源循環推進調査委託費 3R システム化可能性調査事業 ( 超硬工具スクラップの回収促進事業 ) 報告書 平成 23 年 2 月 委託先 経済産業省 目次 報告書概要 I. 事業の背景と目的... 1 I-1. 事業の背景... 1 I-2. 事業の目的... 1 I-3. 事業の実施内容... 2 II. 超硬合金スクラップのリサイクルを取り巻く現状... 3 II-1. 超硬工具の生産
1 ピッチタイプ ネジ加工用 P 2 - 山数 標準 ヘリサート用 外径山数ピッチシャンク径全長 価格 /1 本 P φy 3~4 本 5~6 本 7~8 本 9~10 本 M2.5 φ1.9 10~ ,710 5,590 4,920 4,470 M3 φ2.3 10~
 高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
1406月度商品 -.xls
 YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
技工用器材編 中分類名 : 技工用カーバイトバー小分類名 : メーカー 商品名 ( 株 ) デンテック デュアルダイヤモンドポイント ( 株 ) 松風 ( 株 ) 松風 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力と
 デンテック デュアルダイヤモンドポイント ( 株 ) 松風 ( 株 ) 松風 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力と") ( 株 ) デンテック デュアルダイヤモンドポイント 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力とダイヤモンドポイントの滑らかな仕上がりをともに兼ね備えた石膏模型トリミング用のポイント 品番 : #1A #1 #2A #2 #3 径 : 1.2 2.0 3.1 4.8 6.0mm 純度の高いタングステンカーバイド粉末を緻密に焼結し
( 株 ) デンテック デュアルダイヤモンドポイント 技工用カーバイドバー HP 技工用カーバイドバー HP(S クラス ) #1A #1 #2A #2 #3 カーバイトバーの切削力とダイヤモンドポイントの滑らかな仕上がりをともに兼ね備えた石膏模型トリミング用のポイント 品番 : #1A #1 #2A #2 #3 径 : 1.2 2.0 3.1 4.8 6.0mm 純度の高いタングステンカーバイド粉末を緻密に焼結し
アルミ定尺板 1 (A1050P) A1050P H24 / H112 寸 生地在庫品法mm B2 アルマイト在庫品 板 厚mm 生地 B2 アルマイト 1 枚の質量 (kg/ 枚 ) 生地 B2 アルマイト 1 枚の質量 (k
 A1050P H24 / H112 寸 生地在庫品法mm B2 アルマイト在庫品 板 厚mm 生地 B2 アルマイト 1 枚の質量 (kg/ 枚 ) 生地 B2 アルマイト 1 枚の質量 (k") アルミ定尺板 1 (1050P) 1050P H24 / H112 寸 生地在庫品法mm B2 アルマイト在庫品 板 厚mm 生地 B2 アルマイト 1 枚の質量 (kg/ 枚 ) 0.3 1.64 0.4 2.18 0.5 2.72 0.6 3.26 生地 B2 アルマイト 1 枚の質量 (kg/ 枚 ) 0.8 4.35 6.75 1.0 5.44 8.44 1.2 6.53 10.13 1.5
アルミ定尺板 1 (1050P) 1050P H24 / H112 寸 生地在庫品法mm B2 アルマイト在庫品 板 厚mm 生地 B2 アルマイト 1 枚の質量 (kg/ 枚 ) 0.3 1.64 0.4 2.18 0.5 2.72 0.6 3.26 生地 B2 アルマイト 1 枚の質量 (kg/ 枚 ) 0.8 4.35 6.75 1.0 5.44 8.44 1.2 6.53 10.13 1.5
大径ステンレス鋼鋼管 製造可能範囲表 呼び径 外径 A B (NP)
") 配管用ステンレス鋼鋼管 製造可能範囲表 長さ 12m以下 呼び径 外径 A B (NP) JI ATM 6 1/8 10.5 10.29 8 1/4 13.8 13.72 10 3/8 17.3 17.15 15 1/2 21.7 21.34 20 3/4 27.2 26.67 25 1 34.0 33.40 32 1 1/4 42.7 42.16 40 1 1/2 48.6 48.26 50 2
配管用ステンレス鋼鋼管 製造可能範囲表 長さ 12m以下 呼び径 外径 A B (NP) JI ATM 6 1/8 10.5 10.29 8 1/4 13.8 13.72 10 3/8 17.3 17.15 15 1/2 21.7 21.34 20 3/4 27.2 26.67 25 1 34.0 33.40 32 1 1/4 42.7 42.16 40 1 1/2 48.6 48.26 50 2
プレッシャー ピン プレッシャー ピン さまざまな位置決めやクランプに最適のソリューション
