エンドミルの基礎
|
|
|
- つねとき おおかわち
- 7 years ago
- Views:
Transcription

1 エンドミルの基礎
2 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象
3 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象
4 切削加工とは何か 切削加工とは? 刃物を加工物に当てて動かし その内部に局部的に発生する大きな応力で破断を起こさせることによって 不要な部分を切りくずとして分離し 所望の形状の新表面をもった製品を作ること a) たがねによる工作物の切断 切断部両側に塑性変形が発生 押し込みには大きな力が必要 b) 工作物ふちを刃物で削る加工 塑性変形は切りくずにのみ発生 工作物本体は変形せず イメージ図 イメージ図 切削加工の対象 切削加工の特徴 金属材料 木材 プラスチック など 切りくずを出さない工作法に比べ 比較的高い工作精度が得られる 切削加工技術の急速な進歩 多様化 切削加工を有効に活用するためには 切削という現象への体系的な理解が重要!
5 切削加工に用いられる工具 バイト チップ バイト フライス 円筒 円錐の外周や端面に多数の切れ刃をもった回転切削工具 ( バイトによる切削加工イメージ ) 旋盤 平削り盤 形削り盤 中ぐり盤などに用いられる切削工具 リーマ シャンク 工作物 ドリル 穴あけに用いる切削工具切れ刃は先端のみ エンドミル ドリルなどで開けられた穴の内壁を滑らかで精度のよいものに仕上げるための切削工具 外周や端面にも刃がある多機能工具 1 本の工具で外周削りから曲面削り 穴加工まで可能 各工具の特徴 切れ刃の枚数が少ない工具 製作費 再研削費が安価複数の切れ刃を持つ工具 高い切削能率 経済的 能率的な切削加工のためには 各工具の特徴はもちろん 切削作用への十分な理解が必要
6 切削加工に関連する部分と名称 切削工具 切削に用いる刃物 単に 工具 と呼ぶことも すくい面 切りくずと接する工具の面 切りくず 削り取られた不要な部分 仕上げ面 削られた面 逃げ面 すくい面の反対側 被削面 削られる前の面 工作物 刃部 工具先端のすくい面 逃げ面の交わる部分
7 被削材 vs. 工具材硬さ比較 ビッカース硬さ 4000 ロックウェル硬さ 例 :TiSiN 系皮膜 被削材に対して, ビッカース硬さ換算で 3 倍 (4 倍 ) 以上の硬さが工具材に必要 例 :AlCrN 系皮膜 TiN 皮膜 超硬合金で切削できるのは 30HRC 程度の被削材まで 40HRC は少し厳しい ハイスでは焼入材の切削は困難 ~ HRC 60HRC 50HRC 40HRC 30HRC 高硬度焼入材 中硬度焼入材 CrN 皮膜 超硬合金 (WC-Co) ハイス ( 高速度工具鋼 ) 皮膜をコーティング ( 工具母材の硬さを補う ) コーティング工具材硬度 被削材硬度 4 とすると 40HRC 焼入材 工具材硬さは 1600Hv 以上必要 CrN( 少し難しい ) TiN( 切削可能 ) 50HRC 焼入材 工具材硬さは 2000Hv 以上必要 TiN( 実際には切削困難 ) AlCrN 系 ( 切削可能 ) 65HRC 焼入材 工具材硬さは 3300Hv 以上必要 TiSiN 系コートで切削可能
8 コーティング皮膜 コーティングの目的 工具の長寿命化 切削性の向上のために コーティングに求められる性能 硬度 工作物に対して刃を立たせるための硬さ コーティング技術の利用工具表面を被膜で覆うことで新たな特性を付与 耐熱性 靭性 潤滑性 切削時の高温でも変質しない耐熱性 刃の欠けを食い止める靭性 ( ねばさ ) 切削時の摩擦を抑える潤滑性 コーティング方法 PVD 法 (Physical Vapor Deposition) 蒸発した金属と反応ガスを反応させ工具を被覆するコーティング 比較的低温 (500 度以下 ) で処理できる CVD 法 (Chemical Vapor Deposition) 熱化学的反応によるコーティング 複雑形状でもコート可能だが 処理温度が高温 (900~1000 度 ) のため工具素材によっては適用不可
 コーティング平滑性 潤滑性に優れる炭素系被膜 ただし ダイヤモンドのように硬くはない コーティングの多層構造化 高硬度 高潤滑層 工具母材 高靭性層 密着層 様々な特性のコーティングを複数重ねることで コーティング被膜の高性能化を実現 コーティングの特徴と用途を理解し使用することで")
9 コーティング皮膜 実際のコーティング利用 コーティングの種類 セラミックス系コーティング高硬度 高耐熱性を有する被膜 被膜に別の元素を添加することで特性の変更も可能 ダイヤモンドコーティング 優れた硬さ 非鉄金属に対する対溶着性を有する被膜 炭素原子からなるコーティングは鉄系材料には不向き DLC(Diamond-Like Carbon) コーティング平滑性 潤滑性に優れる炭素系被膜 ただし ダイヤモンドのように硬くはない コーティングの多層構造化 高硬度 高潤滑層 工具母材 高靭性層 密着層 様々な特性のコーティングを複数重ねることで コーティング被膜の高性能化を実現 コーティングの特徴と用途を理解し使用することで 工具寿命や切削性を向上させることができる
10 まとめ 切削加工とは 工作物のふちに近い部分に固い刃物を押し込み 切りくずとなる部分に塑性変形を起こさせて切り離す加工方法を切削加工という 切削加工の利点 切削加工は幅広い材種を加工対象とでき 比較的高い工作精度が期待できる 切削加工と工具 各工具の特徴を理解し 適切な用途で使用することが経済的 能率的な切削加工のために重要 工具は被削材の 3 倍以上の硬さを有する必要がある
11 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象

12 エンドミル加工の種類 溝加工側面加工テーパ加工 倣い加工 コンタリング加工 ポケット加工 リブ加工 座グリ加工
13 エンドミルの加工方法ダウンカット VS. アップカット 基本的にダウンカットを推奨 一般に 金属加工全般では倒れ方向の他に加工面品位なども考慮して ダウンカットを推奨しますが 樹脂系材料などでは アップカットの方が加工面品位が優位となる場合があります ダウンカット削り残し : 再加工余裕ありアップカット削り過ぎる : 再生不可能 ねらいの加工面 倒れ方向 送り方向 送り方向 倒れ方向
14 アップカット 喰い込み時の衝撃小 黒皮付被削材に対する欠け小スリップのため 切削温度高 逃げ面摩耗大 スリップ現象 切りくず 切削面積 切りくずの厚み スリップ現象 : 切り込みが極小のため 被削材に刃が切り込まずに擦る様な加工になってしまう現象 回転方向 送り方向
15 ダウンカット スリップがないため 切削温度低 逃げ面摩耗小喰い込み時の衝撃大 黒皮付被削材に対する欠け大 切りくず 衝撃 切削面積 切りくずの厚み 送り方向 回転方向
16 右刃 / 左刃の違い 刃の向きによって切削の回転方向が変わる エンドミル断面 右刃 左刃 断面観察方向 工具回転方向 右刃 時計回り 左刃 反時計回り 工具回転方向 工具回転方向が時計回りで切削する工具を 右刃 と呼ぶ その反対で反時計回りで切削する工具を 左刃 と呼ぶ 普通のエンドミルは 右刃 左刃 エンドミルは非常に珍しい


17 右ねじれ / 左ねじれの違い ねじれの向きによって切りくずの排出方向が変わる 右刃右ねじれ 右刃左ねじれ 切りくずに加わる力 切りくずに加わる力 上方向へ持ち上げられる 下方向へ押し下げられる 右刃右ねじれ : 切りくずが上方向に排出される 右刃左ねじれ : 切りくずが下方向に排出される 普通のエンドミルは 右刃右ねじれ 右刃左ねじれ は珍しい
 刃数 Z Z ( 刃 ) 工具の切れ刃の数 軸方向の切込み深さ Ad a p mm 軸方向の切込み量 半径方向の切込み深さ Rd a e mm 横方向の切込み量 ピックフィード Pf P f mm 加工工具の移動量 側面加工の例 斜面加工の例 送り速度 V f 切削速度 V c 回転速度 n")
18 切削条件に用いられる項目 1 項目 従来表現推奨表現 単位 意味 切削速度 V V c m/min 円周上の1 点が単位時間 (1 分間 ) あたりに移動する距離 回転速度 N n min -1 1 分間あたりに回転する数 送り速度 F V f mm/min 単位時間 (1 分間 ) あたりに進行方向に移動する距離 1 刃当たりの送り量 Sz f z mm/t 次の刃が来るまでの横移動量 送り量 f f mm/rev 1 回転あたりの横送り量 ( 工具が1 回転するときの横移動量 ) 刃数 Z Z ( 刃 ) 工具の切れ刃の数 軸方向の切込み深さ Ad a p mm 軸方向の切込み量 半径方向の切込み深さ Rd a e mm 横方向の切込み量 ピックフィード Pf P f mm 加工工具の移動量 側面加工の例 斜面加工の例 送り速度 V f 切削速度 V c 回転速度 n 半径方向切込み深さ a e 軸方向切込み深さ a p ピックフィード P f 軸方向切込み深さ a p 被削材 刃数 Z ピックフィード P f 半径方向切込み深さ a e
19 切削条件に用いられる項目 2 1. 切削速度 ( 周速 ) Vc [ 単位 :m/min] 円周上の1 点が単位時間 (1 分間 ) あたりに移動する距離 関係する値 直径 D [mm] : 回転中心からの距離 ( 半径 ) の2 倍 ( パイ ) : 円周率 =3.14( 単位なし ) 回転速度 n [min -1 ] :1 分間あたりに回転する数 [ 回転する数 /min(1 分 )] [min -1 ]=[rpm: revolutions per minute] 円周の長さ= 直径 円周率 : D [mm] 切削速度 ( 周速 ) Vc :1 分間あたりの移動距離 = 円周の長さ 回転数 Vc = x D [mm] x n [ 回 ] 1[min] [mm/min] 単位換算 :1mm=1/1000 m なので D [mm]=d/1000 [m] として D Vc = x D [mm] x n [ 回 ] 1000 x 1 [min] [m/min]
