次世代ものづくりのための複合材料(CFRP)の切削加工技術
|
|
|
- あきお はにうだ
- 5 years ago
- Views:
Transcription
1 複合材料 (CFRP) 及び耐熱合金の切削加工技術 秋田県産業技術センター加藤勝 沓澤圭一 1. 緒言複合材料であるCFRP( 炭素繊維強化プラスチック ) は その軽くて強い特性によって省エネルギーを実現するものとして 航空機のみならず自動車や家電等に更なる応用が期待されている しかしながら CFRPの切削加工 ( 穴あけ トリム等 ) では 工具摩耗が激しいこと バリやデラミネーション ( 層間剥離 ) 等が発生することが課題となっており 高能率 高品質に加工することが求められている また CFRPはその成形方法の相違によって特性に違いがあり 加工形態にも相違が見られる材料である 近年 各工具メーカからCFRP 加工用と称される工具が販売されるようになってきた 昨年度の本事業では 最もニーズが多い穴加工を対象に 数種類の工具 ( ドリル エンドミル ) を用いて 穴加工及びエンドミルによるヘリカル穴加工実験を行い 工具摩耗やCFRP の加工状態について調査した 今年度は 数種類のルーターやエンドミルを用いて トリム加工 ( 取り除き加工 ) 実験を行い 工具摩耗やCFRPの加工状態について調査したので報告する また 近年の航空機産業への参入支援に相まって 航空機のジェットエンジン関係で使用される耐熱合金 ( インコネル ハステロイ等 ) の加工ニーズも出始めている そこで ニッケル基の耐熱合金であるハステロイX 材を対象に 数種類のドリル工具を用いて穴加工実験を行い 同様に工具摩耗や加工状態を調査したので報告する 2. 調査研究内容 2-1 の項では一般的な CFRP の材料特性について 2-2 の項ではルーターやエンドミルによる CFRP のトリム加工技術について 2-3 の項ではハステロイ X の材料特性について 2-4 の項ではドリルによるハステロイ X の穴加工技術について述べる 2-1 CFRP の特性 CFRP(Carbon Fiber Reinforced Plastic: 炭素繊維強化プラスチック ) は 炭素繊維に合成樹脂 ( 一般的にはエポキシ樹脂 ) を含浸した後 硬化させて成形した複合材料 (Composite) である 炭素繊維は 5~10μm の太さの極細繊維であり 優れた力学的特性を持っているが PAN 系とピッチ系があり 弾性率 強度だけでなく 熱的特性など物理的性質でも多くの種類がある 図 1 各種材料の比強度 比弾性率 41
2 製品の性能要求を満たすために適した炭素繊維を選定する必要があり 希望の特性を得るために PAN 系とピッチ系を組み合わせて使うこともある 一般的な CFRP 成形では 材料としてエポキシ樹脂マトリックスのプリプレグシート ( 一般的な厚みは 0.1mm から 0.3mm 程度 ) を用いる プリプレグシートには 一方向のみに炭素繊維を引き揃えた UD 材と 縦 横に炭素繊維を織り込んだクロス材がある 成形品は UD 材を同じ方向に積層して成形した場合と 縦と横に方向を変えて積層して成形した場合では 成形品の性能が大きく変化する また プリプレグシートは -20 以下の冷凍保存が必要であり消費期限も 3~6 ヶ月程度と短いため 近年は平織した炭素繊維を真空引きしながらエポキシ樹脂を含浸させて成形する Vatrm(Vacuum Assist Transfer Resin Mold) 成形法が普及しつつある 図 1 に各種材料の比強度 被弾性率を示す CFRP は軽くて強い材料であることがわかる また 表 1 に参考として複合材料 (CFRP GFRP) やその他材料の機械的特性等を示す 比重はステンレス鋼の 1/4 以下でありながら 引張り強さは約 3 倍と非常に優れていることがわかる 但し CFRP は耐衝撃性は低いので注意が必要であるとともに 積層材であるので 内部欠陥が生ずる可能性がある 使用に当たっては超音波探傷装置等で検査を必要とする場合もある 表 1 複合材料や他材料の主な機械的特性 42
3 2-2 CFRP のトリム加工技術 表 2 CFRP 材のトリム加工条件 実験内容 市販の CFRP 材 ( 穴織カーボン 製 : 厚さ 10mm UD+ 表層クロスタイプ 表面つや有り ) を対象に ルータータイプのダイ ヤモンドコーティング工具 3 種類 エンドミルタイプのダイヤモンド コーティング工具 3 種類 DLC コ ーティングエンドミル 1 種類 超 硬ソリッドエンドミル 1 種類 ハ イス母材の TiN 系コーティングエ ンドミル 1 種類の計 3 社 9 種類の 工具を用いて マシニングセンタ ( 日立精機製 VKC45Ⅱ) で片削 りによるトリム加工実験を行った CFRP 材はバイスに挟んで固定し 各工具とも時間の関係上 切削長 1m(10 パス ) まで加工した 切 削加工条件を表 2 に示す 評価として 工具摩耗と加工面 状態をマイクロスコープ ( ハイロ ックス製 KH-2700) で観察し CFRP の加工面粗さを表面粗さ測定機 ( 東京精密製サーフ コム 3000A-3DF) で測定した 番号メーカ形状材種 1 H 社ルーター超硬母材ダイヤコーティング 2 M 社ルーター超硬母材ダイヤコーティング 3 O 社ルーター超硬母材ダイヤコーティング 4 M 社 4 枚刃超硬母材ダイヤコーティング 5 O 社 4 枚刃超硬母材ダイヤコーティング 6 O 社 4 枚刃逆ねじれ超硬母材ダイヤコーティング 7 M 社 2 枚刃超硬母材 DLC コーティング 8 M 社 2 枚刃超硬ソリッド 9 M 社 2 枚刃ハイス母材 TiN コーティング 被削材 工具径 (mm) CFRP( t10mm) 両面クロス織りツヤ有り 主軸回転数 (min-1) 切削速度 (m/min) 送り速度 (mm/min) 回転当たりの送り (mm/rev) 0.1 径方向切り込み (mm) 1 切削長 (m) クーラント 加工方式 1 エアー吸引 ダウンカット 実験結果 工具摩耗状態について図 2 に 1m 切削後の各工具の側面刃の工具摩耗状態を示す 参考として新品状態の底刃形状も示している 1~3のルータータイプ及び4~6のエンドミルタイプのダイヤモンドコーティング工具は 切削長 1m 程度では殆ど工具摩耗は観察されず 十分な性能を確認できた 今回は時間の関係上 これらの工具寿命まで切削加工実験を行うことが出来なかったので 今後検討していきたいと考えている 一方 7の DLC コーティング工具は若干刃先部のコーティング部の摩耗が観察された やはり DLC コーティングはダイヤモンドコーティングよりも劣ることがわかった また 8の超硬ソリッド工具も DLC コーティングよりも多く刃先部の摩耗が観察され 特に CFRP の直角方向の積層部に当たる箇所に激しい摩耗が見られた 9のハイス母材 TiN コーティング工具は 8よりも更に激しく工具摩耗が進み ハイス母材まで段々上に摩耗していた 従って 今回の加工条件は 8や9の工具には高すぎる設定であったと思われるが それらを考慮しても ダイヤモンドコーティング工具を選定することが適切であると考えられる 43

4 図 2 1m 切削後の工具摩耗状態 44

5 図 3 1m 切削後の CFRP 側面の加工状態 45
6 表面粗さ (μ m) CFRP 材の加工状態について図 3 に 1m 切削後の CFRP 材の加工状態を示す 左側が全面で 中央が表面部 右側が裏面部の拡大した様子である 1~6のダイヤモンドコーティング工具は切削面の見た目も良好で 表面 裏面ともバリは見られなかった ルータータイプとエンドミルタイプの明確な差も見受けられなかった また 6の工具は表層部のバリやデラミネーションを抑制するために 逆ねじれの構造となっている工具であったが 他工具との加工面状態の明確な差は見受けられなかった 一方 7の DLC コーティング工具は 表面のクロス織り部で若干のバリが観察された 8の超硬ソリッド工具は 同様の箇所で7よりも更に大きいバリが観察された 9のハイス母材 TiN コーティング工具は 全面でカーボン繊維がむしれた状態になっており 表面もクロス繊維の切り残しが観察された 上述した CFRP 加工面の状態は で述べた工具摩耗状態の結果と一致しており 工具摩耗が加工面状態に大きな影響を及ぼすことが確認できた CFRP 材の加工面粗さについて図 4 に CFRP 加工面の厚さ方向の加工面粗さを示す 表面粗さはそれぞれ 3 箇所測定した平均値であるが 9の工具については加工面がむしれ面であったため測定不能であった 1の工具が著しく加工面粗さが悪く 2 3の工具は逆に最も加工面粗さが良かった 4 ~6の工具はほぼ同様の加工面粗さであった 一般的に ルータータイプは荒加工向け エンドミルタイプは仕上げ加工向けと言われているが ルータータイプでもエンドミルタイプより加工面粗さが良いものがあることがわかった 7と8の工具は 2~6のダイヤモンドコーティング工具に比べて若干加工面粗さが悪化した これらも工具摩耗によるものと考えられる 従って 加工面状態及び加工面粗さの観点からも CFRP のトリム加工には ダイヤモンドコーティング工具が適していると判断できる また 工具形状はねじれ角の小さい多刃工具が有効であると思われる Ra Rz 工具種類 測定不能 図 4 CFRP の加工面粗さ 46

7 2-3 ハステロイ X 材の特性ハステロイ (HASTELLOY) は 主にニッケル基にモリブデンやクロムを多く加えることで耐食性や耐熱性を高めた合金であり 米ヘインズ社 (Haynes International, Inc) の商標である 広く使用されている合金群であるため日本でも一般名化している ニッケルを主成分する合金でモリブデンやクロム 鉄などの成分量のちがいで ハステロイ B ハステロイ C ハステロイ X などがある 析出硬化型のニッケル基合金に属し 耐酸化性の高いものや耐熱性が高い金属であるため 腐食性環境や高温環境での使用に向くが 物理的強度やクリープ強度 疲労強さは特段の強さを持たないため 構造材には向かない 一般的に 圧力計のダイヤフラムなどの耐食性が求められる場合やジェットエンジンの燃焼室などの耐熱性が求められるものに使用される 表 3 にハステロイの化学成分を示す 今回の実験では 鉄が多く含まれるハステロイ X を被削材とした ハステロイ X は 1200 の高温まで耐食性の優れた合金で 加工性 溶接性も比較的良い材料である 表 3 ハステロイ材の化学成分 2-4 ハステロイ X の穴加工技術 実験内容ハステロイ X 材 (φ80 厚さ 5mm) を対象に 超硬ソリッドドリル 2 種類 超硬母材コーティングドリル 2 種類 ハイス母材コーティングドリル 3 種類の計 5 社 7 種類の工具を用いて マシニングセンタ ( 日立精機製 VKC45Ⅱ) で G83 のステップ送りによる穴あけドリル加工実験を行った ハステロイ X 材はバイスに挟んで固定し 各工具とも時間の関係上 10 穴まで加工を目標とした 切削加工条件を表 4 に示す クーラントのかけ方については 4の工具のみセンタースルー対応なので内部給油とし その他の工具は外部給油とした 評価として 工具摩耗とハステロイ X の加工状態をマイクロスコープ ( ハイロックス製 KH-2700) で観察した 実験結果 工具摩耗状態について 47
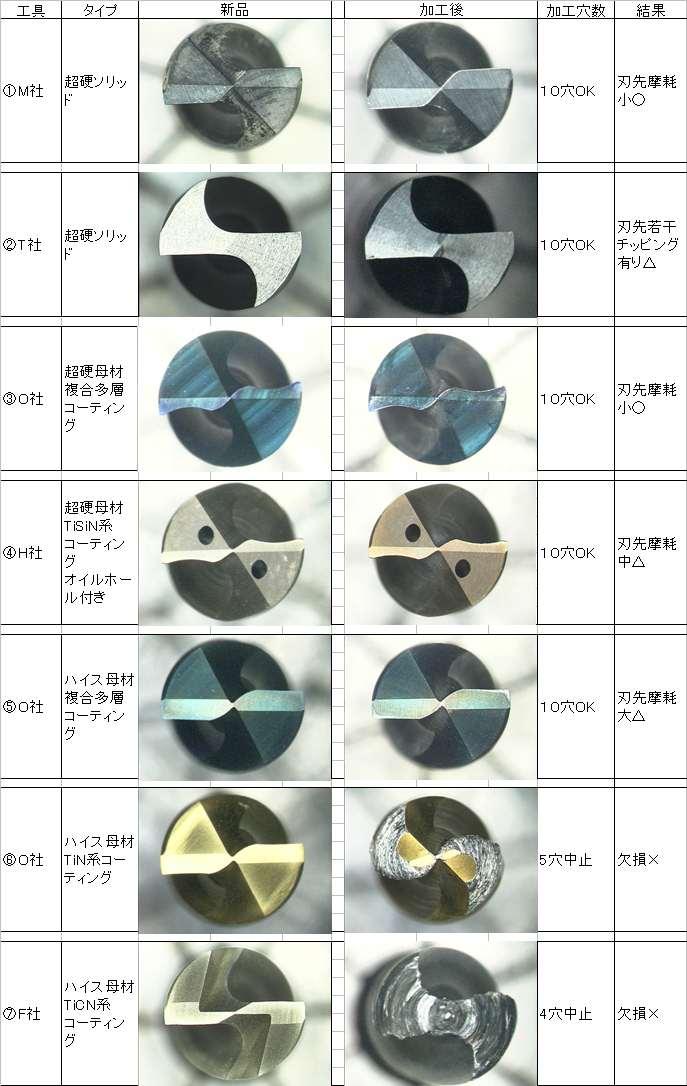
8 図 5 に 10 穴加工後 (6 と 7 は 途中で中止 ) の各工具の底刃の工 具摩耗状態を示す 参考として新 品状態の底刃形状も示している 1 及び 2 の超硬ソリッド工具は 共に 10 穴加工が可能であり 1 は刃先先端の僅かな摩耗が観察さ れた 2 は工具剛性を持たせるた めシンニングを施さず芯厚を厚く し スクイ角も小さめの構造とし た特注品であるが 底刃片部に僅 かチッピングが見受けられた 上 述した構造が逆に切削抵抗を上げ てしまったために起こったものと 推定される 3 及び 4 のコーティ 表 4 ハステロイ X の切削加工条件 ング工具は 共に 10 穴加工可能であり刃先先端の摩耗がそれぞれ観察されたが 3 の複 合多層コーティング工具の方が摩耗は少なく 4 の工具の方が摩耗は多かった 4 は内部 給油方式なので摩耗の抑制に寄与するものと思われたが 内部給油の明確な効果は認めら れなかった 番号 メーカ 材種 1 M 社 超硬ソリッド 2 T 社 超硬ソリッド 3 O 社 超硬母材複合多層コーティング 4 H 社 超硬母材 TiSiN 系コーティング 5 O 社 ハイス母材複合多層コーティング 6 O 社 ハイス母材 TiN 系コーティング 7 F 社 ハイス母材 TiCNコーティング 被削材工具径 (mm) ハステロイX t5mm 6 主軸回転数 (min-1) 1000 切削速度 (m/min) 送り速度 (mm/min) 回転当たりの送り (mm/rev) 0.05 軸方向切り込み (mm) 1 目標加工穴数 ( 穴 ) クーラント加工方式 10 水溶性エマルジョン G83 固定サイクル 一方 5~7 のハイス母材コーティング工具については 5 は 10 穴加工可能であった が 刃先摩耗は特に底刃片部で多かった 3 と 5 は母材違いの同じコーティング品である が ハイス母材の方が超硬母材よりも摩耗が多いことがわかった 価格は超硬母材の方が ハイス母材の約 2 倍するが 超硬母材を選択する方が賢明であろう また 6 の工具は 5 穴で 7 の工具は 4 穴で底刃の工具欠損が確認されたため加工中止とした 今回の実験に より ハイス母材の Ti 系コーティング工具は適さないことがわかった ハステロイ X 材の加工状態について図 6 にハステロイ X 材の 10 穴目の加工状態を示す (6は 5 穴目 7は 4 穴目 ) 1~4 の超硬系工具は 写真ではわかりにくいが入口側及び出口側のバリも比較的少なく 良好な加工状態であった 特に1と3の穴内壁の加工状態が良好であり これは上述した工具摩耗状態と結果が一致していた 一方 5の工具は 10 穴加工可能であったが 1~4の超硬系工具よりもバリは多く観察された 6 及び7の工具はそれぞれ未貫通となっており 工具欠損による影響を受けている様子が見受けられた 以上のことから ハステロイ X の穴加工では コーティングに関係なくハイス母材工具は不適であり 超硬ソリッドまたは超硬コーティング工具が適していると判断できる また シンニングを施している工具の方が工具に掛かる負荷も少なく 工具寿命が良くなると考えられる 48