 さまざまな位置決めやクランプに最適のソリューション スティールばね付き ( シール付き / なし ) ピン リテーナーシール 圧縮ばねアルミ ハウジング 長所 : 取り扱いが簡単 すぐに使用可能 素早いクランプ 取り付けに場所を取らない 複雑な外形を持つ平らなワークに最適 自動化にも対応 常に一定のクランプ圧 F ピンの移動量 材質 : SDS ピン : スティール 焼入れ 亜鉛めっき SDK ピン
さまざまな位置決めやクランプに最適のソリューション スティールばね付き ( シール付き / なし ) ピン リテーナーシール 圧縮ばねアルミ ハウジング 長所 : 取り扱いが簡単 すぐに使用可能 素早いクランプ 取り付けに場所を取らない 複雑な外形を持つ平らなワークに最適 自動化にも対応 常に一定のクランプ圧 F ピンの移動量 材質 : SDS ピン : スティール 焼入れ 亜鉛めっき SDK ピン
2015年度難削材加工実践
 1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
次世代ものづくりのための複合材料(CFRP)の切削加工技術
の切削加工技術") 複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
QCCチャックカタログ.indd
 クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
TY-WK3L2R
 壁掛け金具 ( 角度可変型 ) TY-WK3L2R 2019 年モデル版 機器概要本機は 液晶テレビを取り付けるための金具です 機器定格 ( 定格及び外観は 予告無く変更する事があります ) 外形横幅 :0 mm 高さ : mm 奥行 :4.5 mm 質量 2.8 kg 0 5 10 15 20 付 属 品 六角穴付き皿ねじ M6 22 M4 19( 各 4 本 ) 皿型歯付き座金 M6 ねじ用 M4
壁掛け金具 ( 角度可変型 ) TY-WK3L2R 2019 年モデル版 機器概要本機は 液晶テレビを取り付けるための金具です 機器定格 ( 定格及び外観は 予告無く変更する事があります ) 外形横幅 :0 mm 高さ : mm 奥行 :4.5 mm 質量 2.8 kg 0 5 10 15 20 付 属 品 六角穴付き皿ねじ M6 22 M4 19( 各 4 本 ) 皿型歯付き座金 M6 ねじ用 M4
 20 16 0.113 1,9 16.2 25 16 0.173 2,3 20.4 16 0.274 2,9 26.2 40 16 0.434 3,7.6 50 16 0.673 4,6 40.8 16 1.060 5,8 51.4 75 16 1.480 6,8 61.4 16 2.140 8,2 73.6 16 3.180 10,0.0 125 16 4.120 11,4 102.8 140 16
20 16 0.113 1,9 16.2 25 16 0.173 2,3 20.4 16 0.274 2,9 26.2 40 16 0.434 3,7.6 50 16 0.673 4,6 40.8 16 1.060 5,8 51.4 75 16 1.480 6,8 61.4 16 2.140 8,2 73.6 16 3.180 10,0.0 125 16 4.120 11,4 102.8 140 16
2012.6標準価格表
 材質 =HSS-Co 刃数 =2 枚リード角 = 右捩れ 30 刃径公差 =0~-0.03 (2SF) 3S エンドミル ( 標準刃 ) 2-Flute Standard End Mills 注文例 = 刃径 数量 2SF 0.8 φ40 径以上のサイズはシャンク径もご指定下さい 刃径刃長全長シャンク径刃径刃長全長シャンク径 2SF 0.8 2 42 6 4,200 2SF 5.7 16 54 6
材質 =HSS-Co 刃数 =2 枚リード角 = 右捩れ 30 刃径公差 =0~-0.03 (2SF) 3S エンドミル ( 標準刃 ) 2-Flute Standard End Mills 注文例 = 刃径 数量 2SF 0.8 φ40 径以上のサイズはシャンク径もご指定下さい 刃径刃長全長シャンク径刃径刃長全長シャンク径 2SF 0.8 2 42 6 4,200 2SF 5.7 16 54 6
 A a b c d a b a b c d e a b c g h f i d e f g h i M a b c a b c d M a M b c d a b a b a M b a b a b c a b a M a a M a c d b a b c d a b a b a M c d a b e c M f a b c d e f E F d e a f a M bm c d a M b
A a b c d a b a b c d e a b c g h f i d e f g h i M a b c a b c d M a M b c d a b a b a M b a b a b c a b a M a a M a c d b a b c d a b a b a M c d a b e c M f a b c d e f E F d e a f a M bm c d a M b
jis-kikaku