20 切削条件に用いられる項目 3 2. 一刃あたりの送り量 fz [ 単位 :mm/t] 関係する値 送り速度 Vf [mm/min] :1 分間あたりの横方向送り量 ( 機械軸移動量 ) 回転速度 n [min -1 ] :1 分間あたりに回転する数 [ 回転する数 /min(1 分 )] [min -1 ]=[rpm: revolutions per minute] 刃数 z [t] : 切れ刃の数 1 回転あたりの横送り量 f [mm/rev] は? ( rev=revolution: 回転 ) Vf [mm/min] Vf mm min f= = [ ] [ ] n [rev/min] n min rev Vf = [mm/rev] n 1 刃あたりの送り量 fz [mm/t] は? 1 回転あたりの横送り量 f を 1 回転あたりの切削に寄与する切れ刃の数 すなわち 刃数で除することで求められる fz= f [mm/rev] z = Vf n z [mm/t] 2 枚刃の場合 送り方向 回転方向 f=f/z =f/2 [mm/t] f=fz 2 [mm/rev] その他の 切削条件に用いられる項目 半径方向の切込み深さ :a e 軸方向 (Z 方向 ) の切込み深さ :a p
21 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象
22 切削作用 切削作用のモデル図 切りくず せん断面 切削方向 切削工具 切削の流れ 刃先の進行 すくい面により 削り取られる部分が圧縮 せん断が発生 被削面 仕上げ面 切りくずが刃先のすくい面上に沿って排出 ( 工作物 ) 工作物のふちに近い部分を削っている状態 塑性変形は切りくずの方にのみ見られ 工作物にはほとんど変形が見られない この切りくずは 切削時の条件によってさまざまな形態を示す
23 切りくずの形態 切りくずの形状 流れ形せん断形むしれ形亀裂形 模式図 工具 工作物 特徴 切りくずが連続的に刃部のすくい面上を流れるようにできる形 刃部に加わる力に変動がなく 滑らかな仕上げ面が得られる もっとも望ましい形 切りくずが適当な長さで折れないと 工具にからみつくなどして却って切削の妨げとなる ある程度の長さで折断する工夫 ( 工具形状 切削油材 ) 切りくず部分の変形 せん断が繰り返される 仕上げ面は流れ形より劣る 切りくず部分が工具上に堆積し やがて大きな裂け目を生じてせん断を起こす 仕上げ面には傷跡が残り 著しく悪い 切りくず変形時に亀裂が生じ 工作物と切り離されることで生成する 亀裂が加工面を著しく悪化させる 原因 工作物の脆性が高い 工作物の熱伝導率が低い 工作物の延性が高い 工作物の脆性が高い 対策 切削速度を上げる 切り込み深さを浅くし 切削速度を上げる 切削速度を上げ 1 刃あたりの送り量を下げる 切りくずの状態は どのような切削が行われたかを知るための情報源
24 切りくずの形態 熱の発生と切削温度 工具 切りくずの色 切削に要する動力 切削によって生じる切りくず例 変換 熱エネルギー ( 切削熱 ) 工作物 切りくず 800 高 切りくず せん断面における塑性変形のための発熱 工具 工具と切りくずとの間に生じる摩擦熱 700 切削温 工作物 工具と仕上げ面との間に生じる摩擦熱 600 度 切りくずは切削時の温度によって変色する 切りくずの変色から 切削時の温度が推測可能 切削熱は工具寿命に大きく影響を及ぼす大変重要な要素 200 低

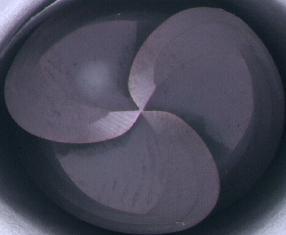

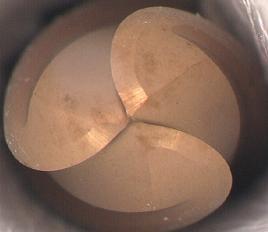


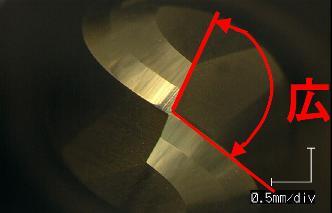
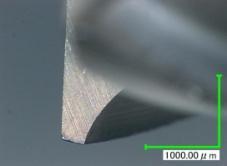
25 工具形状と切りくずの違い 2 枚刃 CFB/CFLB 広 理想形 A 社 E 社 狭 圧縮変形 狭 カール
26 加工条件の設定 工具損傷を抑えつつ切削能率を上げるためには 切削速度 ( 工具回転速度 ) 1 刃あたりの送り 軸方向切り込み a p 半径方向切り込み a e どの要素を変えるべきか? 切削速度 ( 工具回転速度 ) 送り ( 工作物 ) ( 工具回転方向 ) ( 工作物 ) 軸方向切り込み a p 1 刃あたりの送り 半径方向切り込み a e 事例紹介工具 :HMS ( 直径 φ10 刃長 22) 被削材 :SKH51(63HRC) クーラント : エアブロー加工内容 : 側面加工
27 HMS SKH51 加工条件最適化 切りくずの状態 n min -1 切削速度 m/min Vf mm/min 1 刃当たり送り mm/t Ap mm Ae mm 能率 mm 3 /min 条件 条件 条件 条件 条件 条件







28 HMS SKH51 加工条件最適化 各加工条件の加工後工具 条件 1~3 は 9000mm 3 加工後 条件 4~6 は 50000mm 3 加工後の状態を示す ( 条件 5 で 20 分の加工時間 ) 外周逃げ面すくい面切りくず 能率 [mm 3 /min] 条件 条件 条件 条件 条件 条件
29 切削加工における様々な現象 構成刃先 実際の切削加工では様々な現象が生じ 加工を行う上での障害となる 構成刃先 工具に付着した切りくずの一部が切れ刃をくるみ 切れ刃に代わって切削作用を示す現象構成刃先の形成サイクル 切りくずの一部が刃部に付着し 切れ刃をくるむ ( 構成刃先の形成 ) 工具 成長 工具 付着物は本来の切れ刃に代わって切削作用を示しつつ 次第に成長 仕上げ面粗さの悪化 ( 被削材 切りくずの流れ ) 構成刃先 工具 ある程度の大きさになると刃先から脱落 工具寿命の低下 対策 切削速度を速め 温度を高める 潤滑性の良い切削油材を与える
 や工作機械の運動部を調整する 切削速度 送り量 切り込みなど切削運動の大きさを調整する")
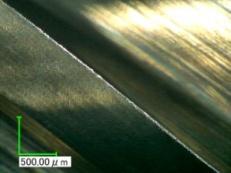
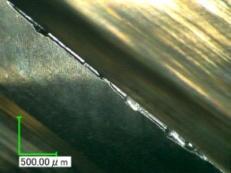
30 切削加工における様々な現象 びびり振動 実際の切削加工では様々な現象が生じ 加工を行う上での障害となる びびり振動 現象 切削加工において 工作物 切削工具 工作機械間で共振が発生し 仕上げ面に縞模様が生じること 影響 仕上げ面粗さの悪化 工具寿命の低下が生じる びびり振動により 切削困難となるケースもある 対策 工作物 切削工具の取り付け ( 突出し長さ ) や工作機械の運動部を調整する 切削速度 送り量 切り込みなど切削運動の大きさを調整する びびり振動によって工作物に生じた縞模様
31 切削抵抗 切削抵抗の各分力 切削抵抗 切削時 工作物に切削工具を押し込む際の反力 3 方向の分力として考えることができる 工具回転方向 送り分力 送り方向に働く水平分力 切削に要する送り動力の大きさを決定する 工具移動方向 主分力 工作物 送り分力と垂直な方向に働く分力 切削時の発熱量に影響する また 主分力の大きさから 切削時の所要動力を求めることができる ( 例 : 旋盤による丸削り加工の場合 ) 背分力 軸方向分力 工作物 工具を変形させる力となり 大きくなると工作精度を低下させる P = F x v 60 x 102 x η P: 切削所要動力 (kw) F: 主分力 (kgf) v: 切削速度 (m/min) η: 機械的効率
32 切削抵抗 主分力の大きさと変化する要因 切削抵抗の 3 分力のうち 主分力は特に重要 ( 切削時の所要動力や発熱を決定する要素であるため ) 一般には主分力を 切削抵抗 と称する場合がある 切削抵抗 ( 主分力 ) は切削時の条件により変化する 切削抵抗を変化させる要因 ( 一般的な傾向 ) 切削抵抗 ( 主分力 ) 小大備考 工作物の材質やわらかい硬い 刃部の形状 ( すくい角の大きさ ) 切削面積 ( 切り込み x 送り量 ) すくい角が大きい 小さい すくい角が小さい 大きい 切削速度速度が大きい速度が小さい 主分力が減少するのはすくい角が約 30 までの範囲 切り込みを小さくし送り量を大きくすることで主分力を小さくできる場合もある 速度が一定以上の高速になった場合 あまり変化はない
33 切削油材 切削油材の役割 切削油材 切削加工において良い仕上げ面を得 工具寿命を長くするために切削部に与えるもの 切削油材の担う 3 つの作用 潤滑作用 工具 工具の刃部と切りくず および仕上げ面との摩擦防止 構成刃先の発生防止 切削油材 切りくず 洗浄作用 切りくずを洗い流すことによる刃部の欠損 仕上げ面の傷防止 工作物 冷却作用 工具の冷却による工具寿命延長 工作物の温度上昇による寸法の狂いを防止
34 切削油材 切削油材の特性 切削油材への要求 人体に対して無害であること 工作物や工作機械 塗料をおかさないこと 発火 発煙などの危険性が低いこと 腐敗 変質などが少ないこと切削油材の種類と特性 実際には これらすべてを満足する切削油材は得られない 切削油材は 工具寿命 仕上げ面 切削能率 のいずれに重点を置くかで選定する 切削油材 水溶性 : 冷却性が良好 不水溶性 : 潤滑性が良好 不水溶性切削油材の性能を決定する要素として 粘度 : 低粘度 洗浄 冷却作用大高粘度 潤滑作用大 添加剤 : 有 切削性能の向上 ( ただし 工作物や給油装置の腐食 および高温切削時に有害ガス発生の恐れ有り ) 脂肪油分 : 有 構成刃先の発生防止潤滑作用の向上