9 図 5 10 穴加工後の工具摩耗状態 49

10 図 6 10 穴加工後のハステロイ X の加工状態 50
11 3. 結言本実験により以下のことが明らかになった CFRP 材のトリム加工について (1)CFRP 材のトリム加工では 工具寿命や加工品位の観点から 超硬母材のダイヤモンドコーティング工具の使用を推奨する 超硬及び DLC コーティング工具でもトリム加工は可能であるが 直ぐにバリ等が生じる可能性が高い また ハイス母材コーティング工具は不適である (2) ダイヤモンドコーティング工具では 一般的にルータータイプは荒加工向け エンドミルタイプは仕上げ加工向けと言われているが 仕上げ面粗さは明確な差は見られないものもある また ダイヤモンドコーティングの膜厚が加工品質に影響する可能性が高いので 出来る限りシャープな切れ刃を有する超微粒 薄膜のダイヤモンドコーティングが良い (3) ねじれ角の大きい工具は表面のバリやデラミネーション ( 層間剥離 ) を促進する可能性があるため 工具形状としては ねじれ角の小さい多刃工具が有効であると考えられる (4) 一概に CFRP 材と言っても多種多様である 工具メーカが CFRP 加工用と推奨する工具でも すべての CFRP 材に適するとは限らない 従って テスト加工等を踏まえて工具選定することが望ましい ハステロイ X の穴加工について (1) 工具材質としては 超硬ソリッドまたは超硬母材のコーティング工具の使用を推奨する また 工具形状としては シンニングを施したシャープな切れ刃を有する形状が良いと考えられる (2) ハイス母材のコーティング工具は コーティングの種類により使用可能なものもあるが 一般的には使用不可と判断できる (3) 本実験で使用したセンタースルードリルは 切屑排出性は良かったが工具摩耗の抑制にはあまり効果が認められなかった 標準形状より価格が高い分 使い分けが必要であると考えられる 参考文献 (1) 炭素繊維の最先端技術 シーエムシー出版 (2) 航空機材料 ( 社 ) 日本航空技術協会 (3) 米ヘインズ社ホームページ 51
切削条件表超硬 4 枚刃不等分割不等リードエンドミル 38 /41 刃長 1.5D 型式 外径 一般構造用鋼炭素鋼 (S45C/SS/FC/FCD) (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/
 (24~30HRC) 合金鋼 (SCM/ 低合金鋼 ) (30~38HRC) ステンレス鋼 (SUS304/SUS316) プリハードン鋼 (SKD/") 形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
形状別エンドミル目次不等分割不等リードボールラジアススクエアラフィングアルミ用面取り リーディングドリル不等分割不等リード φ1 20 超硬 4 枚刃不等分割不等リードエンドミル 3 8 / 4 1 刃長 1. 5 D E141-1.5HX 材質 仕様 N 90 γ5 90 加工形態 対応表 ( 最適 / 適 ) 炭素鋼 工具鋼 プリハードン鋼 合金鋼 プリハードン鋼 焼き入れ鋼 ステンレス鋼 ダグタイル
 2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
2,500 2,000 1,500 1,000 500 0-500 10 20 30 40 50 60 100 200 300 400 500 1,800 1,600 1,400 1,200 1,000 800 600 400 200 0-200 0 2 4 6 8 10 WX-MS-GDS 極小径 精密加工用超硬スタブドリル 材 質 超微粒子超硬合金 フォーファセットポイント φ2未満 スリーレーキシンニング
Tungsten Carbide End Mills UNIMAX Series
 2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
2 ( の順に推奨) SS40 S45C S55C SK SCM SUS 30~45 HRC NAK HPM ~55 HRC HRC ~60 HRC ~70 鉄鋼材加工用 C-CES2000 2 枚刃スクエア 18 30 φ0.1~φ20 コスト重視 加工面重視のマルチプレイヤー C-CES4000 4 枚刃スクエア 32 30 φ1~φ20 コスト重視 加工面重視のマルチプレイヤー 高能率加工用
TOOL NEWS B223J
 TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
TOOL NEWS B223J センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ 新発売 切れ味が良く耐欠損性に優れ ステンレス鋼でも安定加工 センタリング 面取り加工用超硬ドリル リーディングドリルシリーズ センタリングと面取り加工の要求性能を追求 センタリング 面取り加工 横送り面取り加工 V 溝加工 ドリル使用範囲 特長 良好な食付き性を実現するシンニング 中心部の切りくず排出スペースにより
製品カタログ コロミル745
 森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
森一産業ホームページ掲載商品の資料をご覧頂き ありがとうございます ご不明の点などございましたら お気軽に電話 メールなどでお問い合わせ下さい 問い合わせ先 : 電話 041221( 大阪 ) 0221181( 新潟 ) :FX 0412302( 大阪 ) 0221140( 新潟 ) :EMIL info@mori1.net なお 検索等で直接 このページをご覧になって頂いている方は もしよろしければ弊社ホームページを一度ご訪問いただきたく存じます
標準在庫品 DIN 332 Form R (R タイプ ) Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN
 Ø1.~Ø1 インサートタイプ : NC233 / K2F TiAIN フューチュラナノトップコーティング NC574 / P4 Helica, 8インサート用 DIN 332 Form A+B (A+B タイプ ) Ø1.~Ø1 DIN") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
AFC_Produktkatalog_2018_JPN_2_1_DS_grau-weiße Linien.indd
 PRODUCT CATALOGUE 超硬合金製造における豊富な経験と知識に基づく細部への追及 理想 イノベーション 技術 パートナーシップ 2 3 超硬合金材種一覧 AF K10 UF AF K20 CF AF K34 EF AF K40 UF AF K44 EF AF K45 EF ISO-JIS 規格 K10 化学構成コバルト (%) 6 炭化タングステン及びその他 (%) 94 ISO-JIS
PRODUCT CATALOGUE 超硬合金製造における豊富な経験と知識に基づく細部への追及 理想 イノベーション 技術 パートナーシップ 2 3 超硬合金材種一覧 AF K10 UF AF K20 CF AF K34 EF AF K40 UF AF K44 EF AF K45 EF ISO-JIS 規格 K10 化学構成コバルト (%) 6 炭化タングステン及びその他 (%) 94 ISO-JIS
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ
 Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式セ") インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
インサート式センタードリル >> 特徴 Features i-center は Nine9のトレードマークであり 世界初のインサート式センタードリルです ( 特許取得済 ) Nine9の i-center は インサート式を採用することよって皆様の加工工程を大幅に改善致します 世界初のインサート式センタードリルです センタ穴加工におけるツールセットと加工時間を短縮します 長寿命により 刃具のコストダウンに貢献します
東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテ
 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテ") 東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先
東北経済産業局 平成 24 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名 ( 地独 ) 青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター秋田県産業技術センター宮城県産業技術総合センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先
GC1040.表 [更新済み]
![GC1040.表 [更新済み]](/thumbs/91/104641950.jpg "GC1040.表 [更新済み]") 0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工
0 CP. 新製品ニュース No.0 高じん性新材種誕生! 新材種チップ 0 ステンレス鋼ミリング第一推奨材種 加工事例 断続正面フライス加工 コロミル 5 加工部品 : 熱交換器オペレーション : 正面フライス 荒加工材質 : オーステナイトステンレス SUS 相当 CMC / MC:. / M..Z.AQ 硬さ :0 HB 工作機械 : 横型マシニング ISO 50 番クーラント : ドライ加工
UNIMAX SERIES VOL18
 長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
長4 枚刃 UTCOAT サイズ φ1~φ20 CZS 対応表 ( の順に推奨 ) 炭素鋼 S45C S55C 合金鋼 SK / SCM SUS プリハードン鋼 NAK HPM 焼入れ鋼 ~ 55HRC ~ 60HRC ~ 70HRC 鋳鉄アルミ合金グラファイト銅樹脂ガラス入り樹脂チタン合金超耐熱合金超硬合金硬脆材 新開発の底刃形状により ムクのワークに Z 切込みが出来ます 欠けにくい高靱性超硬材料を採用
R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,
 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1, % DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = mm/t,") 1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
1045 10 45 10 1045 10 1 10 2 5.R.10 2 面拘束 +10 (.R.) 切削力 主切れ刃 2,000 fz = 0.2 mm/t 切削抵抗 (N) 1,600 1,200 800 16% DOWN fz = 0.3 mm/t B Vc = 1 m/min, fz = 0.2-0.3 mm/t, ap ae = 3 110 mm C 400 0 主分力送り分力背分力 GM
1 ピッチタイプ ネジ加工用 P 2 - 山数 標準 ヘリサート用 外径山数ピッチシャンク径全長 価格 /1 本 P φy 3~4 本 5~6 本 7~8 本 9~10 本 M2.5 φ1.9 10~ ,710 5,590 4,920 4,470 M3 φ2.3 10~
 高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