 主なねじ関連 JIS 制定 改正 廃止リスト ~2017/6/20 区分 公示日 規格番号 規 格 名 称 改正 2017/3/21 B1101 すりわり付き小ねじ 改正 2017/3/21 B1111 十字穴付き小ねじ 改正 2017/3/21 B1174 六角穴付きボタンボルト 改正 2017/3/21 B1187 座金組込み六角ボルト 改正 2017/3/21 B1188 座金組込み十字穴付き小ねじ
主なねじ関連 JIS 制定 改正 廃止リスト ~2017/6/20 区分 公示日 規格番号 規 格 名 称 改正 2017/3/21 B1101 すりわり付き小ねじ 改正 2017/3/21 B1111 十字穴付き小ねじ 改正 2017/3/21 B1174 六角穴付きボタンボルト 改正 2017/3/21 B1187 座金組込み六角ボルト 改正 2017/3/21 B1188 座金組込み十字穴付き小ねじ
シリンダーヘッド自動車産業向け特注工具
 シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です

TOP-Watch_A4_ indd
 アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した
 交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
Microsoft PowerPoint - hetero_koen_abe.ppt
 ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)
![(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)](/thumbs/96/127060537.jpg "(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)") 1 年電子機械科実習テキスト 旋盤作業 ( 段付き丸棒の製作 ) 2 研摩機 ( 写真 2) で切断した丸棒のバリ取りをする 1. 目的 (1) 外周丸削り 端面削り作業を通して 旋盤の基本的な取扱いや操作方法を習得する (2) 段削り作業を通して 作業の手順について理解を深め 旋盤の要素作業を習得する (3) 基礎的な工作測定の仕方を習得する (4) 旋盤作業における安全作業を習得する 図 2 準備する工作物
1 年電子機械科実習テキスト 旋盤作業 ( 段付き丸棒の製作 ) 2 研摩機 ( 写真 2) で切断した丸棒のバリ取りをする 1. 目的 (1) 外周丸削り 端面削り作業を通して 旋盤の基本的な取扱いや操作方法を習得する (2) 段削り作業を通して 作業の手順について理解を深め 旋盤の要素作業を習得する (3) 基礎的な工作測定の仕方を習得する (4) 旋盤作業における安全作業を習得する 図 2 準備する工作物
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料
 鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで

BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR
 BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型寿命向上や金型維持費の低減を共に達成することができます 又 金型の使用時の硬さを高めることにより金型寿命を高めることができます この様な特徴をもった工具鋼を採用することは金型寿命の向上の他に下記の利点があります
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W403 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型寿命向上や金型維持費の低減を共に達成することができます 又 金型の使用時の硬さを高めることにより金型寿命を高めることができます この様な特徴をもった工具鋼を採用することは金型寿命の向上の他に下記の利点があります
TWC総合製品_0811修正分.indd
 シールドばね 弾性性能に優れたは最高のグラウンディング / シールディング性能を発揮します 太陽金網 ( 株 ) のは弾性性能が特に優れているベリリウム銅合金 # 25(172) を材料として使用しています また 非常に多くの形状を取り揃えていますので MI シールドやグラウンディングにおける様々な設計要求に フレキシブルに対応できます 実装方法もクリップオン ビスまたは止めネジ 半田付け スポット溶接
シールドばね 弾性性能に優れたは最高のグラウンディング / シールディング性能を発揮します 太陽金網 ( 株 ) のは弾性性能が特に優れているベリリウム銅合金 # 25(172) を材料として使用しています また 非常に多くの形状を取り揃えていますので MI シールドやグラウンディングにおける様々な設計要求に フレキシブルに対応できます 実装方法もクリップオン ビスまたは止めネジ 半田付け スポット溶接