35 切削油材 MQL 加工 MQL(Minimum Quantity Lubrication) とは ごく少量の切削油材のみを使用する加工法 切削油材利用時の問題点として コスト 切削油材にかかる費用 ポンプを駆動する電気代環境負荷 使用済み廃液の処理 電気エネルギーの大量消費 切削油材の使用量を減らしたい 少量 (2~10ml/hour) の切削油材を高圧エアーによって噴霧する MQL 加工が注目 (MQL 採用により エネルギーコスト 25% 減 切削油材コスト 95% 減の例も有り ) MQL 加工における切削油材の働き 工具すくい面に入り込み 潤滑膜を形成 摩擦抵抗の抑制 気化による冷却効果 切りくず 工具 真空引き込みにより 切削点に最小限の切削油材が供給 潤滑効果が継続 工作物 MQL は切削油材の潤滑作用を最大限利用した効果的手法! ただし 発熱量の大きな切削加工では冷却が不十分となる可能性あり
36 工具摩耗 摩耗の形態 切削を継続して行うと工具の刃先は摩耗を生じる 摩耗はその原因により様々な形態を示す 代表的な事例は以下の通り 機械的摩耗 溶着摩耗 溶着した工作物の一部 工具 工作物 工作物中の固い粒子などが工具の切れ刃を引っ掻いて削り取る摩耗 工具すくい面に工作物が溶着し 脱落時に工具の一部を持ち去る摩耗 拡散摩耗 化学的摩耗 切削油材 酸素 工作物と工具との間で相互拡散が発生し 硬くない化合物が生成することで生じる摩耗 工具が他の物質 ( 切削油材 空気中酸素など ) と反応して化合物を作り それが取り去られていく摩耗
37 切削方向 工具摩耗 摩耗の部位 切削工具刃部の摩耗は 摩耗の生じた部位に応じて以下の通りに呼称する 切りくず 刃部拡大 すくい面摩耗 ( クレータ ) すくい面 切れ刃 工具 工作物 チッピング ( 工具の欠け ) 逃げ面摩耗 クレータとはすくい面摩耗で 切れ刃近くに生じるくぼみ 超硬工具による鋼材の高速切削で生じやすい 摩耗が発生 進行した場合は刃部の再研削や 切削工具の取り換えが必要となる 切削工具の寿命
38 工具寿命 寿命の目安 判断 刃部の欠損 摩耗 工具寿命の判断基準 切削抵抗の増加仕上げ面品質の悪化 刃部の再研削 工具交換が必要 = 切削工具の寿命 仕上げ面に光沢のあるしま模様が生じたとき 仕上げ寸法や仕上げ面の粗さの変化が ある値に達したとき 切削抵抗の背分力 または送り分力が急に増加したとき 切削抵抗の主分力が 切削開始の時に比べて ある値だけ増加したとき 刃部の摩耗がある値に達したとき 超硬工具の工具寿命判断基準 逃げ面摩耗幅 w (mm) クレータ最大深さ t (mm) 摘要 精密軽切削 非鉄合金などの仕上げ削り 合金鋼などの切削 鋳鉄 鋼などの一般切削 1 ~ 普通鋳鉄などの荒削り
39 工具寿命 寿命を決定する要素 工具寿命方程式 (F.W. テーラー ) V c T m = C T = C V c 1 m V c : 切削速度 (m/min) T : 寿命時間 m : 定数 C : 定数 上式より 切削速度 V c の増加 工具寿命 T の減少 ( 刃先の速度増加により 切削熱が上昇することが原因 ) 熱に強い工具素材の選定 切削熱を抑える工夫 ( 切削条件の検討 冷却油材の適正な使用 ) が重要! 近年では耐熱性が改善されたコーティング超硬工具の発達により 上式が直接当てはまる工具はほぼ見られない また エンドミル加工のような断続切削も上式とは異なる傾向を示す
40 まとめ 切削作用 切りくず 刃先の進行 塑性変形発生 切りくずの排出 を連続的に繰り返すことで切削加工が行われる 切削条件 工具材質 発熱が形態に反映 どのような切削が行われているかを知る情報源 実際の切削加工での現象 構成刃先びびり振動 工具寿命や加工後の仕上げ面に影響 発生を防ぐ対策が必要 切削抵抗工具の切れ味や切削条件などによって変化 ( 切削状態 動力 切削熱との関連性 ) 切削油材 切削油材の作用を理解し 切削加工に合わせて適切なものを選定 工具寿命 工具の使用 摩耗などにより工具状態が悪化 工具寿命を見極め 良好な仕上げ面が得られるよう注意 コーティング技術により 工具の長寿命化 切削性向上が可能 仕上げ面品質の低下
切削条件表超硬 4 枚刃不等分割不等リードエンドミル 38 /41 刃長 1.5D 型式 外径 一般構造用鋼炭素鋼 (S45C/SS/FC/FCD) (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/
 (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/") 形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,
 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,") 1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
TOOL NEWS B223J
 TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
製品カタログ コロミル745
 森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL [email protected] なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL [email protected] なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル DLC VL DLC MILL VL series
 アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
Tungsten Carbide End Mills UNIMAX Series
 2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
標準在庫品 DIN 332 Form R (R タイプ ) Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN
 Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
UNIMAX SERIES VOL18
 長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)
![(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)](/thumbs/96/127060537.jpg "(Microsoft Word - 003\216\300\217K\203e\203L\203X\203g[\220\371\224\325\215\354\213\306].doc)") 1 年電子機械科実習テキスト 旋盤作業 ( 段付き丸棒の製作 ) 2 研摩機 ( 写真 2) で切断した丸棒のバリ取りをする 1. 目的 (1) 外周丸削り 端面削り作業を通して 旋盤の基本的な取扱いや操作方法を習得する (2) 段削り作業を通して 作業の手順について理解を深め 旋盤の要素作業を習得する (3) 基礎的な工作測定の仕方を習得する (4) 旋盤作業における安全作業を習得する 図 2 準備する工作物
1 年電子機械科実習テキスト 旋盤作業 ( 段付き丸棒の製作 ) 2 研摩機 ( 写真 2) で切断した丸棒のバリ取りをする 1. 目的 (1) 外周丸削り 端面削り作業を通して 旋盤の基本的な取扱いや操作方法を習得する (2) 段削り作業を通して 作業の手順について理解を深め 旋盤の要素作業を習得する (3) 基礎的な工作測定の仕方を習得する (4) 旋盤作業における安全作業を習得する 図 2 準備する工作物
電子回路基板のドリル・ルーター加工入門
 電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
 2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平
 の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平") フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
ACモーター入門編 サンプルテキスト
 技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質
 第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
平成24年度 次世代ものづくり基盤加工技術調査実施方針
 超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
超硬合金の切削加工技術 調査 山形県工業技術センター江端潔, 村岡潤一 1. 緒言超硬合金は, 耐摩耗性を要する工具や金型等に用いられる. 高硬度であるが, 平面や 2 次元形 状等であれば, 研削で比較的容易に加工できる. しかし, 複雑な凹形状や微細形状は放電加工 によらざるを得ず, 電極加工とみがき仕上げが, 低コスト, 短納期, 精度向上の妨げとなっている. 一方, 近年のダイヤモンド工具の進歩に伴って,