高精度タイプ ネジ加工用 RZ A タイプ 超硬合金 ダイス鋼加工用工具 B タイプタイプ RDA RD RPS RZ RU RA HM φ の公差は ~ 選択時に適用 外径山数ピッチシャンク径全長 価格 /1 本 形状 P φy 3 4 本 5 6 本 7 8 本 9 10 本 HI HH HG M2 φ1.5 5 6 0.4 3.0 40 #800 A タイプ 9,030 7,530 6,630
改訂 [更新済み]
![改訂 [更新済み]](/thumbs/104/163121761.jpg "改訂 [更新済み]") CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
CoroMill 316 R コロミル316用ヘッドのサイズ 最大切込み E10, E12, E16, E20, E25 エンドミル径 φ10mm, φ12mm φ16mm, φ20mm φ25mm エンドミル径 φ10mm φ12mm φ16mm φ20mm φ25mm 最大切込み ap 5.5mm 6.5mm 8.5mm 11.0mm 13.0mm CP10.2 新製品ニュース No.094-5
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平
 の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平") フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
フライス盤作業編 はじめに い は の の めの め の と の と 行 い の の め の めの い 平 度 の は の い と 平 度は の の めの い の と ( ) の い い の 合 めの とは い の めの とと い の は と の の い の い の と 平 の い ( の ) ( の ) 行 ( の ) ( の ) ( ) 行 部 フライス盤作業編 1 このマニュアルの使い方ーーーーーーーーーーーーーーーーーーーーーーーーーー
4 90 MEW 4 90 MEW 4 MEWH NEW DLC PDL025
 9 MEW 9 MEW MEWH NEW DLC PDL5 9 MEW DLC PDL5 1 ー () A.R. Max.+ (15 タイプ ), 1, 17% 1% 切削抵抗 (N) 1, 1, 1, 9% DOWN % 9% 1, 他社品 A ( ネガ ) 他社品 B ( ネガ ) MEW GM ブレーカ 他社品 C ( ポジ ) Vc = 15 m/min, fz =.15 mm/t, ap
9 MEW 9 MEW MEWH NEW DLC PDL5 9 MEW DLC PDL5 1 ー () A.R. Max.+ (15 タイプ ), 1, 17% 1% 切削抵抗 (N) 1, 1, 1, 9% DOWN % 9% 1, 他社品 A ( ネガ ) 他社品 B ( ネガ ) MEW GM ブレーカ 他社品 C ( ポジ ) Vc = 15 m/min, fz =.15 mm/t, ap
TOP-Watch_A4_ indd
 アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
アプリテック社 ( スイス ) トップ SWISS MD 2016 / 2017 極小径の精密加工に最適 時計 医療機器 電子機器 自動車部品の高品位加工用ツール 時計産業の旋削加工ニーズを網羅するトップライン アプリテック社は時計産業の最新加工 材料に対応する最新ツールを開発しています 防振ヘビーメタルホルダ [NOVIR] 加工を細部に至るまでコントロール トップラインの製作だけに特化した自動化研削機ラインを設け
2015年度難削材加工実践
 1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
1/ 2017 年度雇用創出実践事業 ( 有 ) 小林製作所 実践型地域雇用創造事業 Ⅳ 雇用創出実践メニュー Ⅰ 雇用創出実践事業 (1) ものづくり企業の技術情報共有 発信事業 実践支援員 : 柏内清美 2 雇用創出実践事業とは (1) ものづくり企業の技術情報共有 発信事業 2/ イ事業内容 地域に集積する金属加工業に於いて雇用の拡大と地域のブランド化に資する事業に取り組む 具体的に 今後成長が見込まれる難削材加工分野への進出をサポート
Microsoft PowerPoint - hetero_koen_abe.ppt
 ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
ヘテロ表面ダイによるしごき加工性の向上 豊橋技科大安部洋平 パンチ しわ押え 焼付き 電気自動車 素板 深絞りダイス (a) 工具鋼 SKD11 二次電池用ケースステンレス鋼板 しごき加工 しごきダイス (b) TiCN サーメット TiCN サーメットダイスは耐焼付き性が高く有効 良好 パンチ ヘテロ表面サーメットダイ しごき加工後容器 しごきダイス 容器 ラッピング 潤滑剤 ダイ (a) ラッピング
平成 6 年度研究報告大分県産業科学技術センター 様および特性 用途を Table, に示す. 加工実験の構成を Fig. に示す. 安田工業製マシニング センター YBM85V の加工テーブル上に, キスラ 製 成分 工具動力計 957B を固定し切削抵抗を測定した.Fig. は ドリル加工時の構
 平成 6 年度研究報告大分県産業科学技術センター FRP および難削性金属材料の加工技術の開発 FRP の効率的切削加工技術の研究 ( 第 報 ) 水江宏 * 橋口智和 * * 機械 金属担当 Efficient utting Technology of FRP (The nd) Hiroshi MIUE * Tomokazu HASHIGUTI * * Machinery and Metallurgy
平成 6 年度研究報告大分県産業科学技術センター FRP および難削性金属材料の加工技術の開発 FRP の効率的切削加工技術の研究 ( 第 報 ) 水江宏 * 橋口智和 * * 機械 金属担当 Efficient utting Technology of FRP (The nd) Hiroshi MIUE * Tomokazu HASHIGUTI * * Machinery and Metallurgy
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル DLC VL DLC MILL VL series
 アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル MI series アルミ合金の高能率加工にびびり振動を抑制する不等分割 不等リードエンドミル 不等分割 不等リードにより びびり振動を抑制した 形状を採用 耐凝着性に優れたによる高速 高能率加工を可能 不等分割 不等リード 不等分割 A 不等リード 3 2 A2 A3 A A2 A3 A A2 A3は固定値ではない 4 A
2.2 小径スクエアエンドミルによる切削加工 加工条件市販のφ1mm スクエアエンドミルを用いて切削加工を行い CCM 合金の加工に適した大まかな条件の選定 と工具の選定 を行う 被削材の CCM 合金は 断面が 10 17mm の棒材である 各条件について 1
 構造用非鉄合金の切削加工 岩手県工業技術センター飯村崇 古川直樹 1. 緒言近年 小径エンドミルの開発が進み φ0.01mm のエンドミルが一般的に販売される様になった これに伴い 従来は放電加工などで加工していた機械部品の微細部分をマシニングセンタで同時加工し 段取り作業による時間のロスと加工精度低下を防ぐことが可能となる 特に医療機器は生体への負荷の低減を目的に また 航空機や自動車産業は部品の多機能化を目的に
構造用非鉄合金の切削加工 岩手県工業技術センター飯村崇 古川直樹 1. 緒言近年 小径エンドミルの開発が進み φ0.01mm のエンドミルが一般的に販売される様になった これに伴い 従来は放電加工などで加工していた機械部品の微細部分をマシニングセンタで同時加工し 段取り作業による時間のロスと加工精度低下を防ぐことが可能となる 特に医療機器は生体への負荷の低減を目的に また 航空機や自動車産業は部品の多機能化を目的に
突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭
 効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
効率的な突切り 溝入れ加工用工具 突切り加工用に最適化 コロカット QD は市場で最も強度のある 最新の突切り 溝入れ加工システムです 安定した突切り加工や深溝加工に最適で あらゆる被削材と機械に対応します 深く狭い溝の加工向け コロカットQDのブレードは厚く 深溝加工で取り代の多い場合に最適です また ワーク素材節約のため 幅の狭いチップもご用意しています 卓越した切りくず処理と長い工具寿命コロカットQDの逃げ面
電子回路基板のドリル・ルーター加工入門
 電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
電子回路基板のドリル ルータ加工入門 ( 第 7 回 ) ユニオンツール株式会社津坂英夫 9. ルータ加工の基礎 9.1 ルータ加工とは A ルータ加工は平面の被加工物を外周部に切れ刃を有するルータエンドミル ( 以後ルータ呼ぶ ) という回転切削工具でX/Yの横軸方向に移動させることで外形加工をすることであるが プリント基板の製造工程の中では主に 1 多層基板の積層プレス後の不要の部分を除去する外形
H5
 P K M H4 H5 Ra Ra P M K N S H H6 スモウカム再研方法 ヘッド交換時期の判断基準 ①摩耗量 ②切削力の増加 0.2-0.3 ③加工径の変化 1 2 P P 1.25 ④加工面の劣化 φ>d 新品 0.15 D 新品 φ
P K M H4 H5 Ra Ra P M K N S H H6 スモウカム再研方法 ヘッド交換時期の判断基準 ①摩耗量 ②切削力の増加 0.2-0.3 ③加工径の変化 1 2 P P 1.25 ④加工面の劣化 φ>d 新品 0.15 D 新品 φ
溶接棒
 溶接材料カタログ - ニッケル合金 耐熱合金鋼用溶接材料 - TOKUY RODE 特殊溶接棒株式会社 590-0982 大阪府堺市堺区海山町 3 丁 156 電話 :072-229-6677 FAX:072-227-1239 各種特殊溶接材料を取り扱っております 弊社 HPをご覧ください URL:http://tokusyu-yousetsubou.com 0 (1) ニッケル合金 耐熱合金用被覆アーク溶接棒
溶接材料カタログ - ニッケル合金 耐熱合金鋼用溶接材料 - TOKUY RODE 特殊溶接棒株式会社 590-0982 大阪府堺市堺区海山町 3 丁 156 電話 :072-229-6677 FAX:072-227-1239 各種特殊溶接材料を取り扱っております 弊社 HPをご覧ください URL:http://tokusyu-yousetsubou.com 0 (1) ニッケル合金 耐熱合金用被覆アーク溶接棒
EOS: 材料データシート(アルミニウム)
") EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
EOS EOS は EOSINT M システムで処理できるように最適化された粉末状のアルミニウム合金である 本書は 下記のシステム仕様により EOS 粉末 (EOS art.-no. 9011-0024) で造形した部品の情報とデータを提供する - EOSINT M 270 Installation Mode Xtended PSW 3.4 とデフォルトジョブ AlSi10Mg_030_default.job
表 1 1) 航空機の機体構造材料重量構成比推定 アルミ スチール チタン 複合材 その他 合計 運用開始年 B747( 実績 ) 81% 13% 4% 1% 1% 100% 1970 年 B757( 実績 ) 78% 12% 6% 3% 1% 100% 1983 年 B767( 実績 ) 76%
 航空機の機体構造材料重量構成比推定 アルミ スチール チタン 複合材 その他 合計 運用開始年 B747( 実績 ) 81% 13% 4% 1% 1% 100% 1970 年 B757( 実績 ) 78% 12% 6% 3% 1% 100% 1983 年 B767( 実績 ) 76%") 航空機と製造技術 * 航空機用工具と適用事例 Cutting Tool for Aircraft and Applications ** 長谷川良栄 Ryoei HASEGAWA Key words cutting tool, aircraft, composite, CFRP, titanium alloy, superalloy 1. はじめに 石油価格の高騰により燃費の良い航空機の需要がさらに強まり,
航空機と製造技術 * 航空機用工具と適用事例 Cutting Tool for Aircraft and Applications ** 長谷川良栄 Ryoei HASEGAWA Key words cutting tool, aircraft, composite, CFRP, titanium alloy, superalloy 1. はじめに 石油価格の高騰により燃費の良い航空機の需要がさらに強まり,
Microsoft PowerPoint - 数学教室2.pptx
 プレス発表資料 世界初 平成 27 年 7 月 7 日 山形大学 雷が落ちても壊れない複合材料用の電気が流れるプラスチック開発に成功 山形大学が参加した JAXA オープンラボ公募制度における共同開発チーム (JAXA 東京大学 山形大学 三 菱樹脂 GSI クレオス ) は 耐雷撃性と軽量性を両立させた航空機材料を実現し得る新しい複合材料用高導 電性樹脂の開発に世界で初めて成功した 山形大学後藤晃哉博士
プレス発表資料 世界初 平成 27 年 7 月 7 日 山形大学 雷が落ちても壊れない複合材料用の電気が流れるプラスチック開発に成功 山形大学が参加した JAXA オープンラボ公募制度における共同開発チーム (JAXA 東京大学 山形大学 三 菱樹脂 GSI クレオス ) は 耐雷撃性と軽量性を両立させた航空機材料を実現し得る新しい複合材料用高導 電性樹脂の開発に世界で初めて成功した 山形大学後藤晃哉博士
MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min, f=0.25mm/rev 14, 45mm, Wet S50C Vc=120m/min, f=0.3mm/rev 14, 55mm, Wet S50
 高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 動画が見れる スペシャル web サイト DRA MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min,
高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 動画が見れる スペシャル web サイト DRA MagicDrillDRA 5 Point 1 Point 2 S A 20% UP 20% DRA ド DRA 他社品 A Vc=120m/min,
東北経済産業局 平成 23 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター宮城県産業技術総合センター秋田県産業技術センター山形県工業技術センター福島県ハイテクプラザ東北大学
 岩手県工業技術センター宮城県産業技術総合センター秋田県産業技術センター山形県工業技術センター福島県ハイテクプラザ東北大学") 東北経済産業局 平成 23 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター宮城県産業技術総合センター秋田県産業技術センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先 : 財団法人青葉工学振興会
東北経済産業局 平成 23 年度次世代ものづくり基盤加工技術調査事業 次世代ものづくり基盤加工技術調査 加工データ集 協力機関名青森県産業技術センター八戸地域研究所 ( 地独 ) 岩手県工業技術センター宮城県産業技術総合センター秋田県産業技術センター山形県工業技術センター福島県ハイテクプラザ東北大学大学院工学研究科 ( 独 ) 産業技術総合研究所東北センター 東北経済産業局 委託先 : 財団法人青葉工学振興会
(1行スペース)
") 埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
埼玉県産業技術総合センター研究報告第 12 巻 (214) MGH 加によるチタン鏡面仕上げ 南部洋平 * 出口貴久 * 落合一裕 * Mirror-Like Finishing of Titanium Using MGH Tool NANBU Youhei*,DEGUCHI Takahisa*,OCHIAI Kazuhiro* 抄録チタン材料に対して焼け 凝着の無い鏡面加をすることを目標に 加条件及び加潤滑剤の検討を行った
超硬限界栓 H7 ( 工作用 ) CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP
 CARBIDE IMIT PUG GAUGES 耐久性抜群! 熱膨張に強く 経済性の良い超硬合金製栓です M 質量 3961 TP1-H7 φ g 18, TP11-H7 φ11 58g 21, TP") ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
ージGAUGES ブロック ピン ピンアクセサリ リング 栓 限界 シクネス テーパー 溶接 その他 84 ゲ限界栓 H7( 工作用 ) IMIT PUG GAUGES 穴径の精度を通り側 止まり側で検査します 用途 穴径の検査材質 部 : 合金工具鋼 シャンク部 : アルミ特長 穴と軸のはめ合いの互換性を得るために最大許容寸法および最小許容寸法を基準とした外側形体を持つ一対の 検査成績表付仕様 等級
シリンダーヘッド自動車産業向け特注工具
 シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
シリンダーヘッド自動車産業向け特注工具 イントロダクション 最適ツーリングソリューション 京セラユニメルコ フルサービスのツーリングをご提案します 京セラユニメルコにはシリンダーヘッドのトータルツーリングプログラ ムがあります 工具選定の際にはいかにコスト削減出来るかが重要な ポイントになります 京セラユニメルコのソリューションは 標準 特注 超硬 ダイヤモンド工具に対応し 荒 ~ 仕上げ加工にわたって提案が可能です
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した
 交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
交差穴用高速バリ取りツールの仕組みと事例 山田マシンツール株式会社 内谷貴幸 1. 開発の流れドイツのベルリン工業経済大学のハンス ミハエル バイヤー教授は長年 生産性を向上させるためにバリを出さない加工やバリの除去方法等の研究をしてきたが バリが発生しやすく除去の難しい交差穴のバリ取りに注目した 交差穴用バリ取り工具は各メーカーが製作しているがバリの除去に必要な刃のショックを吸収する仕組みも様々である
マイクロメータヘッド サイズ比率で見るマイクロメータヘッド一覧 1マス 10mmをイメージ 測定範囲 0 5.0mm 測定範囲 0 13mm 測定範囲 0 15mm MICROMETER HEAD P215 MH-130KD P P
 サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
サイズ比率で見る一覧 1マス 1mmをイメージ 測定範囲.mm 測定範囲 1mm 測定範囲 1mm - P21 MH-1KD P21 12-2 P2 1- P21 12- P21 112-2 P2 112- P21 19- P2 MH-KD P21 12- P21 119- P2 11- P21 112- P21 測定範囲.mm 9- P2 111- P21 2- P21 19- P2 11- P21
1011複合加工機.indd
 複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
複合加工機用ツーリングシステム HSK ー T 40 ー T 50 ー T 63 ー T100 SHANK 複合加工機用のホルダに HSK シャンクをご指定ください 複合加工機用インターフェース委員会 1011J 複合加工機 Turning mills 自動工具交換 (ATC) 付複合加工機は 旋盤機能に加えミーリング機能を併せ持った工作機械です メリット マシニングセンタ級のミ リング機能 工程集約による時間短縮
平成22年度事故情報収集調査結果について(概要速報)
") Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
Product Safety Technology Center 製品事故解析に必要な アルミニウム合金の引張強さとウェブ硬さ及びバーコル硬さとの関係について 九州支所 製品安全技術課清水寛治 説明内容 目的 アルミニウム合金の概要 硬さの測定方法 引張強さとビッカース硬さの関係 ビッカース硬さとウェブ硬さ バーコル硬さの関係 引張強さとウェブ硬さ バーコル硬さの関係 効果と活用事例 2 1. 目的
高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 NEW 1.5D タイプホルダ ラインナップ 追加 DRA
 高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 NEW 1.5D タイプホルダ ラインナップ 追加 DRA MagicDrillDRA 5 1 2 S A 20% UP 20% DRA DRA 他社品 A () 4,000 () DRA
高能率モジュラードリル 高能率モジュラードリル MagicDrill DRA 低抵抗設計で優れた穴精度を実現 ホルダ 芯厚が 厚く たわみを抑 制 切りくずを細かく分断し スムーズな深 穴 加 工 簡単チップ 交換 NEW 1.5D タイプホルダ ラインナップ 追加 DRA MagicDrillDRA 5 1 2 S A 20% UP 20% DRA DRA 他社品 A () 4,000 () DRA
止まり穴ソリッド加工 (Type01000 Type01010) 貫通穴ソリッド加工 (Type01000 Type01010) OK OK OK 止まり穴カウンター加工 (Type01000 Type01010) NG 貫通穴カウンター加工 (Type01000 Type01010) クロスホール
 貫通穴ソリッド加工 (Type01000 Type01010) OK OK OK 止まり穴カウンター加工 (Type01000 Type01010) NG 貫通穴カウンター加工 (Type01000 Type01010) クロスホール") Type01 スローアウェイタイプ Type Type01001 2 12.0017.99 1 2 0.9mm Type01000 2 18.00.99 2 2 0.9mm Type01011 Type01010 12.0017.99 18.00.99 1 2 2 2 0.9mm 0.9mm * 2 12.0017.99 21 K10K0 SP1SP91SP BBXBB 1 1.017.99 11
Type01 スローアウェイタイプ Type Type01001 2 12.0017.99 1 2 0.9mm Type01000 2 18.00.99 2 2 0.9mm Type01011 Type01010 12.0017.99 18.00.99 1 2 2 2 0.9mm 0.9mm * 2 12.0017.99 21 K10K0 SP1SP91SP BBXBB 1 1.017.99 11
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社
 TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社") DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
DURACON POM グレードシリーズ ポリアセタール (POM) TR-20 CF2001/CD3501 ミネラル強化 ポリプラスチックス株式会社 TR-20 の一般的性質 カラー ISO(JIS) 材質表示 表 1-1 一般物性 (ISO) 項目単位試験方法 ISO11469 (JIS K6999) ミネラル強化 TR-20 高剛性 低そり CF2001/CD3501 >POM-TD15< 密度
超硬ノンステップボF2 ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F
 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F8 F26 F68 F") 超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
超硬ノンステップボF ーラー 超硬ドリル 超硬ノンステップボーラー超硬ドリル 種類別 ( カタログ掲載順 ) 超硬 NSB 超硬ドリル選定基準表直径別寸法早見表超硬ノンステップボーラー (NSB) エポックマイクロステップボーラー超硬ドリル 超硬 OHミニステップボーラー F F F 超硬ノンステップボーラー 0WHNSBTH 0WHNSBTH 0WHNSBTH 0WHNSBTH WHNSBTH 0WHNSBTH
ものづくりを変える新素材 CFRP について 岐阜大学深川仁 1. はじめに炭素繊維がものづくりやエネルギー問題に大きな変革をもたらそうとしています. 航空機や電気自動車の一部や風力発電などの分野で適用拡大が進む CFRP( 炭素繊維強化プラスチック :Carbon Fiber Reinforced
 ものづくりを変える新素材 CFRP について 岐阜大学深川仁 1. はじめに炭素繊維がものづくりやエネルギー問題に大きな変革をもたらそうとしています. 航空機や電気自動車の一部や風力発電などの分野で適用拡大が進む CFRP( 炭素繊維強化プラスチック :Carbon Fiber Reinforced Plastics) という複合材料は, 軽量部材として優れた性能を有する新素材として産業界から熱い注目を集めています.