2015年度難削材加工実践
 1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) PD010/PD ,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A
 PD010/PD ,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A") DC PD010 PD025 DC PD010/PD025 NE PD010 DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) 0 100 80 60 40 20 PD010/PD025 0 200 400 600 800 1,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A 社水素入りDCコーティング
DC PD010 PD025 DC PD010/PD025 NE PD010 DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) 0 100 80 60 40 20 PD010/PD025 0 200 400 600 800 1,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A 社水素入りDCコーティング
Microsoft PowerPoint - hetero_koen_abe.ppt
 ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-3 EDM
 POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
次世代ものづくりのための複合材料(CFRP)の切削加工技術
の切削加工技術") 複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離
KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A
 SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A") 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
シリンダーヘッド自動車産業向け特注工具
 シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
Microsoft Word - kojima.doc
 小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
V- リング 1 / 11 V- リンク の概要と機能について 概要フォーシェダ V- リングは回転軸用のユニークなゴムシールです 1960 年代に開発されて以来 世界中であらゆる業界の OEM や補修市場において幅広く使われてきました V- リングはベアリング内のグリースを保持したまま塵や埃 水ま
 V- リング 1 / 11 V- リンク の概要と機能について 概要フォーシェダ V- リングは回転軸用のユニークなゴムシールです 1960 年代に開発されて以来 世界中であらゆる業界の OEM や補修市場において幅広く使われてきました V- リングはベアリング内のグリースを保持したまま塵や埃 水またはその混合物が侵入するのを防ぎます V- リングの独創的なデザインと機能は様々なベアリングタイプに使用できます
V- リング 1 / 11 V- リンク の概要と機能について 概要フォーシェダ V- リングは回転軸用のユニークなゴムシールです 1960 年代に開発されて以来 世界中であらゆる業界の OEM や補修市場において幅広く使われてきました V- リングはベアリング内のグリースを保持したまま塵や埃 水またはその混合物が侵入するのを防ぎます V- リングの独創的なデザインと機能は様々なベアリングタイプに使用できます
2 図微小要素の流体の流入出 方向の断面の流体の流入出の収支断面 Ⅰ から微小要素に流入出する流体の流量 Q 断面 Ⅰ は 以下のように定式化できる Q 断面 Ⅰ 流量 密度 流速 断面 Ⅰ の面積 微小要素の断面 Ⅰ から だけ移動した断面 Ⅱ を流入出する流体の流量 Q 断面 Ⅱ は以下のように
 3 章 Web に Link 解説 連続式 微分表示 の誘導.64 *4. 連続式連続式は ある領域の内部にある流体の質量の収支が その表面からの流入出の合計と等しくなることを定式化したものであり 流体における質量保存則を示したものである 2. 連続式 微分表示 の誘導図のような微小要素 コントロールボリューム の領域内の流体の増減と外部からの流体の流入出を考えることで定式化できる 微小要素 流入
3 章 Web に Link 解説 連続式 微分表示 の誘導.64 *4. 連続式連続式は ある領域の内部にある流体の質量の収支が その表面からの流入出の合計と等しくなることを定式化したものであり 流体における質量保存則を示したものである 2. 連続式 微分表示 の誘導図のような微小要素 コントロールボリューム の領域内の流体の増減と外部からの流体の流入出を考えることで定式化できる 微小要素 流入
<4D F736F F D D94F797B192B48D648D878BE082CC8A4A94AD82C682BB82CC899E977097E E646F63>
 超微粒超硬合金の開発とその応用例 Development and Applications of Sub-micro grained Hard-metals 冨士ダイス 生産開発本部研究開発部川上優 概要各産業界の発展に伴い 難加工材や高負荷加工に対応できる高性能金型が各所から要望されている 超微粒 超々微粒およびナノ微粒超硬合金は 高強度 高剛性 高硬度を有するためそれらに対応できる金型用素材として使用されつつある
超微粒超硬合金の開発とその応用例 Development and Applications of Sub-micro grained Hard-metals 冨士ダイス 生産開発本部研究開発部川上優 概要各産業界の発展に伴い 難加工材や高負荷加工に対応できる高性能金型が各所から要望されている 超微粒 超々微粒およびナノ微粒超硬合金は 高強度 高剛性 高硬度を有するためそれらに対応できる金型用素材として使用されつつある
1011複合加工機.indd
 複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
TOP-Watch_A4_ indd
 アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
ステンレス鋼旋削加工用材種AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning
 産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
Microsoft PowerPoint - ‚æ2‘Í.ppt
 第 2 章力学的挙動と静的強度 目的 荷重が作用した際の金属材料の力学的挙動について理解する. 2.1 応力 - ひずみ曲線 2.1.1 公称応力 / ひずみと真応力 / ひずみ 2.1.2 応力 - ひずみ曲線 2.1.3 力学的性質 ( 機械的性質 ) 2.1.4 加工硬化 2.1.5 じん性 2.1.6 指標の意味 2.2 力学的性質を求める異なる方法 2.2.1 ヤング率の測定方法 2.2.2
第 2 章力学的挙動と静的強度 目的 荷重が作用した際の金属材料の力学的挙動について理解する. 2.1 応力 - ひずみ曲線 2.1.1 公称応力 / ひずみと真応力 / ひずみ 2.1.2 応力 - ひずみ曲線 2.1.3 力学的性質 ( 機械的性質 ) 2.1.4 加工硬化 2.1.5 じん性 2.1.6 指標の意味 2.2 力学的性質を求める異なる方法 2.2.1 ヤング率の測定方法 2.2.2
マイクロメータヘッド サイズ比率で見るマイクロメータヘッド一覧 1マス 10mmをイメージ 測定範囲 0 5.0mm 測定範囲 0 13mm 測定範囲 0 15mm MICROMETER HEAD P215 MH-130KD P P
 サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
< C8E93788FA495692E786C73>
 YMKT 2014 年 3 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ ハイスエキストラロングドリルスラスタードリル TDXL 穴無しハイスで深穴加工新たに25D 加わる! 10D, 15D, 20D, 25D, 30D にて充実のラインナップ Ф 1.5 ~ Ф 12 0.1トビにて全て即納完備 http://www.ymkt.co.jp
YMKT 2014 年 3 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ ハイスエキストラロングドリルスラスタードリル TDXL 穴無しハイスで深穴加工新たに25D 加わる! 10D, 15D, 20D, 25D, 30D にて充実のラインナップ Ф 1.5 ~ Ф 12 0.1トビにて全て即納完備 http://www.ymkt.co.jp
S.indd