ものづくりを変える新素材 CFRP について 岐阜大学深川仁 1. はじめに炭素繊維がものづくりやエネルギー問題に大きな変革をもたらそうとしています. 航空機や電気自動車の一部や風力発電などの分野で適用拡大が進む CFRP( 炭素繊維強化プラスチック :Carbon Fiber Reinforced Plastics) という複合材料は, 軽量部材として優れた性能を有する新素材として産業界から熱い注目を集めています.
鹿児島県工業技術センター研究報告 第10号 金型材料の高能率加工に関する研究 -増速スピンドルを用いた切削条件の最適化-
 金型材料の高能率加工に関する研究 - 増速スピンドルを用いた切削条件の最適化 - /8 ページ 機械技術部 岩本竜一, 森田春美, 南晃 Study on high efficient cutting for die steels - Optimization of cutting condition by spindle speeder - Ryuichi IWAMOTO,Harumi MORITA
金型材料の高能率加工に関する研究 - 増速スピンドルを用いた切削条件の最適化 - /8 ページ 機械技術部 岩本竜一, 森田春美, 南晃 Study on high efficient cutting for die steels - Optimization of cutting condition by spindle speeder - Ryuichi IWAMOTO,Harumi MORITA
Microsoft Word - 10 表紙.docx
 東海能開大 ( 岐阜県揖斐郡大野町 ) ポリテクセンター岐阜 ( 岐阜県土岐市 ) ポリテクセンター三重 ( 三重県四日市市 ) 三 東 中 岐 静 ポリテクセンター静岡 ( 静岡県静岡市 ) 南 浜 ポリテクセンター中部 ( 愛知県小牧市 ) 浜松短大校 ( 静岡県浜松市 ) ポリテクセンター南伊勢 ( 三重県伊勢市 ) 分野別コースフロー 機械設計 中ポリテクセンター中部岐ポリテクセンター岐阜静ポリテクセンター静岡三ポリテクセンター三重南ポリテクセンター南伊勢東東海能開大浜浜松短大
東海能開大 ( 岐阜県揖斐郡大野町 ) ポリテクセンター岐阜 ( 岐阜県土岐市 ) ポリテクセンター三重 ( 三重県四日市市 ) 三 東 中 岐 静 ポリテクセンター静岡 ( 静岡県静岡市 ) 南 浜 ポリテクセンター中部 ( 愛知県小牧市 ) 浜松短大校 ( 静岡県浜松市 ) ポリテクセンター南伊勢 ( 三重県伊勢市 ) 分野別コースフロー 機械設計 中ポリテクセンター中部岐ポリテクセンター岐阜静ポリテクセンター静岡三ポリテクセンター三重南ポリテクセンター南伊勢東東海能開大浜浜松短大
KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A
 SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A") 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
Crystals( 光学結晶 ) 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 再研磨 x 20 x 1 62,400 67,200 40,000 58,000
 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 再研磨 x 20 x 1 62,400 67,200 40,000 58,000") Crystals( 光学結晶 ) 2011.01.01 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 45 60 再研磨 45 60 45 60 50 x 20 x 1 62,400 67,200 40,000 58,000 58,000 88,000 88,000 50 x 20 x 2 58,000 58,000 40,000
Crystals( 光学結晶 ) 2011.01.01 価格表 台形状プリズム (ATR 用 ) (\, 税別 ) 長さ x 幅 x 厚み KRS-5 Ge ZnSe (mm) 45 60 再研磨 45 60 45 60 50 x 20 x 1 62,400 67,200 40,000 58,000 58,000 88,000 88,000 50 x 20 x 2 58,000 58,000 40,000
穴あけの常識を変える「アクアドリルEXフラットシリーズ」
 NACHI TECHNICAL REPORT Machining Vol.25B1 October/2012 新商品 適用事例紹介 マシニング事業 穴あけの常識を変える アクアドリル EX フラットシリーズ Aqua Drill EX Flat Series --- Changing common sense in drilling キーワード ( アクアドリル EX フラット ) フラットドリル
NACHI TECHNICAL REPORT Machining Vol.25B1 October/2012 新商品 適用事例紹介 マシニング事業 穴あけの常識を変える アクアドリル EX フラットシリーズ Aqua Drill EX Flat Series --- Changing common sense in drilling キーワード ( アクアドリル EX フラット ) フラットドリル
 室 日 A B C D E F G H I J K L M N O P Q セッションプログラム 第 1 日第 2 日第 3 日 午前午後午前午後午前午後 デジタルエンジニアリング A05 A08 ナノ表面研削 / ELID 研削 C05 C08 サイバーフィールド構築技術 (1) F02 F04 サイバーフィールド構築技術 (2) F06 F09 高能率 高精度化のための切削工具 (1) G01
室 日 A B C D E F G H I J K L M N O P Q セッションプログラム 第 1 日第 2 日第 3 日 午前午後午前午後午前午後 デジタルエンジニアリング A05 A08 ナノ表面研削 / ELID 研削 C05 C08 サイバーフィールド構築技術 (1) F02 F04 サイバーフィールド構築技術 (2) F06 F09 高能率 高精度化のための切削工具 (1) G01
Tungsten Carbide End Mills UNIMAX Series
 2 目次 ( の順に推奨) SS40 S45C S55C SK 30~45 SCM HRC ~55 SUS NAK HRC HRC ~60 HRC ~70 HPM 鉄鋼材加工用 CSS 2 枚刃スクエア 4 30 / 40 φ0.1~φ12 部品加工から金型まで 切りくず排出性を向上させた既存品の後継モデル 高能率加工用 CZS 4 枚刃スクエア 8 40 φ1~φ20 独自の底刃形状と不等分割でドリリングが可能
2 目次 ( の順に推奨) SS40 S45C S55C SK 30~45 SCM HRC ~55 SUS NAK HRC HRC ~60 HRC ~70 HPM 鉄鋼材加工用 CSS 2 枚刃スクエア 4 30 / 40 φ0.1~φ12 部品加工から金型まで 切りくず排出性を向上させた既存品の後継モデル 高能率加工用 CZS 4 枚刃スクエア 8 40 φ1~φ20 独自の底刃形状と不等分割でドリリングが可能
炭素繊維複合糸から成る織物を活用したCFRTP製品の事業化試験
 炭素繊維複合糸から成る織物を活用した CFRTP 製品の事業化試験 株式会社槌屋技術開発本部新製品開発センター松本将和 目次 1.CFRP 概要 2. 開発の背景 3. 育成試験内容 4. 結果 5. まとめ 1.CFRP 概要 炭素繊維とは 鉄と比較して 比重 : 1/4 軽い 比強度 : 10 倍以上 高強度 航空機 自動車の軽量化に期待される材料 年代ごとの炭素繊維使用状況 東レ技術資料より炭素繊維の需要は年々高まってきている
炭素繊維複合糸から成る織物を活用した CFRTP 製品の事業化試験 株式会社槌屋技術開発本部新製品開発センター松本将和 目次 1.CFRP 概要 2. 開発の背景 3. 育成試験内容 4. 結果 5. まとめ 1.CFRP 概要 炭素繊維とは 鉄と比較して 比重 : 1/4 軽い 比強度 : 10 倍以上 高強度 航空機 自動車の軽量化に期待される材料 年代ごとの炭素繊維使用状況 東レ技術資料より炭素繊維の需要は年々高まってきている
<4D F736F F F696E74202D20824F DA AE89E682CC89E696CA8DED8F9C816A2E >
 平成 24 年度製品安全センターセンター製品安全業務報告会 Product Safety Technology Center 基板母材 絶縁材絶縁材のトラッキングのトラッキング痕跡解析技術データのデータの取得取得 蓄積 < 第二報 > 製品安全センター燃焼技術センター今田 修二 説明内容 1. 調査の背景と目的 2.22 年度調査結果 3.23 年度調査調査結果レジストなし基板 (4 種類 ) によるトラッキング発火痕跡作製実験
平成 24 年度製品安全センターセンター製品安全業務報告会 Product Safety Technology Center 基板母材 絶縁材絶縁材のトラッキングのトラッキング痕跡解析技術データのデータの取得取得 蓄積 < 第二報 > 製品安全センター燃焼技術センター今田 修二 説明内容 1. 調査の背景と目的 2.22 年度調査結果 3.23 年度調査調査結果レジストなし基板 (4 種類 ) によるトラッキング発火痕跡作製実験
技術研究会報告集の書き方
 5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
5 軸制御マシニングセンタの技術習得 A) 野田匠利 A) 教育 研究技術支援室装置開発技術系 概要 5 軸制御マシニングセンタの活用技術を習得すべく 外部機関 ( 北海道職業能力開発大学校 ) にて 5 軸加工機による加工技術に関するセミナーを受講した その結果 5 軸加工の特徴 長所 5 軸加工と 3 軸加工との仕上がりの差異 5 軸 CAM の操作技術 加工物の評価法 必要な設備 工具類など
エンドミルの基礎
 エンドミルの基礎 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 切削加工とは何か 切削加工とは? 刃物を加工物に当てて動かし その内部に局部的に発生する大きな応力で破断を起こさせることによって 不要な部分を切りくずとして分離し 所望の形状の新表面をもった製品を作ること a)
エンドミルの基礎 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 目次 1. 切削加工と切削工具 2. エンドミルの加工 3. 切削作用と切削時の現象 切削加工とは何か 切削加工とは? 刃物を加工物に当てて動かし その内部に局部的に発生する大きな応力で破断を起こさせることによって 不要な部分を切りくずとして分離し 所望の形状の新表面をもった製品を作ること a)
KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A
 SUS304 送り f (mm/rev) KKF -JC 他社品 A AB6400(i-6Al-4V) 送り f (mm/rev) KKF -JC 他社品 A") 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 自動盤用突切り 高圧クーラント対応ホルダ KKF-JC 切りくずを細かく分断 優れた冷却効果で工具寿命を向上 チップのすくい面側に向け 方 向からクーラントを吐 出 ポンプ 圧 3MPa でも優れた切りくず 処 理 性 能 KKF-JC 広範囲にクーラントを拡散させ切りくずを分断 KKF-JC A ( 社 ) SUS304 送り f (mm/rev)
Microsoft PowerPoint - 修論発表.ppt [互換モード]
![Microsoft PowerPoint - 修論発表.ppt [互換モード]](/thumbs/100/146345042.jpg "Microsoft PowerPoint - 修論発表.ppt [互換モード]") 炭素繊維強化ポリプロピレンの界面接着性と力学特性の評価 システム創成学専攻安全評価工学研究室修士課程 2 年 86383 山内美穂指導教員高橋淳教授 研究背景 CFRP の特徴 CFRTS 熱硬化性樹脂 (Thermo-setting resin :TS) 利点 耐熱性 耐薬品性 比強度 疲労特性 課題 高コスト 大規模な成形設備 長い成形時間 リサイクルが難しい CFRP を量産車に適用するには
炭素繊維強化ポリプロピレンの界面接着性と力学特性の評価 システム創成学専攻安全評価工学研究室修士課程 2 年 86383 山内美穂指導教員高橋淳教授 研究背景 CFRP の特徴 CFRTS 熱硬化性樹脂 (Thermo-setting resin :TS) 利点 耐熱性 耐薬品性 比強度 疲労特性 課題 高コスト 大規模な成形設備 長い成形時間 リサイクルが難しい CFRP を量産車に適用するには
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は
 は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は") HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
HAYNES Ti-3Al-2.5V 合金 主な特徴軽量 高強度 HAYNES Ti-3Al-2.5V 合金 (UNS R56320) は 軽量で強度が高い合金です この合金は高い比強度を有しており 重量を軽減できるという設計上の大きな利点を提供します Ti-3Al-2.5V 合金は 21-6-9 ステンレス鋼よりも重量が約 43% 軽いです 外径 :1 in (25.4 mm) x 肉厚 :0.035
Microsoft PowerPoint - Engmat111Y14V1pdf.ppt
 第十四回目 6. 複合材料 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN116N 田中和人 E-mail: ktanaka@mail.doshisha.ac.jp 内線 : 6408 テキスト 改訂機械材料学 P.330 2 種類以上の異なる材料を組み合わせて, それぞれの長所を生かし短所を補って, 単一材料では得られない優れた特性を持たせた材料 セラミックス, 高分子,
第十四回目 6. 複合材料 生命医科学部医工学科バイオメカニクス研究室 ( 片山 田中研 ) IN116N 田中和人 E-mail: ktanaka@mail.doshisha.ac.jp 内線 : 6408 テキスト 改訂機械材料学 P.330 2 種類以上の異なる材料を組み合わせて, それぞれの長所を生かし短所を補って, 単一材料では得られない優れた特性を持たせた材料 セラミックス, 高分子,
SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備 三和製作所では社内一貫生産を可能にする様々な設備を揃えております ワイヤーカット CNC工具研削盤 平面研削盤 工具研削盤 PCドリルの刃部拡大写真 0 高剛性設備の研削で鋭利な刃先を実現 刃部 外周部チッピング8µm以下 写真製品 ダイ
 PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備
PC IAMON ILL CHIP 多 結 晶 ダイヤ モンド ツール IS 標準 PC直刃ストレートドリル IP受注生産 PCステップ付直刃段付ドリル PCスローアウェイチップ 高精度かつ高寿命 溶着が少なく良好な切削面 超微粒焼結ダイヤモンド使用 µm SANWA IA 株式会社 三和製作 所 SANWA SEISAKUSHO CO.,LT SANWA ダイヤモンドドリル 株式会社三和製作所 社内設備
1406月度商品 -.xls
 YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
YMKT 2014 年 6 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ http://www.ymkt.co.jp コ - ナ - R 付きロングシャンクエンドミル ハイス製オリジナル品 LS-CR-EMN 全品センターカット 今迄届かない所のコーナー R 加工に!! (Ф 20xR1x200 ~ Ф 50xR10x400)
Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage
 Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage NC Unit PC は 同時多軸に制御はできないため 直線加工しかでき 図3は ステージの走査速度を
Mirror Grand Laser Prism Half Wave Plate Femtosecond Laser 150 fs, λ=775 nm Mirror Mechanical Shutter Apperture Focusing Lens Substances Linear Stage NC Unit PC は 同時多軸に制御はできないため 直線加工しかでき 図3は ステージの走査速度を
事例2_自動車用材料
 省エネルギーその 1- 自動車用材料 ( 炭素繊維複合材料 ) 1. 調査の目的自動車用材料としての炭素繊維複合材料 (CFRP) は 様々な箇所に使用されている 炭素繊維複合材料を用いることにより 従来と同じ強度 安全性を保ちつつ自動車の軽量化が可能となる CFRP 自動車は 車体の 17% に炭素繊維複合材料を使用しても 従来自動車以上の強度を発揮することができる さらに炭素繊維複合材料を使用することによって機体の重量を低減することができ
省エネルギーその 1- 自動車用材料 ( 炭素繊維複合材料 ) 1. 調査の目的自動車用材料としての炭素繊維複合材料 (CFRP) は 様々な箇所に使用されている 炭素繊維複合材料を用いることにより 従来と同じ強度 安全性を保ちつつ自動車の軽量化が可能となる CFRP 自動車は 車体の 17% に炭素繊維複合材料を使用しても 従来自動車以上の強度を発揮することができる さらに炭素繊維複合材料を使用することによって機体の重量を低減することができ
ミニ インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ ACME
 ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
ミニ-3 5.0 小径加工用ねじ切り製品 メトリック Advanced Threading Solutions ミニ-3 5.0 インサート さらえ刃無し 60º _ 3ページさらえ刃無し 55º _ 3ページ ISO メトリック _ 4ページユニファイ UN 5ページウィットワース W 6ページ BSPT _ 6ページ NPT 7ページ NPT _ 7ページ 30 台形 TR _ 8ページアクメ
資バルブの材質 青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 化学成分 (%) 機械的性質 亜鉛 (Zn) 鉛 (Pb) その他 引張強さ 伸び (N/mm2)
 バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 化学成分 (%) 機械的性質 亜鉛 (Zn) 鉛 (Pb) その他 引張強さ 伸び (N/mm2)") 青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 亜鉛 (Zn) 鉛 (Pb) その他 () () 86.0 90.0 7.0 9.0 3.0 5.0 1.0 残部 245 86.5 89.5 9.0 11.0 1.0 3.0 1.0 残部 245 15 83.0 87.0
青銅 ( 砲金 ) バルブ 料JIS H 5111 CAC402 (BC2) CAC403 (BC3) CAC406 (BC6) CAC407 (BC7) 銅 (Cu) 錫 (Sn) 亜鉛 (Zn) 鉛 (Pb) その他 () () 86.0 90.0 7.0 9.0 3.0 5.0 1.0 残部 245 86.5 89.5 9.0 11.0 1.0 3.0 1.0 残部 245 15 83.0 87.0
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-3 EDM
 POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
POCO 社の EDM グラファイト電極材料は 長年の技術と実績があり成形性や被加工性が良好で その構造ならびに物性の制御が比較的に容易であることから 今後ますます需要が伸びる材料です POCO 社では あらゆる工業製品に対応するため 各種の電極材料を多数用意しました EDM-1 EDM-200 EDM-200 EDM-200 INDEX EDM グラファイトの分類 電極材料選択の主要ファクタ P2
1 サイズ選定 2 板厚選定 50~00mm 3 4 隅取付穴指定 コーナー R 指定 納 期 50~00mm 50~00 00~ 記号 金額 5 記号 板厚 N 記号 サイズ 金額
 NPF SERIES アルミ フリーサイズケー9-77 ス目次 / 0.1mm 単位で自由なサイズを指定可能なです 無処理のパネルで材質はA1050P 片面保護シート付です 記入方法ご注文の際は 内へ 1~4 の選択項目に合った寸法や記号を記入して下さい パネル NPF - - 板厚取付穴コーナー R 価格算出方法 パネル標準価格 + 取付穴加工費 + コーナー R 加工費 P9 ー 79~80をご参照下さい
NPF SERIES アルミ フリーサイズケー9-77 ス目次 / 0.1mm 単位で自由なサイズを指定可能なです 無処理のパネルで材質はA1050P 片面保護シート付です 記入方法ご注文の際は 内へ 1~4 の選択項目に合った寸法や記号を記入して下さい パネル NPF - - 板厚取付穴コーナー R 価格算出方法 パネル標準価格 + 取付穴加工費 + コーナー R 加工費 P9 ー 79~80をご参照下さい
リーマレス加工にこだわった高精度 高能率 3 フルート High precision and high efficiency 3 Flutes is particular about no reaming AQUA Drills EX 3Flutes EX3 AQDEXOH3F AQDEX3FR レ
 リーマレス加工にこだわった高精度 高能率 3 フルート High precision and high efficiency 3 Flutes is particular about no reaming EX3 AQUA Drills EX 3Flutes AQDEXOH3F AQDEX3FR レギュラ 5D 用 AQDEX3FH ハード高硬度材用 3D 5D 10D オイルホール 3 タイプ リーマレス加工にこだわった高精度
リーマレス加工にこだわった高精度 高能率 3 フルート High precision and high efficiency 3 Flutes is particular about no reaming EX3 AQUA Drills EX 3Flutes AQDEXOH3F AQDEX3FR レギュラ 5D 用 AQDEX3FH ハード高硬度材用 3D 5D 10D オイルホール 3 タイプ リーマレス加工にこだわった高精度
miniminichuck_1167_A4_8P[1-8].indd
![miniminichuck_1167_A4_8P[1-8].indd](/thumbs/103/157668358.jpg "miniminichuck_1167_A4_8P[1-8].indd") 信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
信頼を創る MINI MINI CHUCK ADVANCED APHA 高速回転,000rpm 振れ精度 3μm以内 バランス等級 G2.5 切削能率と 仕上面粗度RZ3 さらに進化した小径刃物の 切 削 力を引き出すプロフェッショナル 株式会社日研工作所 17 標準ミニミニチャックの機構 ダイレクトスクリュー式 コードNo.の末尾に-ATがつきます,000min-1 & G2.5 BT 締付ギア,000min-1
3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減 焼けを防ぎ ワークの品質を保つ 3M テクノロジー 一粒一粒まで鋭くデザインされた精密成型砥粒を採用しています 砥
 3M TM キュービトロン TM II ベルト製品 Shaping the Future. 3M キュービトロン Ⅱ ベルト製品の新しいラインナップを追加 広がる用途展開 研磨装置や荷重レベルに応じた最適な選定が可能 3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減
3M TM キュービトロン TM II ベルト製品 Shaping the Future. 3M キュービトロン Ⅱ ベルト製品の新しいラインナップを追加 広がる用途展開 研磨装置や荷重レベルに応じた最適な選定が可能 3M キュービトロン II ベルト製品で生産性と品質が向上します 切れる 長持ち 低発熱 作業が速く楽になり 生産性が向上 ベルト交換の回数とダウンタイムを低減し トータルコストを削減
CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に
 切削油剤の管理に新たなアプローチ 生産性で妥協しない高精度な加工性能 CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に妥協が生じる選択を迫られることがあります
切削油剤の管理に新たなアプローチ 生産性で妥協しない高精度な加工性能 CASTROL ALUSOL XBB アルミニウム切削加工で妥協しない 自動車 機械および金属製品などの精密部品の加工には 多くの要求性能や課題があります 細かい生産計画の見直しや生産停止時間の短縮といった要求が厳しくなる一方 ますます高くなる生産目標を達成しなければなりません 製造業では 日常的に妥協が生じる選択を迫られることがあります
タップ総合
 1 2 3 4 N NEW タップシリーズ N Tap series ねじ加工に適した高バナジウムハイスの使用により 汎用タップながらも長寿命 高剛性設計で安定ねじ加工を実現 Nスパイラルタップ NSP By using high vanadium HSS, which is suitable for cutting screw threads, even flexibility screw threads
1 2 3 4 N NEW タップシリーズ N Tap series ねじ加工に適した高バナジウムハイスの使用により 汎用タップながらも長寿命 高剛性設計で安定ねじ加工を実現 Nスパイラルタップ NSP By using high vanadium HSS, which is suitable for cutting screw threads, even flexibility screw threads
Microsoft PowerPoint - elast.ppt [互換モード]
![Microsoft PowerPoint - elast.ppt [互換モード]](/thumbs/82/86104681.jpg "Microsoft PowerPoint - elast.ppt [互換モード]") 弾性力学入門 年夏学期 中島研吾 科学技術計算 Ⅰ(48-7) コンピュータ科学特別講義 Ⅰ(48-4) elast 弾性力学 弾性力学の対象 応力 弾性力学の支配方程式 elast 3 弾性力学 連続体力学 (Continuum Mechanics) 固体力学 (Solid Mechanics) の一部 弾性体 (lastic Material) を対象 弾性論 (Theor of lasticit)
弾性力学入門 年夏学期 中島研吾 科学技術計算 Ⅰ(48-7) コンピュータ科学特別講義 Ⅰ(48-4) elast 弾性力学 弾性力学の対象 応力 弾性力学の支配方程式 elast 3 弾性力学 連続体力学 (Continuum Mechanics) 固体力学 (Solid Mechanics) の一部 弾性体 (lastic Material) を対象 弾性論 (Theor of lasticit)
Microsoft Word - kojima.doc
 小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
小径ボールエンドミルによる 3 次元曲面加工の高精度化 小島龍広 1), 扇谷保彦 2), 矢澤孝哲 1) 長崎大学工学部教育研究支援部 2) 長崎大学工学部機械システム工学講座 2) 1. 緒言金型加工では製品の高性能化や小型化に伴い, 複雑形状を高精度に効率よく加工する必要性が高まっている. 金型加工には, 従来, 放電加工機が用いられてきたが, マシニングセンタおよび性能の向上に伴い, 仕上げ加工までを小径ボールエンドミル加工で効率的に行うことが増えてきている.