 チップ材種旋削チップダイヤモンド外径スモールツール内径溝入れ突切りねじ切りドリルソリッドエンドミルミーリングツーリング機器部品技術資料PKセラミック索引 1~36 1~36 2~3 2 2 2 2 4~6 4 4 6 7~19 7 8 10 12 14 19 20~26 20 21 22 25 26 27~28 29~36 30 30 31 31 32 33 34 36 イージーオーダーシステム D
チップ材種旋削チップダイヤモンド外径スモールツール内径溝入れ突切りねじ切りドリルソリッドエンドミルミーリングツーリング機器部品技術資料PKセラミック索引 1~36 1~36 2~3 2 2 2 2 4~6 4 4 6 7~19 7 8 10 12 14 19 20~26 20 21 22 25 26 27~28 29~36 30 30 31 31 32 33 34 36 イージーオーダーシステム D
熱処理油カタログ.xls
 真空焼入油 真空浸炭焼入油 V-1600S V-1700S V-1900S 809XVC V-2100H V-2500 V-2900 V-3500 16.7±2.5 16.2±2.5 24.7±2.3 8.0±2.0 8.4±2.0 12.10±2.0 18.56±2.0 32.00±2.0 消防法特性 0.134~0.146 3 石 特に焼入性を必要とする処理品に良好 冷却性能が高い 0.146~0.157
真空焼入油 真空浸炭焼入油 V-1600S V-1700S V-1900S 809XVC V-2100H V-2500 V-2900 V-3500 16.7±2.5 16.2±2.5 24.7±2.3 8.0±2.0 8.4±2.0 12.10±2.0 18.56±2.0 32.00±2.0 消防法特性 0.134~0.146 3 石 特に焼入性を必要とする処理品に良好 冷却性能が高い 0.146~0.157
EOS: 材料データシート(アルミニウム)
") EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
miniminichuck_1167_A4_8P[1-8].indd
![miniminichuck_1167_A4_8P[1-8].indd](/thumbs/103/157668358.jpg "miniminichuck_1167_A4_8P[1-8].indd") 信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
焼入鋼加工用スミボロン®BN1000/BN2000 の開発
 産業素材 焼入鋼加工用スミボロン / の開発 原田高志 * 月原望 寺本三記久木野暁 深谷朋弘 Development of SUMIBORON / for Hard Turning by Takashi Harada, Nozomi Tsukihara, Minori Teramoto, Satoru Kukino and Tomohiro Fukaya With the expanding use
産業素材 焼入鋼加工用スミボロン / の開発 原田高志 * 月原望 寺本三記久木野暁 深谷朋弘 Development of SUMIBORON / for Hard Turning by Takashi Harada, Nozomi Tsukihara, Minori Teramoto, Satoru Kukino and Tomohiro Fukaya With the expanding use
技術研究会報告集の書き方
 5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
超硬限界栓 H7 ( 工作用 ) CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP
 CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP") ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備 三和製作所では社内一貫生産を可能にする様々な設備を揃えております ワイヤーカット CNC工具研削盤 平面研削盤 工具研削盤 PCドリルの刃部拡大写真 0 高剛性設備の研削で鋭利な刃先を実現 刃部 外周部チッピング8µm以下 写真製品 ダイ
 PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備
PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備
1406月度商品 -.xls
 YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
Microsoft Word - 建築研究資料143-1章以外
 4. ブレース接合部 本章では, ブレース接合部について,4 つの部位のディテールを紹介し, それぞれ問題となる点や改善策等を示す. (1) ブレースねらい点とガセットプレートの形状 (H 形柱, 弱軸方向 ) 対象部位の概要 H 形柱弱軸方向にガセットプレートタイプでブレースが取り付く場合, ブレースの傾きやねらい点に応じてガセットプレートの形状等を適切に設計する. 検討対象とする接合部ディテール
4. ブレース接合部 本章では, ブレース接合部について,4 つの部位のディテールを紹介し, それぞれ問題となる点や改善策等を示す. (1) ブレースねらい点とガセットプレートの形状 (H 形柱, 弱軸方向 ) 対象部位の概要 H 形柱弱軸方向にガセットプレートタイプでブレースが取り付く場合, ブレースの傾きやねらい点に応じてガセットプレートの形状等を適切に設計する. 検討対象とする接合部ディテール
平成17年度 技能検定
 平成 18 年度 : 2 級機械加工学科試験問題 ( 数値制御旋盤作業 ) 注意!! この問題集は 試験問題を入力したものです 入力ミスによる 誤字脱字等について不備がある可能性が有ります 試験問題 1 時間 40 分 : 問題数 50 題 (A 群 25 題 B 群 25 題 ) A 群 ( 真偽法 ) 1 工作機械は 主として金属の工作物を切削 研削などによって 又は電気 その他のエネルギを利用して不要部を取り除き
平成 18 年度 : 2 級機械加工学科試験問題 ( 数値制御旋盤作業 ) 注意!! この問題集は 試験問題を入力したものです 入力ミスによる 誤字脱字等について不備がある可能性が有ります 試験問題 1 時間 40 分 : 問題数 50 題 (A 群 25 題 B 群 25 題 ) A 群 ( 真偽法 ) 1 工作機械は 主として金属の工作物を切削 研削などによって 又は電気 その他のエネルギを利用して不要部を取り除き
複合加工機プログラム2012.xls
 機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
穴あけの常識を変える「アクアドリルEXフラットシリーズ」
 NACHI TECHNICAL REPORT Machining Vol.25B1 October/2012 新商品 適用事例紹介 マシニング事業 穴あけの常識を変える アクアドリル EX フラットシリーズ Aqua Drill EX Flat Series --- Changing common sense in drilling キーワード ( アクアドリル EX フラット ) フラットドリル
NACHI TECHNICAL REPORT Machining Vol.25B1 October/2012 新商品 適用事例紹介 マシニング事業 穴あけの常識を変える アクアドリル EX フラットシリーズ Aqua Drill EX Flat Series --- Changing common sense in drilling キーワード ( アクアドリル EX フラット ) フラットドリル
EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使
 EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使") 新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
新価格体系 New Price 0 年 月 EcoCut Classic(ECC) EcoCut Classic( エコカット ) の特長 工具集約と加工時間の大幅短縮を実現! 工具集約 : 従来の 4 本の工具が 本で可能 このような形状の部品を加工する場合 従来 4 本の工具が必要 EcoCut 本で加工が可能 結果 むくからの穴あけ 使用タレット数減少 内径旋削加工 プログラムの簡易化 端面旋削加工
Vanadis 30 SuperClean ASSAB PM 30 SUPERCLEAN
 Vanadis 30 SuperClean ASSAB PM 30 SUPERCLEAN 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.25 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3) (1.2436) (SKD 2) ASSAB XW- RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
Vanadis 30 SuperClean ASSAB PM 30 SUPERCLEAN 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.25 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3) (1.2436) (SKD 2) ASSAB XW- RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379