プッシュラッチプル開放 / パドルラッチ / ミニチュア 単穴取付 コンシールド ( 外から見えない ) 取付 プラスチック製スライドÂ 材質 仕上げ ステンレス鋼 不動態化処理 & つや 消し仕上げ ガラス繊維強化ナイロン ( 黒 ) 最大ドア
 取付 プラスチック製スライドÂ 材質 仕上げ ステンレス鋼 不動態化処理 & つや 消し仕上げ ガラス繊維強化ナイロン ( 黒 ) 最大ドア") 244 64 プッシュラッチプル開放 / パドルラッチ / ミニチュア プラスチック製スライドÂ 28 11 13 材質 仕上げ ステンレス鋼 不動態化処理 & つや 消し仕上げ ガラス繊維強化ナイロン ( 黒 ) 0.9 43 1.6 最大厚 特性 最大使用荷重 :90 N 使用温度範囲 : -18ºC ~ 100ºC 8 3.2±.2 トータルグリップ 耐燃性 :UL94-V0 について ねじ時の最大締付トルク
244 64 プッシュラッチプル開放 / パドルラッチ / ミニチュア プラスチック製スライドÂ 28 11 13 材質 仕上げ ステンレス鋼 不動態化処理 & つや 消し仕上げ ガラス繊維強化ナイロン ( 黒 ) 0.9 43 1.6 最大厚 特性 最大使用荷重 :90 N 使用温度範囲 : -18ºC ~ 100ºC 8 3.2±.2 トータルグリップ 耐燃性 :UL94-V0 について ねじ時の最大締付トルク
Microsoft Word -
 電池 Fruit Cell 自然系 ( 理科 ) コース高嶋めぐみ佐藤尚子松本絵里子 Ⅰはじめに高校の化学における電池の単元は金属元素のイオン化傾向や酸化還元反応の応用として重要な単元である また 電池は日常においても様々な場面で活用されており 生徒にとっても興味を引きやすい その一方で 通常の電池の構造はブラックボックスとなっており その原理について十分な理解をさせるのが困難な教材である そこで
電池 Fruit Cell 自然系 ( 理科 ) コース高嶋めぐみ佐藤尚子松本絵里子 Ⅰはじめに高校の化学における電池の単元は金属元素のイオン化傾向や酸化還元反応の応用として重要な単元である また 電池は日常においても様々な場面で活用されており 生徒にとっても興味を引きやすい その一方で 通常の電池の構造はブラックボックスとなっており その原理について十分な理解をさせるのが困難な教材である そこで
ローラチェーンスプロケット 形式及び円滑なローラチェーン伝動には ローラチェーンとスプロケットの噛合いが正確に行われる事が要求されます スプロケットの ( 速比 ) 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な
 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な") スプロケット 71 ローラチェーンスプロケット 形式及び円滑なローラチェーン伝動には ローラチェーンとスプロケットの噛合いが正確に行われる事が要求されます スプロケットの ( 速比 ) 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な回転と伝動効率を低下させないためにも スプロケットの選定には十分な考慮を払って下さい
スプロケット 71 ローラチェーンスプロケット 形式及び円滑なローラチェーン伝動には ローラチェーンとスプロケットの噛合いが正確に行われる事が要求されます スプロケットの ( 速比 ) 中心距離 配置などの選定が使用ローラチェーンに対して適切であるかどうかがローラチェーン及び スプロケットの寿命を左右しますから 円滑な回転と伝動効率を低下させないためにも スプロケットの選定には十分な考慮を払って下さい
焼入鋼加工用スミボロン®BN1000/BN2000 の開発
 産業素材 焼入鋼加工用スミボロン / の開発 原田高志 * 月原望 寺本三記久木野暁 深谷朋弘 Development of SUMIBORON / for Hard Turning by Takashi Harada, Nozomi Tsukihara, Minori Teramoto, Satoru Kukino and Tomohiro Fukaya With the expanding use
産業素材 焼入鋼加工用スミボロン / の開発 原田高志 * 月原望 寺本三記久木野暁 深谷朋弘 Development of SUMIBORON / for Hard Turning by Takashi Harada, Nozomi Tsukihara, Minori Teramoto, Satoru Kukino and Tomohiro Fukaya With the expanding use
1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質
 第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
第部 1 レーザ加工を活用した工法転換ノウハウ 第 1 章 コスト削減 1.1 テーラードブランクによる性能と歩留りの改善 最適な位置に最適な部材を配置 図 1-1-1 に示すブランク形状の設計において 製品の各 4 面への要求仕様が異なる場合でも 最大公約数的な考えで 1 つの材料からの加工を想定するのが一般的です その結果 ブランク形状の各 4 面の中には板厚や材質の仕様が不十分になる場合や 反対に十分すぎる場合が生じました
<4D F736F F F696E74202D CC95E28F4390AB82C98AD682B782E98AEE CA48B862E >
 発表構成 CFRTP の補修性に関する基礎的研究 Fundamental Research on Repair of Carbon Fiber Reinforced Thermoplastics 指導教員 : 高橋淳教授 東京大学大学院工学系研究科システム創成学専攻安全評価工学研究室 37 86346 金正将 1. 研究背景. 材料作成 試験方法 3. フレッシュ材の試験結果 4. 補修及び補修材の試験結果
発表構成 CFRTP の補修性に関する基礎的研究 Fundamental Research on Repair of Carbon Fiber Reinforced Thermoplastics 指導教員 : 高橋淳教授 東京大学大学院工学系研究科システム創成学専攻安全評価工学研究室 37 86346 金正将 1. 研究背景. 材料作成 試験方法 3. フレッシュ材の試験結果 4. 補修及び補修材の試験結果
< C8E93788FA495692E786C73>
 YMKT 2014 年 3 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ ハイスエキストラロングドリルスラスタードリル TDXL 穴無しハイスで深穴加工新たに25D 加わる! 10D, 15D, 20D, 25D, 30D にて充実のラインナップ Ф 1.5 ~ Ф 12 0.1トビにて全て即納完備 http://www.ymkt.co.jp
YMKT 2014 年 3 月度 YMKTvol.5 デジタルカタログ配信中! icata をダウンロードしてスマホでも YMKT ホームページ ハイスエキストラロングドリルスラスタードリル TDXL 穴無しハイスで深穴加工新たに25D 加わる! 10D, 15D, 20D, 25D, 30D にて充実のラインナップ Ф 1.5 ~ Ф 12 0.1トビにて全て即納完備 http://www.ymkt.co.jp
‰à„^›œŁt.ai
 プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
プラスチック用金型製作の技術 技能マニュアル 1 私たちの暮らしとプラスチック製品 1 私たちの暮らしとプラスチック製品 私たちの身の周りには 様々なプラスチック製品があります 家庭用品や家電製品 そして自動車 新幹線 航空機などの様々な部分にプラスチックが使われています 携帯電話のケースやノートパソコンのキーボードなどハイテク製品でもプラスチック製 品が多用されています 現代社会において プラスチック製品は欠くことのできない存在になっています
ステンレス鋼旋削加工用材種AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning
 産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
産業素材 ステンレス鋼旋削加工用材種 AC6030M/AC6040M AC6030M/AC6040M for Stainless Steel Turning 竹下 * 寛紀 子吉雄太 松田直樹 Hiroki Takeshita Yuuta Koyoshi Naoki Matsuda 奥野晋広瀬和弘福井治世 Susumu Okuno Kazuhiro Hirose Haruyo Fukui 近年 環境への負荷が低く
切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表の回転数は推奨切削速度 ( 周速 ) の中間値について算出したものです
 の中間値について算出したものです") 切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表のは推奨切削速度 ( 周速 ) の中間値について算出したものです - 243-283 切削条件の求め方 (1) 切削速度 (V) と (N) 切削速度 ( または周速 )(V) は一般に使用する工具の材種との種類により決ります
切削条件表 切削条件は ご使用される工作機械 切込み深さ ワーククランプ等により異なりますので 状況を見ながら貴社に最適な切削条件を選ばれます様お奨めいたします なお 切削条件表のは推奨切削速度 ( 周速 ) の中間値について算出したものです - 243-283 切削条件の求め方 (1) 切削速度 (V) と (N) 切削速度 ( または周速 )(V) は一般に使用する工具の材種との種類により決ります
複合加工機プログラム2012.xls
 機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
機械工作実習複合加工機 ( 旋盤型 ) プログラム 1 (2012 機械工作実習 ) 2 ( 変数の設定 ) 3 #101=01( 端面加工用バイトの工具番号設定 ) 4 #102=13(10.0mm エンドミルの工具番号設定 ) 5 #103=14( センタドリルの工具番号設定 ) 6 #104=09(φ2.6 ドリルの工具番号設定 ) 7 #105=10(M3 タップの工具番号設定
SEC- マルチドリル SD 型 T T T E E E SEC-UTIDRIS SD セット状態 フロントからのビス止め 放射状のセレーション締結により 確実で強固なクランプを実現 ヘッド シリーズ構成表 ヘッド 確実に切刃と切りくずを狙う油穴 T型 型 5D 特長 E型 型 5D 3型 3D ø
 ニュース No. 435 穴あけコスト低減の決定打 The Ultimate in ow Cost Drilling マルチドリルSD型 SEC- SEC-ultiDrill SD serise 第16版 ヘッド交換ドリル T E セット状態 ドリル専用コート DEXコート を採用し 従来比2倍以上の長寿命を実現 用途に応じて刃先ヘッドを選択可能 再研磨可能な刃先ヘッド ろう付けドリルに対し 工具寿命が2倍
ニュース No. 435 穴あけコスト低減の決定打 The Ultimate in ow Cost Drilling マルチドリルSD型 SEC- SEC-ultiDrill SD serise 第16版 ヘッド交換ドリル T E セット状態 ドリル専用コート DEXコート を採用し 従来比2倍以上の長寿命を実現 用途に応じて刃先ヘッドを選択可能 再研磨可能な刃先ヘッド ろう付けドリルに対し 工具寿命が2倍
TWC総合製品_0811修正分.indd
 シールドばね 弾性性能に優れたは最高のグラウンディング / シールディング性能を発揮します 太陽金網 ( 株 ) のは弾性性能が特に優れているベリリウム銅合金 # 25(172) を材料として使用しています また 非常に多くの形状を取り揃えていますので MI シールドやグラウンディングにおける様々な設計要求に フレキシブルに対応できます 実装方法もクリップオン ビスまたは止めネジ 半田付け スポット溶接
シールドばね 弾性性能に優れたは最高のグラウンディング / シールディング性能を発揮します 太陽金網 ( 株 ) のは弾性性能が特に優れているベリリウム銅合金 # 25(172) を材料として使用しています また 非常に多くの形状を取り揃えていますので MI シールドやグラウンディングにおける様々な設計要求に フレキシブルに対応できます 実装方法もクリップオン ビスまたは止めネジ 半田付け スポット溶接
DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) PD010/PD ,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A