円筒型 SPCP オゾナイザー技術資料 T ( 株 ) 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical P
 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical P") 円筒型 SPCP オゾナイザー技術資料 T211-1 211.2.7 ( 株 ) 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical Process (SPCP) と命名し 小型 ~ 中型のオゾナイザーとして製造 販売を行っている SPCP オゾナイザーは図
円筒型 SPCP オゾナイザー技術資料 T211-1 211.2.7 ( 株 ) 増田研究所 1. 構造株式会社増田研究所は 独自に開発したセラミックの表面に発生させる沿面放電によるプラズマ生成技術を Surface Discharge Induced Plasma Chemical Process (SPCP) と命名し 小型 ~ 中型のオゾナイザーとして製造 販売を行っている SPCP オゾナイザーは図
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR
 BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型の寿命向上や金型維持費の低減を共に達成することができます また 金型の使用時の硬さを高めることにより金型寿命を高めることができます
BOHLER の熱間工具鋼 ボ - ラ - の熱間金型用鋼 W400 VMR 製品コスト削減のために最も重要なことは 金型寿命を長くすることと金型維持費の低減です 高い清浄度と均質性を持った材料を金型に採用することは ヒートチェックの発生を著しく遅らせることが可能で 金型の寿命向上や金型維持費の低減を共に達成することができます また 金型の使用時の硬さを高めることにより金型寿命を高めることができます
1 ピッチタイプ ネジ加工用 P 2 - 山数 標準 ヘリサート用 外径山数ピッチシャンク径全長 価格 /1 本 P φy 3~4 本 5~6 本 7~8 本 9~10 本 M2.5 φ1.9 10~ ,710 5,590 4,920 4,470 M3 φ2.3 10~
 高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
普通旋盤作業編 はじめに 厚生労働省においては 若年技能者の人材確保 育成のための事業を進めており その一環として 熟練技能者を ものづくりマイスター として中小企業や工業高校等に派遣し 若年者に対する実技指導等を行っています ものづくりマイスターによる実技指導を効果的なものにするため 現場での指導
 普通旋盤作業編 はじめに 厚生労働省においては 若年技能者の人材確保 育成のための事業を進めており その一環として 熟練技能者を ものづくりマイスター として中小企業や工業高校等に派遣し 若年者に対する実技指導等を行っています ものづくりマイスターによる実技指導を効果的なものにするため 現場での指導に活用するための人材育成マニュアルを作成しています 平成 25 年度以降 中級向けのマニュアルを34
普通旋盤作業編 はじめに 厚生労働省においては 若年技能者の人材確保 育成のための事業を進めており その一環として 熟練技能者を ものづくりマイスター として中小企業や工業高校等に派遣し 若年者に対する実技指導等を行っています ものづくりマイスターによる実技指導を効果的なものにするため 現場での指導に活用するための人材育成マニュアルを作成しています 平成 25 年度以降 中級向けのマニュアルを34
Xamテスト作成用テンプレート
 気体の性質 1 1990 年度本試験化学第 2 問 問 1 次の問い (a b) に答えよ a 一定質量の理想気体の温度を T 1 [K] または T 2 [K] に保ったまま, 圧力 P を変える このときの気体の体積 V[L] と圧力 P[atm] との関係を表すグラフとして, 最も適当なものを, 次の1~6のうちから一つ選べ ただし,T 1 >T 2 とする b 理想気体 1mol がある 圧力を
気体の性質 1 1990 年度本試験化学第 2 問 問 1 次の問い (a b) に答えよ a 一定質量の理想気体の温度を T 1 [K] または T 2 [K] に保ったまま, 圧力 P を変える このときの気体の体積 V[L] と圧力 P[atm] との関係を表すグラフとして, 最も適当なものを, 次の1~6のうちから一つ選べ ただし,T 1 >T 2 とする b 理想気体 1mol がある 圧力を
直線)その ポリカエースは 一般のプラスチックのように切断 穴あけ 切削などの機械加工 接着 折り曲げ 真空成形などの広範囲の加工ができます 加工にあたっては 不適切な条件で行ないますと 単に外観不良となるだけでなく 著しく強度が低下することもありますので十分注意してください ここでは 切断 穴あけ
その ポリカエースは 一般のプラスチックのように切断 穴あけ 切削などの機械加工 接着 折り曲げ 真空成形などの広範囲の加工ができます 加工にあたっては 不適切な条件で行ないますと 単に外観不良となるだけでなく 著しく強度が低下することもありますので十分注意してください ここでは 切断 穴あけ") 直線)その ポリカエースは 一般のプラスチックのように切断 穴あけ 切削などの機械加工 接着 折り曲げ 真空成形などの広範囲の加工ができます 加工にあたっては 不適切な条件で行ないますと 単に外観不良となるだけでなく 著しく強度が低下することもありますので十分注意してください ここでは 切断 穴あけ 切削等機械加工をする上での加工機 条件留意点について示します 表面硬度板やその他コート品については別途ご相談ください
直線)その ポリカエースは 一般のプラスチックのように切断 穴あけ 切削などの機械加工 接着 折り曲げ 真空成形などの広範囲の加工ができます 加工にあたっては 不適切な条件で行ないますと 単に外観不良となるだけでなく 著しく強度が低下することもありますので十分注意してください ここでは 切断 穴あけ 切削等機械加工をする上での加工機 条件留意点について示します 表面硬度板やその他コート品については別途ご相談ください
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料
 鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
鉛レス カドミレス黄銅棒 キーパロイZNメタル-1 キーパロイZNメタル-2 鍛造用黄銅切削用黄銅 技術資料 キーパロイ ZN メタル 鍛造用 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの種類 ZN メタル -1 : 鍛造用鉛レス カドミレス黄銅棒 ZN メタル -2 : 切削用鉛レス カドミレス快削黄銅棒 ZN メタルの特長 ZN メタル -1 は 鍛造用鉛レス カドミレス黄銅棒として開発されたで
Microsoft PowerPoint - マグネ協会.ppt
 マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
マグネシウム合金板の冷間プレス成形 マグネシウム合金部品の製造 豊橋技術科学大学森謙一郎平成 19 年 1kg 軽量 :1km/l 燃費向上 高張力鋼板 (7.8) チタン (4.5) アルミニウム (2.7) マグネシウム (1.8) 引張強度 / MPa 比重 比強度 / MPa マク ネシウム合金板 (AZ31) 25 1.8 139 アルミニウム合金板 (A552) 29 2.7 17 軟鋼板
C58.indd
 ダイコレット & ピックアップツール先端形状 3600 シリーズ 4 面ダイコレット 3700 シリーズ 2 面ダイコレット 3800 シリーズ先端長方形のフラットピックアップツール 3900 シリーズ先端円錐形のフラットピックアップツール 3300 & 3300-ETE シリーズ垂直 4 面コレット 3200-ETE シリーズ垂直 2 面コレット 特殊形状 ( カスタム ) コレット片面の一部に切り込み
ダイコレット & ピックアップツール先端形状 3600 シリーズ 4 面ダイコレット 3700 シリーズ 2 面ダイコレット 3800 シリーズ先端長方形のフラットピックアップツール 3900 シリーズ先端円錐形のフラットピックアップツール 3300 & 3300-ETE シリーズ垂直 4 面コレット 3200-ETE シリーズ垂直 2 面コレット 特殊形状 ( カスタム ) コレット片面の一部に切り込み
Microsoft PowerPoint - 第8章 [互換モード]
![Microsoft PowerPoint - 第8章 [互換モード]](/thumbs/88/117182543.jpg "Microsoft PowerPoint - 第8章 [互換モード]") 第 8 章クリープと環境強度 目的 クリープ現象および環境強度に関する基本的な事項を理解する. 8.1 クリープ 8.1.1 クリープの重要性 8.1.2 事例紹介 8.1.3 クリープ曲線 8.1.4 クリープの機構 8.1.5 変形機構図 8.2 環境強度 8.2.1 温度の影響 8.2.2 環境の影響 8.1 クリープ 8.1.1 クリープの重要性 クリープ (creep) 材料に一定荷重を加えたまま,