 PD010/PD ,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A") DC PD010 PD025 DC PD010/PD025 NE PD010 DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) 0 100 80 60 40 20 PD010/PD025 0 200 400 600 800 1,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A 社水素入りDCコーティング
DC PD010 PD025 DC PD010/PD025 NE PD010 DC PD010/PD025 1 耐NE 摩耗PD010 性 低低 耐欠損性 高高PD025 DC 硬度 (GPa) 0 100 80 60 40 20 PD010/PD025 0 200 400 600 800 1,000 ヤング率 (GPa) ダイヤモンド B 社水素フリー DCコーティング A 社水素入りDCコーティング
IB-B
 FIB による TEM 試料作製法 2 バルクピックアップ法 1. はじめにピックアップ法を用いた FIB による TEM 試料作製法は事前の素材加工が不要であり 試料の損失を無くすなど利点は多いが 磁性材料は観察不可能であること 薄膜加工終了後 再度 FIB に戻して追加工をすることができないこと 平面方向の観察試料作製が難しいことなど欠点もある 本解説ではこれらの欠点を克服するバルクピックアップ法を紹介する
FIB による TEM 試料作製法 2 バルクピックアップ法 1. はじめにピックアップ法を用いた FIB による TEM 試料作製法は事前の素材加工が不要であり 試料の損失を無くすなど利点は多いが 磁性材料は観察不可能であること 薄膜加工終了後 再度 FIB に戻して追加工をすることができないこと 平面方向の観察試料作製が難しいことなど欠点もある 本解説ではこれらの欠点を克服するバルクピックアップ法を紹介する
複合構造レポート 09 FRP 部材の接合および鋼と FRP の接着接合に関する先端技術 目次 第 1 部 FRP 部材接合の設計思想と強度評価 第 1 章 FRP 構造物の接合部 FRP 材料 FRP 構造物における各種接合方法の分類と典型的な部位 接合方法
 複合構造レポート 09 FRP 部材の接合および鋼と FRP の接着接合に関する先端技術 目次 第 1 部 FRP 部材接合の設計思想と強度評価 第 1 章 FRP 構造物の接合部 3 1.1 FRP 材料 3 1.2 FRP 構造物における各種接合方法の分類と典型的な部位 3 1.2.1 接合方法の種類 3 1.2.2 FRP 構造物における接合部 9 1.3 国内外における FRP 接合部の設計思想
複合構造レポート 09 FRP 部材の接合および鋼と FRP の接着接合に関する先端技術 目次 第 1 部 FRP 部材接合の設計思想と強度評価 第 1 章 FRP 構造物の接合部 3 1.1 FRP 材料 3 1.2 FRP 構造物における各種接合方法の分類と典型的な部位 3 1.2.1 接合方法の種類 3 1.2.2 FRP 構造物における接合部 9 1.3 国内外における FRP 接合部の設計思想
ミガキ ( 丸鋼 ) は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (
 は は自社 は不可 (7/16インチ) (1/2インチ) (9/16インチ) (") ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
ミガキ ( 丸鋼 ) JIS 規格 G3123 相当品旧 JIS 寸法公差 H ( 新 JIS IT ) 基 本寸法 1. 基本的に SGD3(JISG318) 相当ミルシート対応品ですが 一部他鋼種使用の製品がありますので鋼種指定の場合はお問い合せください 3. 一般ミガキ材は引張強さ等の機械的性質を保証する試験検査は行っており ません 4. 定尺品は両端が寸法公差に入っていない場合がありますので使用上ごください
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MB フルアール MT-R フルアール R/L MS パイプ フルアール チップブレーカ付きフルアールチップ ~ mm フルアール ポジタイプ フラットなフルアールチップ ~ 8mm パイプ突切り専用 ~ 10mm R/L MZ パイ
 チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
チップ一覧表 チップのタイプ 用途特徴 寸法表ページ MT MT- 横引き 最も標準的なインサート 幅 材種のバリエーションが豊富 ポジタイプ 切削抵抗が小さく 中切削から仕上げ用 MT はコーナR 付き 材種は ダイヤ CBN 横引きも可能 ~ 12mm. MT-Z は 2 ページ MS 突切り断続フォーマ MP 横引きフォーマ 突切り 外径溝 断続用 ネガタイプの強靭な刃先 突切り 断続溝入用
第 2 章 構造解析 8
 第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
第 2 章 構造解析 8 2.1. 目的 FITSAT-1 の外郭構造が, 打ち上げ時の加速度等によって発生する局所的な応力, 及び温度変化によってビスに発生する引っ張り応力に対して, 十分な強度を有することを明らかにする. 解析には SolidWorks2011 を用いた. 2.2. 適用文書 (1)JMX-2011303B: JEM 搭載用小型衛星放出機構を利用する小型衛星への構造 フラクチャコントロール計画書
中分類名 : エンジン用リーマー ファイル小分類名 : ニッケルチタン製ファイル 根管治療用器材編 メーカー マニー ( 株 ) ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 商品名 NRT ファイル (NiTi) フレックスマスター レシプロック 規格 ステンレススチール製ファイルと
 ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 商品名 NRT ファイル (NiTi) フレックスマスター レシプロック 規格 ステンレススチール製ファイルと") ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 NRT ファイル (NiTi) フレックスマスター レシプロック ステンレススチール製ファイルと NiTi 合金製ファイルを組み合わせたシステムで構成しています 種類 : テーパー (.04.06) サイズ : 各 #20~#40 根管の太さに合わせてシステム化されたニッケルチタンエンジン用ファイル 種類 :02 テーパー (21 25mm)#15~70
ジッペラ - 社 / 茂久田 ジッペラ - 社 / 茂久田 NRT ファイル (NiTi) フレックスマスター レシプロック ステンレススチール製ファイルと NiTi 合金製ファイルを組み合わせたシステムで構成しています 種類 : テーパー (.04.06) サイズ : 各 #20~#40 根管の太さに合わせてシステム化されたニッケルチタンエンジン用ファイル 種類 :02 テーパー (21 25mm)#15~70
ACモーター入門編 サンプルテキスト
 技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
技術セミナーテキスト AC モーター入門編 目次 1 AC モーターの位置付けと特徴 2 1-1 AC モーターの位置付け 1-2 AC モーターの特徴 2 AC モーターの基礎 6 2-1 構造 2-2 動作原理 2-3 特性と仕様の見方 2-4 ギヤヘッドの役割 2-5 ギヤヘッドの仕様 2-6 ギヤヘッドの種類 2-7 代表的な AC モーター 3 温度上昇と寿命 32 3-1 温度上昇の考え方
C58.indd
 ダイコレット & ピックアップツール先端形状 3600 シリーズ 4 面ダイコレット 3700 シリーズ 2 面ダイコレット 3800 シリーズ先端長方形のフラットピックアップツール 3900 シリーズ先端円錐形のフラットピックアップツール 3300 & 3300-ETE シリーズ垂直 4 面コレット 3200-ETE シリーズ垂直 2 面コレット 特殊形状 ( カスタム ) コレット片面の一部に切り込み
ダイコレット & ピックアップツール先端形状 3600 シリーズ 4 面ダイコレット 3700 シリーズ 2 面ダイコレット 3800 シリーズ先端長方形のフラットピックアップツール 3900 シリーズ先端円錐形のフラットピックアップツール 3300 & 3300-ETE シリーズ垂直 4 面コレット 3200-ETE シリーズ垂直 2 面コレット 特殊形状 ( カスタム ) コレット片面の一部に切り込み
最新の高精度・高能率な歯車加工技術,三菱重工技報 Vol.55 No.3(2018)
") インダストリー & 社会基盤特集技術論文 1 最新の高精度 高能率な歯車加工技術 The Latest Gear Manufacturing Technology for High Accuracy and Efficiency 柳瀬吉言 薄出淳二 Yoshikoto Yanase Junji Usude 石津和幸 *2 菊池寿真 Kazuyuki Ishizu Toshimasa Kikuchi
インダストリー & 社会基盤特集技術論文 1 最新の高精度 高能率な歯車加工技術 The Latest Gear Manufacturing Technology for High Accuracy and Efficiency 柳瀬吉言 薄出淳二 Yoshikoto Yanase Junji Usude 石津和幸 *2 菊池寿真 Kazuyuki Ishizu Toshimasa Kikuchi
電子回路基板のドリル・ルーター加工入門
 電子回路基板のドリル ルータ加工入門 ( 第 5 回 ) ユニオンツール株式会社津坂英夫 6. 穴あけ加工のトラブルシューティングと加工限界 6.1 穴加工時に発生する品質トラブルプリント配線板製造のなかで穴明け加工は 初めの工程に位置しており ここでの品質が後工程に大きく影響している プリント基板の穴加工における品質トラブルとしては 1. 穴位置精度 ( ランド切れ など ) 2. 穴内壁粗さ 3.
電子回路基板のドリル ルータ加工入門 ( 第 5 回 ) ユニオンツール株式会社津坂英夫 6. 穴あけ加工のトラブルシューティングと加工限界 6.1 穴加工時に発生する品質トラブルプリント配線板製造のなかで穴明け加工は 初めの工程に位置しており ここでの品質が後工程に大きく影響している プリント基板の穴加工における品質トラブルとしては 1. 穴位置精度 ( ランド切れ など ) 2. 穴内壁粗さ 3.
RoyAlloy Uddeholm RoyAlloy
 RoyAlloy Uddeholm RoyAlloy 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379 SKD 11 CALMAX
RoyAlloy Uddeholm RoyAlloy 標準規格 AISI WNr. JIS ASSAB DF-3 ARNE O1 1.2510 SKS 3 ASSAB XW-5 SVERKER 3 D6 (D3 (1.2436 (SKD 2 ASSAB XW-10 RIGOR A2 1.2363 SKD 12 ASSAB XW-42 SVERKER 21 D2 1.2379 SKD 11 CALMAX
ひずみゲージ 配線済みひずみゲージ OMEGA KFH シリーズ 実績のある OMEGA の高品質ひずみゲージ取り付けを簡単にする 2 または 3 線が付属! はんだなしの測定ポイントゲージはすべて AWG 28 に移行する前の 50 mm の PTFE ケーブルを備え 取り付けの際にリードが接着す
 配線済み OMEGA KFH シリーズ 実績のある OMEGA の高品質取り付けを簡単にする 2 または 3 線が付属! はんだなしの測定ポイントゲージはすべて AWG 28 に移行する前の 50 mm の PTFE ケーブルを備え 取り付けの際にリードが接着するのを防止短 中 長グリッドのリニアゲージ短 中グリッドの XY ゲージ (T- ロゼット ) 短 中グリッドの 0 /45 /90 平面ロゼット丈夫なポリイミドキャリア環境から保護する
配線済み OMEGA KFH シリーズ 実績のある OMEGA の高品質取り付けを簡単にする 2 または 3 線が付属! はんだなしの測定ポイントゲージはすべて AWG 28 に移行する前の 50 mm の PTFE ケーブルを備え 取り付けの際にリードが接着するのを防止短 中 長グリッドのリニアゲージ短 中グリッドの XY ゲージ (T- ロゼット ) 短 中グリッドの 0 /45 /90 平面ロゼット丈夫なポリイミドキャリア環境から保護する