第 8 章クリープと環境強度 目的 クリープ現象および環境強度に関する基本的な事項を理解する. 8.1 クリープ 8.1.1 クリープの重要性 8.1.2 事例紹介 8.1.3 クリープ曲線 8.1.4 クリープの機構 8.1.5 変形機構図 8.2 環境強度 8.2.1 温度の影響 8.2.2 環境の影響 8.1 クリープ 8.1.1 クリープの重要性 クリープ (creep) 材料に一定荷重を加えたまま,
Crystals( 光学結晶 ) 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 再研磨 x 20 x 1 62,400 67,200 40,000 58,000
 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 再研磨 x 20 x 1 62,400 67,200 40,000 58,000") Crystals( 光学結晶 ) 2011.01.01 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 45 60 再研磨 45 60 45 60 50 x 20 x 1 62,400 67,200 40,000 58,000 58,000 88,000 88,000 50 x 20 x 2 58,000 58,000 40,000
Crystals( 光学結晶 ) 2011.01.01 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 45 60 再研磨 45 60 45 60 50 x 20 x 1 62,400 67,200 40,000 58,000 58,000 88,000 88,000 50 x 20 x 2 58,000 58,000 40,000
SEC- マルチドリル SD 型 T T T E E E SEC-UTIDRIS SD セット状態 フロントからのビス止め 放射状のセレーション締結により 確実で強固なクランプを実現 ヘッド シリーズ構成表 ヘッド 確実に切刃と切りくずを狙う油穴 T型 型 5D 特長 E型 型 5D 3型 3D ø
 ニュース No. 435 穴あけコスト低減の決定打 The Ultimate in ow Cost Drilling マルチドリルSD型 SEC- SEC-ultiDrill SD serise 第16版 ヘッド交換ドリル T E セット状態 ドリル専用コート DEXコート を採用し 従来比2倍以上の長寿命を実現 用途に応じて刃先ヘッドを選択可能 再研磨可能な刃先ヘッド ろう付けドリルに対し 工具寿命が2倍
ニュース No. 435 穴あけコスト低減の決定打 The Ultimate in ow Cost Drilling マルチドリルSD型 SEC- SEC-ultiDrill SD serise 第16版 ヘッド交換ドリル T E セット状態 ドリル専用コート DEXコート を採用し 従来比2倍以上の長寿命を実現 用途に応じて刃先ヘッドを選択可能 再研磨可能な刃先ヘッド ろう付けドリルに対し 工具寿命が2倍
東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテ
 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテ") 東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先
東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先
<4D F736F F F696E74202D C7691AA93575FC3BDC4CADEB04A495390E096BE8E9197BF81694A4D41837D E8E A89668ECA97702E B8CDD8AB B83685D>
 日本工業規格講習会資料 JIS B 7545:2015 テストバー Test mandrels 2015 年 ( 平成 27 年 )6 月 22 日官報公示 本資料は 規格の改正経緯および改正内容の理解を補助するものです 正式な表記や判断については規格本体が優先されます 日本精密測定機器工業会ゲージ ( 第 4) 部会編 2015 年 9 月 17 日測定計測展説明会資料 1 概要 1. 改正履歴
日本工業規格講習会資料 JIS B 7545:2015 テストバー Test mandrels 2015 年 ( 平成 27 年 )6 月 22 日官報公示 本資料は 規格の改正経緯および改正内容の理解を補助するものです 正式な表記や判断については規格本体が優先されます 日本精密測定機器工業会ゲージ ( 第 4) 部会編 2015 年 9 月 17 日測定計測展説明会資料 1 概要 1. 改正履歴
ミニ インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ ACME
 ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
Microsoft PowerPoint - elast.ppt [互換モード]
![Microsoft PowerPoint - elast.ppt [互換モード]](/thumbs/82/86104681.jpg "Microsoft PowerPoint - elast.ppt [互換モード]") 弾性力学入門 年夏学期 中島研吾 科学技術計算 Ⅰ(48-7) コンピュータ科学特別講義 Ⅰ(48-4) elast 弾性力学 弾性力学の対象 応力 弾性力学の支配方程式 elast 3 弾性力学 連続体力学 (Continuum Mechanics) 固体力学 (Solid Mechanics) の一部 弾性体 (lastic Material) を対象 弾性論 (Theor of lasticit)
弾性力学入門 年夏学期 中島研吾 科学技術計算 Ⅰ(48-7) コンピュータ科学特別講義 Ⅰ(48-4) elast 弾性力学 弾性力学の対象 応力 弾性力学の支配方程式 elast 3 弾性力学 連続体力学 (Continuum Mechanics) 固体力学 (Solid Mechanics) の一部 弾性体 (lastic Material) を対象 弾性論 (Theor of lasticit)
円筒ころ軸受 円筒ころ軸受 E 形円筒ころ軸受複列円筒ころ軸受四列円筒ころ軸受 1. 形式 構造及び特徴 ころと軌道面が線接触しており, ラジアル荷重の負荷能力が大きく, ころは内輪又は外輪のつばで案内されているので構造上高速回転にも適する また分離形であることから内輪, 外輪ともしまりばめを必要と
 円筒ころ軸受 E 形円筒ころ軸受複列円筒ころ軸受四列円筒ころ軸受 1. 形式 構造及び特徴 ころと軌道面が線接触しており, ラジアル荷重の負荷能力が大きく, ころは内輪又は外輪のつばで案内されているので構造上高速回転にも適する また分離形であることから内輪, 外輪ともしまりばめを必要とする場合にも取付け, 取外しは比較的容易である 円筒ころ軸受には標準形以外に主要寸法が同じで高負荷容 量のE 形,
円筒ころ軸受 E 形円筒ころ軸受複列円筒ころ軸受四列円筒ころ軸受 1. 形式 構造及び特徴 ころと軌道面が線接触しており, ラジアル荷重の負荷能力が大きく, ころは内輪又は外輪のつばで案内されているので構造上高速回転にも適する また分離形であることから内輪, 外輪ともしまりばめを必要とする場合にも取付け, 取外しは比較的容易である 円筒ころ軸受には標準形以外に主要寸法が同じで高負荷容 量のE 形,
‰à„^›œŁt.ai
 プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
切削工具の再研削に使用する研削砥石 現在の工具再研削においては セラミック砥石を使用する研削工程は ハイス ( 高速度鋼 ) 工具の粗研削工程や一部の形状転写研削などであり 多くの研削工程はcBN( 立法晶窒化ホウ素 ) 砥石や超硬工具ではダイヤモンド砥石を使用している cbnやダイヤもインドを砥粒
 工具の粗研削工程や一部の形状転写研削などであり 多くの研削工程はcBN( 立法晶窒化ホウ素 ) 砥石や超硬工具ではダイヤモンド砥石を使用している cbnやダイヤもインドを砥粒") 最新切削工具の最適な再研削法を考える 1 砥石を選ぶ 研削 と 研磨 の違い 5つの要素で砥石を選ぶ工具再研削に必要な工具研削盤の次に重要な因子になる研削砥石について説明する 図 1に示した砥粒 結合相 気孔は砥石を選ぶ際の重要よく 研削と研磨では どこがちがうのか が話題に登るな要素になる ことがある 削 ると 磨 くでは 何がどう違うのか さらに砥粒は その材質と大きさ ( 粒度 ) も重要だ
最新切削工具の最適な再研削法を考える 1 砥石を選ぶ 研削 と 研磨 の違い 5つの要素で砥石を選ぶ工具再研削に必要な工具研削盤の次に重要な因子になる研削砥石について説明する 図 1に示した砥粒 結合相 気孔は砥石を選ぶ際の重要よく 研削と研磨では どこがちがうのか が話題に登るな要素になる ことがある 削 ると 磨 くでは 何がどう違うのか さらに砥粒は その材質と大きさ ( 粒度 ) も重要だ
PowerPoint プレゼンテーション
 水素製造システム ( 第 7 回 ) 熱化学水素製造 松本 第 3 回 2 本日の講義の目的 水の熱分解 熱化学水素製造の考え方 エネルギー効率 実際の熱化学水素製造プロセス UT-3 IS 本スライドには以下の資料を参考にした : 吉田 エクセルギー工学 - 理論と実際 原子力辞典 ATOMICA http://www.rist.or.jp/atomica/index.html 再生可能エネルギーを利用した水素製造
水素製造システム ( 第 7 回 ) 熱化学水素製造 松本 第 3 回 2 本日の講義の目的 水の熱分解 熱化学水素製造の考え方 エネルギー効率 実際の熱化学水素製造プロセス UT-3 IS 本スライドには以下の資料を参考にした : 吉田 エクセルギー工学 - 理論と実際 原子力辞典 ATOMICA http://www.rist.or.jp/atomica/index.html 再生可能エネルギーを利用した水素製造
<837A815B B DDD8CC9838A CA48DED8CA BB95692E786C7378>
 断 精密切断砥石 切断砥石 A 切断砥石 WA 切断砥石 GC 精密切断砥石 NC S シリース A CUT WA CUT HA CUT GC CUT SUS CUT DIA CUT 1 Version.13-400-0328 切断砥石 A 特長 アルミナ質砥材主に鉄鋼や焼入鋼など鉄系材質を削るのに使います 用途 一般鋼材一般炭素鋼 炭素工具鋼など 商品コード 仕様 / 寸法 メーカーコード 入数
断 精密切断砥石 切断砥石 A 切断砥石 WA 切断砥石 GC 精密切断砥石 NC S シリース A CUT WA CUT HA CUT GC CUT SUS CUT DIA CUT 1 Version.13-400-0328 切断砥石 A 特長 アルミナ質砥材主に鉄鋼や焼入鋼など鉄系材質を削るのに使います 用途 一般鋼材一般炭素鋼 炭素工具鋼など 商品コード 仕様 / 寸法 メーカーコード 入数
* 鋼球ラップ盤による Co-Cr-Mo 合金骨頭の研磨技術確立 飯村崇 ** 長嶋宏之 *** **** 白井光一 人工股関節の骨頭は ステムとの接続のためテーパ穴が加工されており ラップ盤の適用に際して 球の回転が阻害され加工が円滑に進まないことが問題となる そこで 穴埋め治具を用いてラップ盤に
 * 鋼球ラップ盤による Co-Cr-Mo 合金骨頭の研磨技術確立 飯村崇 ** 長嶋宏之 *** **** 白井光一 人工股関節の骨頭は ステムとの接続のためテーパ穴が加工されており ラップ盤の適用に際して 球の回転が阻害され加工が円滑に進まないことが問題となる そこで 穴埋め治具を用いてラップ盤による研磨加工を行ったところ 骨頭の全面を鏡面加工することが可能であり その際の加工条件選定には 品川光学がレンズ加工において蓄積したノウハウが応用可能であることがわかった
* 鋼球ラップ盤による Co-Cr-Mo 合金骨頭の研磨技術確立 飯村崇 ** 長嶋宏之 *** **** 白井光一 人工股関節の骨頭は ステムとの接続のためテーパ穴が加工されており ラップ盤の適用に際して 球の回転が阻害され加工が円滑に進まないことが問題となる そこで 穴埋め治具を用いてラップ盤による研磨加工を行ったところ 骨頭の全面を鏡面加工することが可能であり その際の加工条件選定には 品川光学がレンズ加工において蓄積したノウハウが応用可能であることがわかった
QCCチャックカタログ.indd
 クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
クイックチェンジコレットチャックシステム 特長 フランジワークにも対応 QCCチャックの特徴コレットの取付け / 取外しが簡単 コレットは専用の冶具を利用することで ワンタッチで30 秒以内に交換可能です ワーククランプが確実 コレットがワークに対し平行に移動するので ワークにクランプ力が均等確実に伝達されます 高いクランプ精度 高品質仕上げ シンプル機構 及びコレット平行移動などにより TIR0.0mmを保証します
パソコンシミュレータの現状
 第 2 章微分 偏微分, 写像 豊橋技術科学大学森謙一郎 2. 連続関数と微分 工学において物理現象を支配する方程式は微分方程式で表されていることが多く, 有限要素法も微分方程式を解く数値解析法であり, 定式化においては微分 積分が一般的に用いられており. 数学の基礎知識が必要になる. 図 2. に示すように, 微分は連続な関数 f() の傾きを求めることであり, 微小な に対して傾きを表し, を無限に
第 2 章微分 偏微分, 写像 豊橋技術科学大学森謙一郎 2. 連続関数と微分 工学において物理現象を支配する方程式は微分方程式で表されていることが多く, 有限要素法も微分方程式を解く数値解析法であり, 定式化においては微分 積分が一般的に用いられており. 数学の基礎知識が必要になる. 図 2. に示すように, 微分は連続な関数 f() の傾きを求めることであり, 微小な に対して傾きを表し, を無限に
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MB フルアール MT-R フルアール R/L MS パイプ フルアール チップブレーカ付きフルアールチップ ~ mm フルアール ポジタイプ フラットなフルアールチップ ~ 8mm パイプ突切り専用 ~ 10mm R/L MZ パイ
 チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
軸受内部すきまと予圧 δeff =δo (δf +δt ) (8.1) δeff: 運転すきま mm δo: 軸受内部すきま mm δf : しめしろによる内部すきまの減少量 mm δt: 内輪と外輪の温度差による内部すきまの減少量 mm (1) しめしろによる内部すきまの減少量しめしろを与えて軸受
 (8.1) δeff: 運転すきま mm δo: 軸受内部すきま mm δf : しめしろによる内部すきまの減少量 mm δt: 内輪と外輪の温度差による内部すきまの減少量 mm (1) しめしろによる内部すきまの減少量しめしろを与えて軸受") 軸受内部すきまと予圧 8. 軸受内部すきまと予圧 8. 1 軸受内部すきま軸受内部すきまとは, 軸又はハウジングに取り付ける前の状態で, 図 8.1に示すように内輪又は外輪のいずれかを固定して, 固定されていない軌道輪をラジアル方向又はアキシアル方向に移動させたときの軌道輪の移動量をいう 移動させる方向によって, それぞれラジアル内部すきま又はアキシアル内部すきまと呼ぶ 軸受内部すきまを測定する場合は,
軸受内部すきまと予圧 8. 軸受内部すきまと予圧 8. 1 軸受内部すきま軸受内部すきまとは, 軸又はハウジングに取り付ける前の状態で, 図 8.1に示すように内輪又は外輪のいずれかを固定して, 固定されていない軌道輪をラジアル方向又はアキシアル方向に移動させたときの軌道輪の移動量をいう 移動させる方向によって, それぞれラジアル内部すきま又はアキシアル内部すきまと呼ぶ 軸受内部すきまを測定する場合は,
<4D F736F F D208D5C91A297CD8A7793FC96E591E6328FCD2E646F63>
 -1 ポイント : 材料の応力とひずみの関係を知る 断面内の応力とひずみ 本章では 建築構造で多く用いられる材料の力学的特性について学ぶ 最初に 応力とひずみの関係 次に弾性と塑性 また 弾性範囲における縦弾性係数 ( ヤング係数 ) について 建築構造用材料として代表的な鋼を例にして解説する さらに 梁理論で使用される軸方向応力と軸方向ひずみ あるいは せん断応力とせん断ひずみについて さらにポアソン比についても説明する
-1 ポイント : 材料の応力とひずみの関係を知る 断面内の応力とひずみ 本章では 建築構造で多く用いられる材料の力学的特性について学ぶ 最初に 応力とひずみの関係 次に弾性と塑性 また 弾性範囲における縦弾性係数 ( ヤング係数 ) について 建築構造用材料として代表的な鋼を例にして解説する さらに 梁理論で使用される軸方向応力と軸方向ひずみ あるいは せん断応力とせん断ひずみについて さらにポアソン比についても説明する
大分工業高等専門学校紀要第 46 号 ( 平成 1 年 11 月 ) 表. 切削条件 切削条件 (1) 切粉挙動撮影 () 切削抵抗測定 ホブ諸元 超硬合金 ( 刃数 =15, モジュール m=1.75, 高速度鋼 ( 刃数 =1, モジュール m=1.75, 外形 D=49mm, 進み角 1, 圧
 表. 切削条件 切削条件 (1) 切粉挙動撮影 () 切削抵抗測定 ホブ諸元 超硬合金 ( 刃数 =15, モジュール m=1.75, 高速度鋼 ( 刃数 =1, モジュール m=1.75, 外形 D=49mm, 進み角 1, 圧") 大分工業高等専門学校紀要第 46 号 ( 平成 1 年 11 月 ) 歯形形状と切りくずかみ込み状態 安部達朗 1 福永圭悟 1 大分高専機械 環境システム工学専攻, 機械工学科 ドライホブ切りは生産コスト低減や環境保護などの面から注目されている加工方法である. しかし, 切粉のワークへのかみこみによる歯車精度悪化の品質低下が課題とされている. そこで, 歯車歯形形状を数値的に解析し, ホブ切り時の理論的な切粉生成状況を明らかにした.
大分工業高等専門学校紀要第 46 号 ( 平成 1 年 11 月 ) 歯形形状と切りくずかみ込み状態 安部達朗 1 福永圭悟 1 大分高専機械 環境システム工学専攻, 機械工学科 ドライホブ切りは生産コスト低減や環境保護などの面から注目されている加工方法である. しかし, 切粉のワークへのかみこみによる歯車精度悪化の品質低下が課題とされている. そこで, 歯車歯形形状を数値的に解析し, ホブ切り時の理論的な切粉生成状況を明らかにした.